начально осуществляя обработку галтелей, подвергающихся меньшей степени деформации, роликами, радиус .которых превышает радиус роликов для обработки галтелей с болъмеЯ степенью деформации на 10-40%.
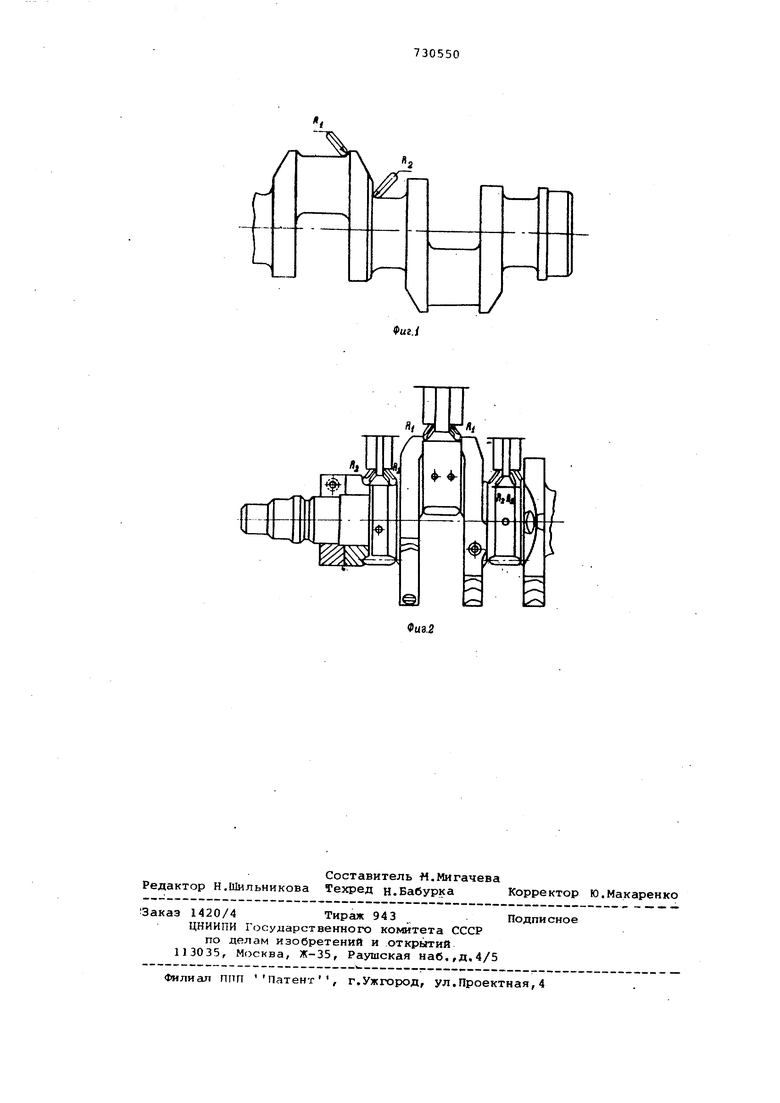
На фиг,1 показан принцип предлагаемого способа; на фиг.2 - схема реализации этого способа.
Предпагаемлй способ заключается в применении разных степеней наклепа для двух галтелей, прилегающих к одн и той же щеке, меньшая степень деформации применяется для галтели, упрочняемой первой и большая степень - дл галтели, упрочняемой второй, при постоянной величине усилия упрочнения. Для этого одну галтель, прилегающую к каждой щеке, следует упрочнить инструментом с больимм профильным радиусом RI (меньшая степень деформации), а затем упрочнить галтель, расположенную по другую сторону этой же щек инструментом с меньшим профильным радиусом R {большая степень деформации) ..
Полное устранение поводок коленчатого вала Ст 45 достигается, если профильные радиусы инструментов отличаются на 10%. Эта разница может быть и большей в зависимости от жесткости вала и абсолютных размеров радиусовупрочняекых галтелей и инструмента. Установлено, что Rj 1,1 - 1,4 Rj, где Rji - профильный радиус инструмента первой очереди обработки, а R - профильный радиус инструмента второй очереди обработки.
Упрочнение производится путем обкаТки или чеканки коленвсша роликами или шариками.
Существенным является выбор размеров исходных (перед упрочнением) радиусов галтелей.. Наименьшая поводка коленвалов получается при значениях радиусов галтелей значительно меньших, чем радиусы упрочняющего инструмента.
Обработка галтелей вала одна за другой технологична, поэтому осуществляют попарно упрочнение галтелей, относящихся к одной шейке (см. фиг.2).
Способ осуществляется следующим образом.
Сначала упрочняются галтели шатунных шеек (всех одновременно или последовательно попарно) инструментом с большим профильным радиусом, а затем упрочняются галтели коренных шее (также всех одновременно или попарно) инструментом с меньшим профильны радиусом. Тот же эффект получается при проведении упрочнения сначала галтелей коренных шеек по более слабому режиг ( болыиий профильный радиус инструмента),а затем галтелей шатунных шеек по более сильному режиму
Упрочнения коленвгшов устранение коробления последних осуществляется в процессе выполнения основного технологического процесса и исключает дополнительную операцию правки или чистовой механической обработки.
На автомобильных и тракторных заводах страны упрочняющему наклепу подвергаются десятки тысяч коленчатых валов в год. Применение данного способа позволит сэкономить сотни тыс;руб, в год.
Формула изобретения
Способ упрочняющей обработки коленчс1Тых валов путем пластического деформирования галтепей, расположенных с противоположных сторон каждой щеки вала, с различной степенью деформации, отличаютийся тем, что, с целью расширения технологических возможностей, обработку галтелей осуществляют поэтапно роликовым инструментом, первоначально осуществляя обработку галтелей, подвергсоощихся меньшей степени деформаци роликами, радиус которых превышает радиус роликов для обработки галтелей с большей степенью деформации на 10-40%.
Источники информации, принятые во внимание при экспертизе
1, ттовышение несусяей способности коленчатых валов оппозитных компрессоров, сб.ЦНИИТМАШ Вопросы прочности крупных дпталей машин М. ,. Машиностроение , 112,с. 72
2„ Авторское свидетаг/ьство СССР с 427076 кл.С 21 D от 28.06.71 (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ РАБОТОСПОСОБНОСТИ КОЛЕНЧАТОГО ВАЛА С ПРИМЕНЕНИЕМ ЗАКАЛКИ ТВЧ | 2005 |
|
RU2296169C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ШЕЕК КОЛЕНЧАТОГО ВАЛА | 1992 |
|
RU2050243C1 |
| СПОСОБ ПОВЫШЕНИЯ УСТАЛОСТНОЙ ПРОЧНОСТИ СТАЛЬНЫХ КОЛЕНЧАТЫХ ВАЛОВ | 2004 |
|
RU2277596C1 |
| Способ упрочнения галтелей коленчатых валов поверхностным пластическим деформированием | 1990 |
|
SU1761450A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ КРУПНОГАБАРИТНОГО АЗОТИРОВАННОГО КОЛЕНЧАТОГО ВАЛА, ПОЛУЧИВШЕГО ПРИ ЭКСПЛУАТАЦИИ ЗАДИР ШЕЕК, ИМЕЮЩИХ ПОЛОСТЬ, С ПРИМЕНЕНИЕМ ТВЧ | 2010 |
|
RU2455141C2 |
| Способ правки и упрочнения коленчатых валов | 1988 |
|
SU1606221A1 |
| Устройство для упрочнения изделий | 1981 |
|
SU998104A1 |
| Способ и устройство для нагартовки коленчатого вала | 2018 |
|
RU2743084C1 |
| Способ обработки коленчатых валов | 1976 |
|
SU585224A1 |
| Способ и устройство последующей обработки коленчатого вала | 2018 |
|
RU2738270C1 |
Фиг.{
