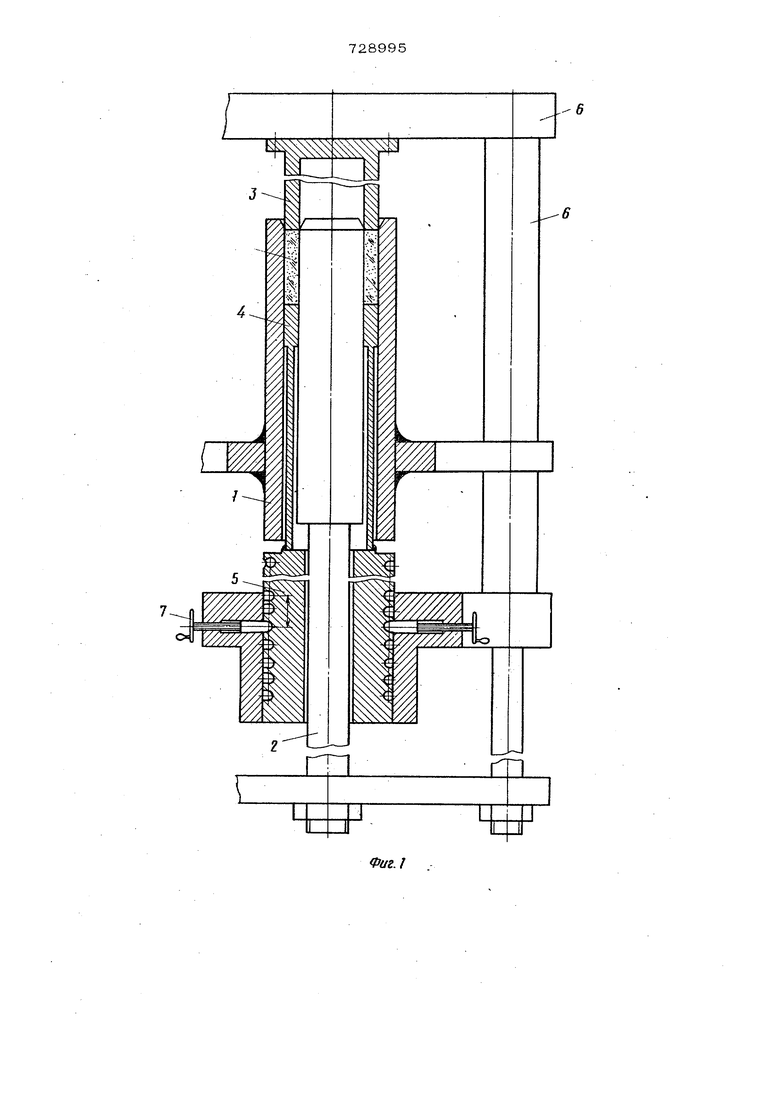
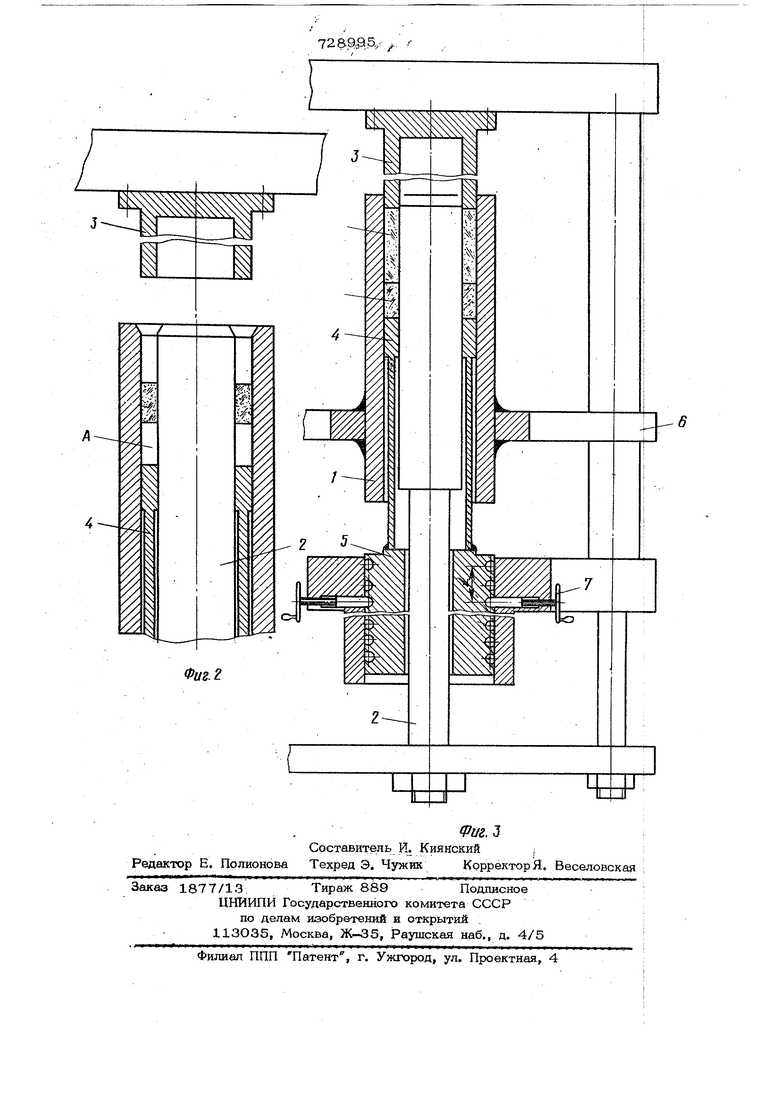
Изобретение относится к области пор ковой металлургии, в частности, к устро ствам для изготовления изделий прессованием порошков. Известно устройство (пресс-форма) для прессования порошков, включающее матрицу, центральный стержень, верхний и нижний пуансоны Y . Данное устройство не позволяет получать длинномерные изделия. Наиболее близким к предложенному по технической сущности и достигаемому результату является устройство для прес сования порошка, включающее станину, матрицу, центральный стержень, верхний и нижний пуансоны. При этом верхний пуансон установлен с возможностью последовательного прессования слоев порошка 2. Однако это устройство не может обеспечить однородные свойства длинномерных изделий большого диамет- ра. Предложенное устройство отличается от известного тем, что, с целью обеспечения однородности свойств длинномерных изделий большого диаметра, оно снабжено упором, установленным с возможностью ступенчатого перемещения вдоль оси матрицы, при этом нижний пуансон закреплен на упоре, а цантрапьный стержень установлен на станине. На фиг. 1 схематически изображено устройство, момент прессования первой дозы порошка; на фиг. 2,- момент подготовки к загрузке второй дозы; . 3 - момент прессования второй дозы порошка. Устройство состоит из матрицы 1, центрального стержня 2, верхнего 3 я нижнего 4 пуансонов, упора 5, установленного с возможностью ступенчатого пэ ремещения вдоль оси матрицы, станины 6, фиксатора 7, предназначенного для закрепления ступенчатого перемещаемого упора. Верхний пуансон жестко закреплен на штоке гидроцЕлиндра (не показан), а нижний - на упоре 5. Устройство работает следующим образом. В полость между стержнем и MaiNрицей загружают порцию порошка, и
при помощи верхнего пуансона прессуют заготовку из этого порошка. После этого верхний пуансон выЙсдят из матрицы, а нижний пуансон опускают на один шаг путем опускания упора. В полости матрицы образуется свободный объем А, равный объему спрессованной заготовки./ Затем упор закрепляют фиксатором, а в верхнюю часть матрицы (на спрессованную заготовку) загружают новую порцию nopotuKia. При помощи верхнего пуансона порошок совместно с заготовкой допускаю до контакта с нижним пуансоном, а затем прессуют новую порцию порошка. Спрессованные заготовки объединяются с лик- видацией границы раздела между ними, что приводит к появлению основных свойств изделия по его длине.
В дальнейшем цикл прессования повторяется до получения изделия, длина которого равняется длине матрицы.
Применение предложенного устройства позволяет получать изделия большого диаметра практически неограниченной
длины с однородными физико-механическими свойствами.
изобретени:Я
о р м у л а
Устройство для прессования порош1 а, включающее станину, матрицу, централь ны стержень, верхний и нижний пуансоны, отличающееся тем, что, cj целью обеспечения однородности свойс гв длинно изделий большого диа- | метра, оно снабжено упором, установи ленным с возможностью ступенчатого | перемещения вдоль оси матрицы, при э-фм нижний пуансон закреплен на упоре : а центральный стержень установлен , станине.;
Источники, информации,;
принятые во внимание при экспертиз
1.Федорченко . И. М. и Андриевски: Р Основы порошковой металлургии, Киев изд-во АН УССР, 1963, с. 192-194,
2.Патент США № 2844845, кл. 18-21, опубл. 1958.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для прессования длинномерных изделий из металлического порошка | 1982 |
|
SU1090498A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКОГО ПОРОШКА | 1991 |
|
RU2022709C1 |
| Способ формования длинномерных изделий и устройство для его осуществления | 1987 |
|
SU1452664A1 |
| Пресс-форма для прессования длинномерных изделий | 1986 |
|
SU1366290A2 |
| Пресс-автомат для прессования изделий из металлического порошка | 1975 |
|
SU521146A1 |
| Способ прессования трубчатых заготовок из порошка и устройство для его осуществления | 1982 |
|
SU1016071A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЕНЫХ ПИРОТЕХНИЧЕСКИХ ЗАРЯДОВ | 2013 |
|
RU2526327C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ДЛИННОМЕРНЫХ ЗАГОТОВОК ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ | 2006 |
|
RU2324595C2 |
| Устройство для циклического прессования длинномерных изделий из порошка | 1982 |
|
SU1014655A1 |
| Установка для непрерывного прессования металлических порошков | 1983 |
|
SU1129026A1 |