(54) СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЛЕКТОРОВ ЭЛЕКТРИЧЕСКИХ МАШИН
1
Изобретение относится к электротехнике, а именно к производству коллекторов электрических машин.
Известен способ изготовления кол- с лекторов электрических машин с отогнутыми петушками путем вырубки коллекторных пластин и образования петушка гибкой по плоскости 1J.
Однако такой способ применим лишь tO для производства коллекторов электрических машин малой мощности, у которых гибка петушка производится при малой толщине материала относительно его ширины, и не пригоден для коллек-уЗ торов крупных электрических машин, так как влечет за собой большой расход материала.
I Наиболее близким к изобретению по : хнической сущности и достигаемому 20 {Язэультату является способ изготовления коллекторов электрических с отогнутыми петушка ми путем вырубки коллекторных пластин, гибки петушка, чеканки, галтовки, и сборки пластин в;25 коллектор 12.
Недостатком этого способа является узкая область его применения (этот способ применим только для изготовле-ния коллекторов с малым количеством JQ
секций обмотокУ. При использовании этого способа для производства коллекторов больших электрических машин, например, автотракторных стартеров, происходит большой расход материала, разрыв и потеря устойчивости материала при гибке петушка, а также наблюдается низкая производительность.
Для С.КОНОМИИ материала и повьлшения производительности труда одновременно с вырубкой пластины коллектора производят предварительную отгибку петушка в плоскости пластины с усилием, направленным от конца петушка к месту перегиба, а окончательную отгибку петушка ведут при опрессовке собранного коллектора.
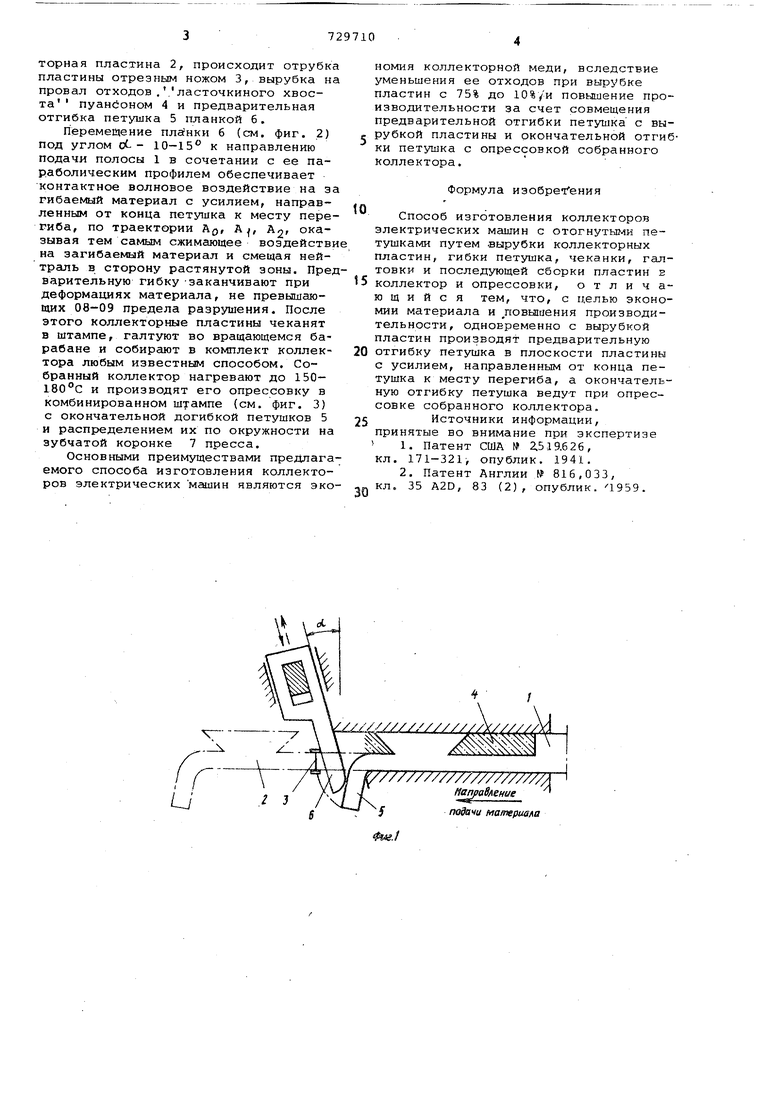
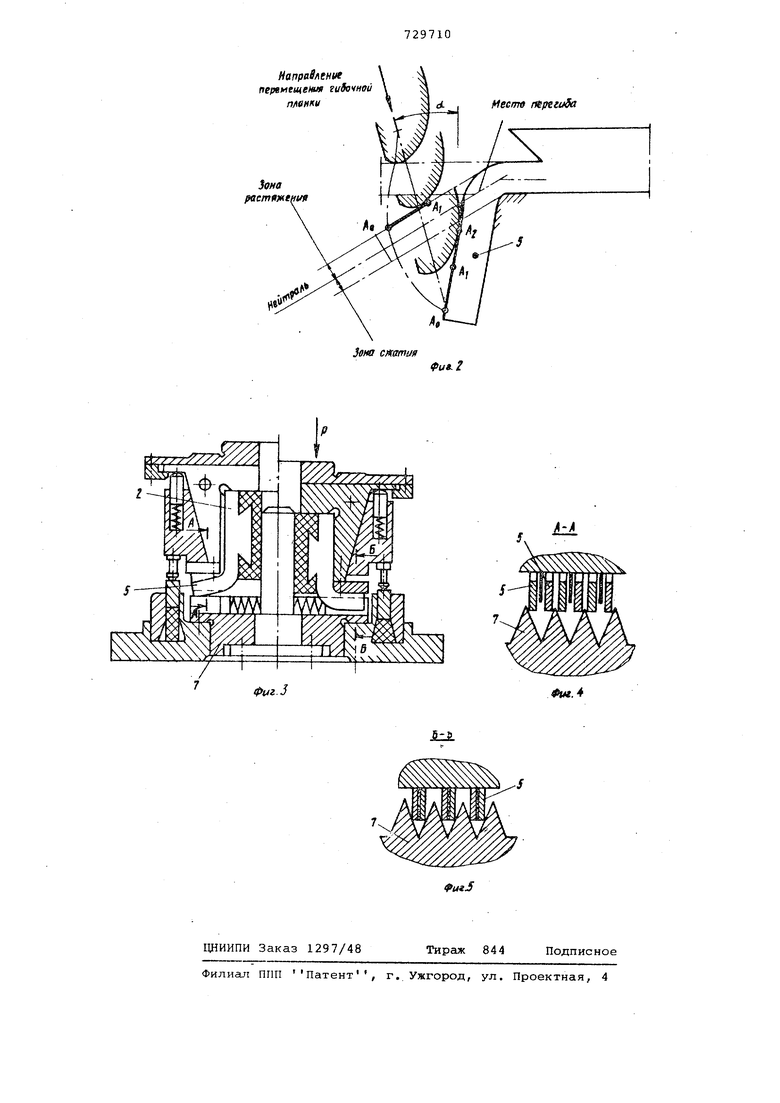
На фиг. 1 дана схема, по которой Изготавливают пластины коллектора;на фиг„ 2 дана схема предварительной отгибки петушка; на фиг. 3 изображено устройство для опрессовки коллектора; на фиг. 4 - дано сечение А-А на фиг. 3; на фиг. 5 - сечение Б-Б на фиг. 3.I
После шаговой подачи в штамп полосы 1 (см. фиг. 1), на конце которой находится неотрубленная, но изготовленная предыдущим ходом пресса коллекторная пластина 2, происходит отрубка пластины отрезным ножом 3, вырубка на провал отходов ..ласточкиного хвоста пуанбоном 4 и предварительная отгибка петушка 5 планкой б.
Перемещение плггнки 6 (см. фиг. 2) под углом CJt-- 10-15 к направлению подачи полосы 1 в сочетании с ее параболическим профилем обеспечивает контактное волновое воздействие на за гибаемый материал с усилием, направленным от конца петушка к месту перегиба, по траектории Ад, А, А2г оказывая тем самым сжимающее воздействи на загибаемый материал и смещая нейтраль в сторону растянутой зоны. Предварительную гибку -заканчивают при деформациях материала, не превышающих 08-09 предела разрушения. После этого коллекторные пластины чеканят в штампе, галтуют во вращающемся барабане и собирают в комплект коллектора любым известным способом. Собранный коллектор нагревают до 150- 180°С и производят его опрессовку в комбинированном штампе (см. фиг. 3) с окончательной догибкой петушков 5 и распЕ еделением их по окружности на зубчатой коронке 7 пресса.
Основными преимуществами предлагаемого способа изготовления коллекторов электрических мгаиин являются экономия коллекторной меди, вследствие уменьшения ее отходов при вырубке пластин с 75% до 10%/и повышение производительности за счет совмещения предварительной отгибки петушка с вырубкой пластины и окончательной отгибки петушка с опрессовкой собранного коллектора.
Формула изобретения
Способ изготовления коллекторов электрических машин с отогнутыми петушками путем -вырубки коллекторных пластин, гибки петушка, чеканки, галтовки и последующей сборки пластин в
коллектор и опрессовки, отличающийся тем, что, с п,елью экономии материала и повышения производительности, одновременно с вырубкой пластин производят предварительную
отгибку петушка в плоскости пластины с усилием, направленным от конца петушка к месту перегиба, а окончательную отгибку петушка ведут при опрессовке собранного коллектора.
Источники информации,
принятые во внимание при экспертизе 1. Патент США № 2.519.626, кл. 171-321 опублик. 1941, 2. Патент Англии № 816,033,
кл. 35 A2D, 83 (2), опублик. 1959.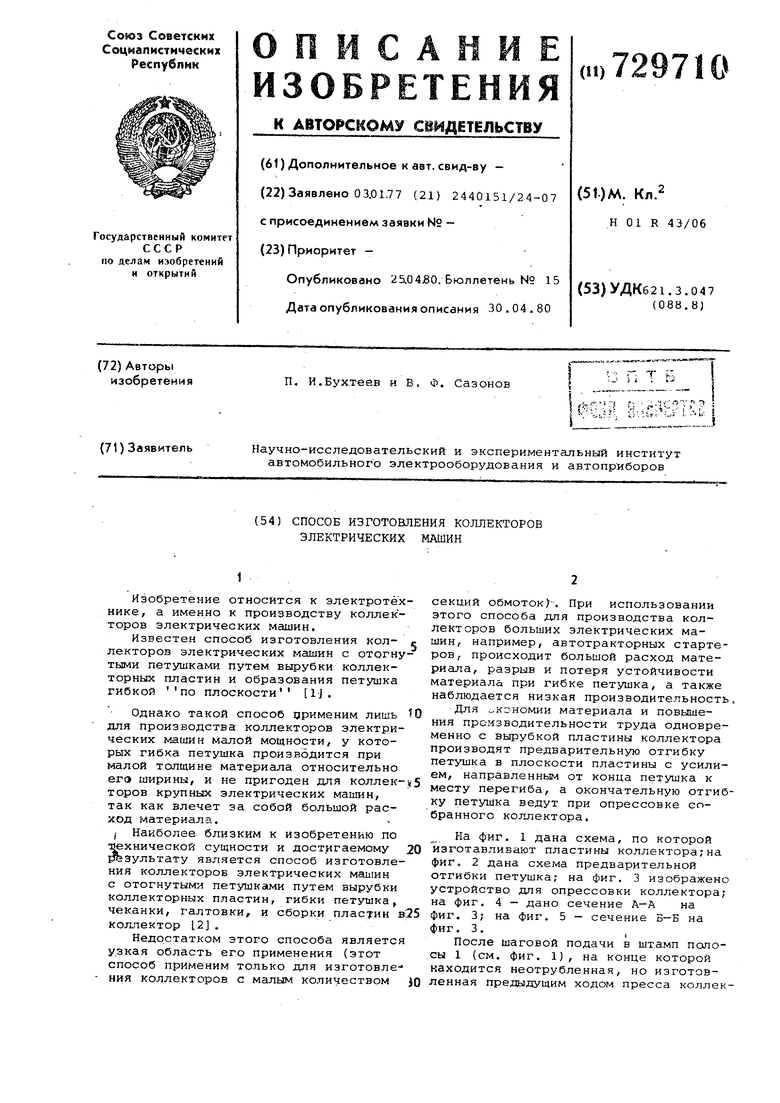
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления коллекторов электрических машин | 1979 |
|
SU875515A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЛЕКТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1991 |
|
RU2007800C1 |
| Способ изготовления коллектора электрической машины | 1991 |
|
SU1815712A1 |
| Способ изготовления коллектора электродвигателя из трубной заготовки | 1982 |
|
SU1083272A1 |
| Способ изготовления коллектора | 1988 |
|
SU1640762A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЛЕКТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2001 |
|
RU2209498C2 |
| КОЛЛЕКТОР ЭЛЕКТРИЧЕСКИХ МАШИН И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2233518C2 |
| Способ изготовления коллектора электрической машины | 1980 |
|
SU1030899A1 |
| Коллектор электрической машины и способ его изготовления | 1987 |
|
SU1534570A1 |
| Способ изготовления коллектора электрической машины | 1980 |
|
SU896703A1 |
и
Места t peeuSa
Jena сявтм
Фил-2
Фиг.4
