Изобретение относится к сварке, а именно к устройствам для установки изделий в положение, удобное для сварки.
Известен цепной кантователь, встроенный в поточную линию и содержащий две оси, установленные на основании выше уровня поточной линии симметрично ее продольной оси, на каждой из которых смонтирован рычаг с закрепленной на нем звездочкой, охватываемой замкнутой цепью, привод перемещения которой смонтирован на основании 1.
Недостатком известного кантователя является невозможность применения его в поточных линиях с боковой подачей и выдачей изделия нижним транспортным средством, так как высота опор с осями рычагов превышает уровень, на котором производится транспортировка и подача изделия.
Наиболее близким к изобретению по технической сущности и достигаемому результату является цепной кантователь, встроенный в поточную линию и содержащий установленные на основании ниже уровня поточной линии симметрично ее продольной оси две оси, на каждой из которых смонтирован рычаг с закрепленной на одном из его плеч
звездочкой, охватываемой замкнутой цепью, а также привод перемещения цепи 2.
Однако в известном кантователе привод перемещения цепи установлен на основании и взаимодействует с холостой ветвью замкнутой цепи, что усложняет конструкцию кантователя, так как требует наличиядополнительных натяжных звездочек, и кроме того, расположение поворота каждого рычага и его звездочки по одну сторону от продольной оси поточной линии приводит к увели10чению площади, занимаемой кантователем.
Целью изобретения является упрощение конструкции и уменьшение площади, занимаемой кантователем.
Для этого плечо рычага, оснащенное 15 звездочкой, выполнено Г-образным, ось поворота каждого рычага и его звездочка расположены по разные стороны от продольной О.СИ поточной линии, при этом привод перемещения цепи выполнен в виде смонтированного на каждом рычаге самотормозящего
20 привода вращения звездочки.
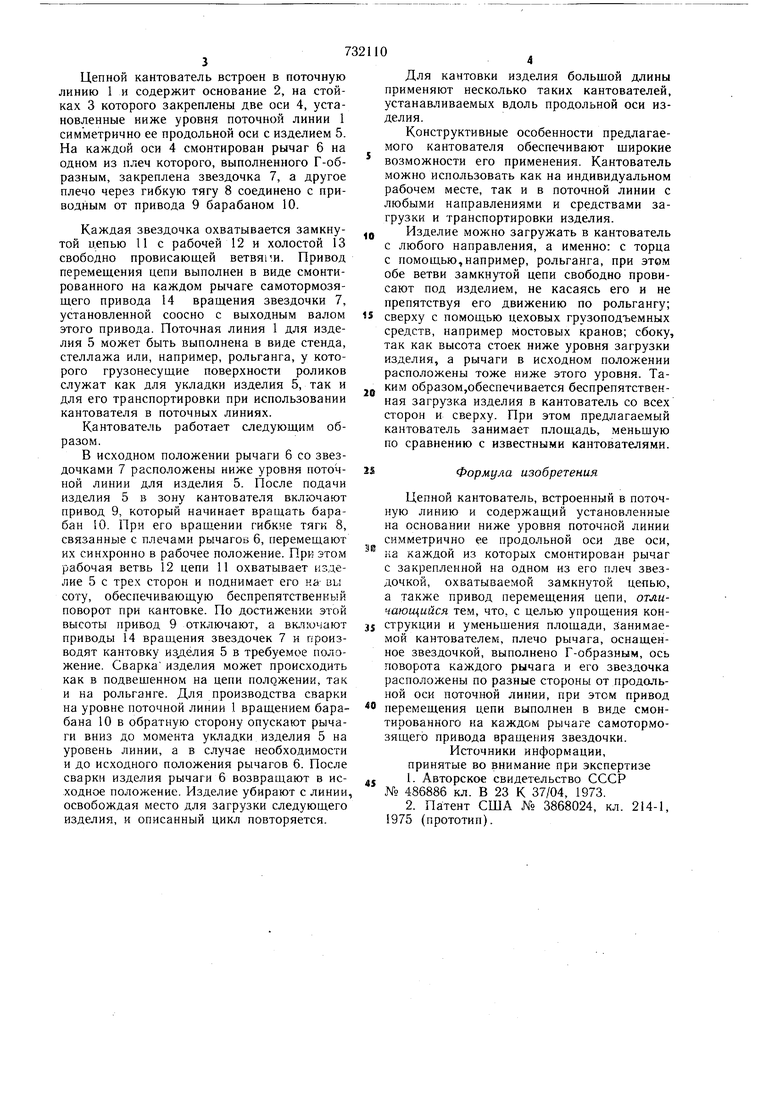
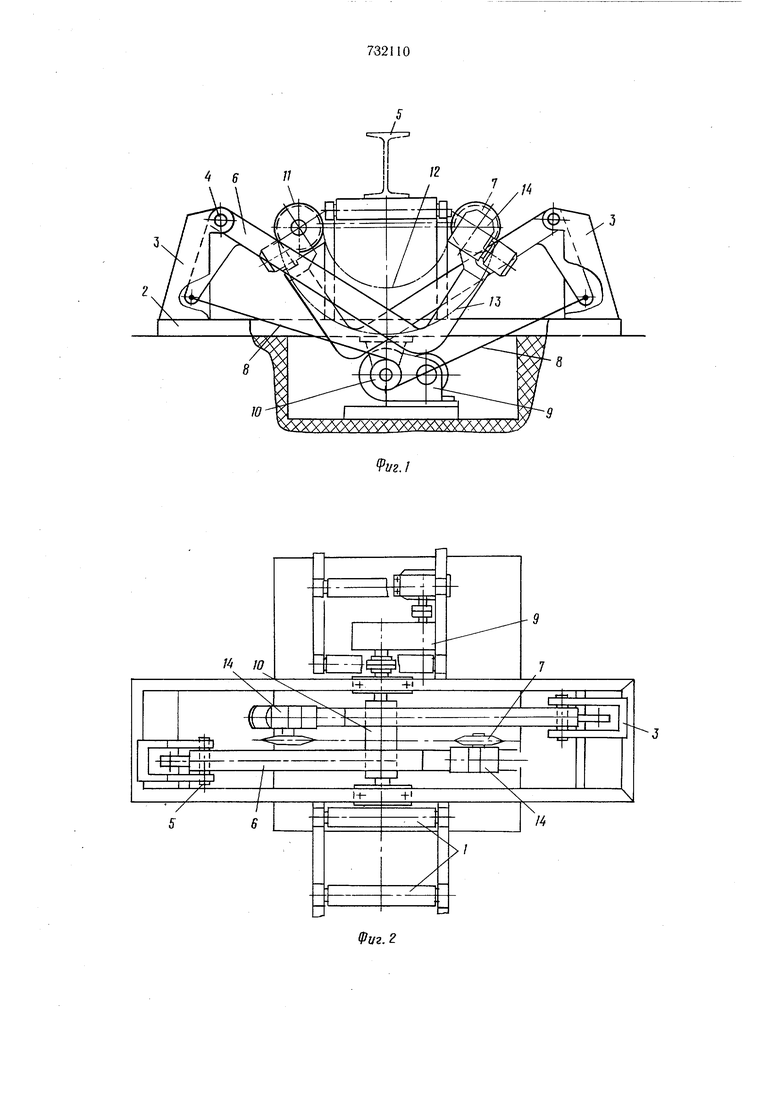
На фиг. 1 изображен предложенный цепной кантователь; на фиг. 2 - то же, вид сверху; на фиг. 3 - кантователь в рабочем положении.
Цепной кантователь встроен в поточную линию 1 и содержит основание 2, на стойках 3 которого закреплены две оси 4, установленные ниже уровня поточной линии 1 симметрично ее продольной оси с изделием 5. На каждой оси 4 смонтирован рычаг 6 на одном из плеч которого, выполненного Г-образным, закреплена звездочка 7, а другое плечо через гибкую тягу 8 соединено с приводным от привода 9 барабаном 10.
Каждая звездочка охватывается замкнутой цепью 11 с рабочей 12 и холостой 13 свободно провисающей ветвяр.и. Привод перемещения цепи выполнен в виде смонтированного на каждом рычаге самотормозящего привода 14 вращения звездочки 7, установленной соосно с выходным валом этого привода. Поточная линия 1 для изделия 5 может быть выполнена в виде стенда, стеллажа или, например, рольганга, у которого грузонесущие поверхности роликов служат как для укладки изделия 5, так и для его транспортировки при использовании кантователя в поточных линиях.
Кантователь работает следующим образом.
В исходном положении рычаги 6 со звездочками 7 расположены ниже уровня поточной линии для изделия 5. После подачи изделия 5 в зону кантователя включают привод 9, который начинает вращать барабан 10. При его вращении гибкие тяги 8, связанные с плечами рычагов б, перемещают их синхронно в рабочее положение. При этом рабочая ветвь 12 цепи 11 охватывает изделие 5 с трех сторон и поднимает его ка- вы соту, обеспечивающую беспрепятственный поворот при кантовке. По достижении этой высоты привод 9 отключают, а включают приводы 14 вращения звездочек 7 и производят кантовку изделия 5 в требуемое положение. Сварка изделия может происходить как в подвешенном на цепи положении, так и на рольганге. Для производства сварки на уровне поточной линии 1 вращением барабана 10 в обратную сторону опускают рычаги вниз до момента укладки изделия 5 на уровень линии, а в случае необходимости и до исходного положения рычагов 6. После сварки изделия рычаги 6 возвращают в исходное положение. Изделие убирают с линии освобождая место для загрузки следующего изделия, и описанный цикл повторяется.
Для кантовки изделия большой длины применяют несколько таких кантователей, устанавливаемых вдоль продольной оси изделия.
Конструктивные особенности предлагаемого кантователя обеспечивают широкие возможности его применения. Кантователь можно использовать как на индивидуальном рабочем месте, так и в поточной линии с любыми направлениями и средствами загрузки и транспортировки изделия.
Изделие можно загружать в кантователь с любого направления, а именно: с торца с помощью,например, рольганга, при этом обе ветви замкнутой цепи свободно провисают под изделием, не касаясь его и не препятствуя его движению по рольгангу; сверху с помощью цеховых грузоподъемных средств, например мостовых кранов; сбоку, так как высота стоек ниже уровня загрузки изделия, а рычаги в исходном положении расположены тоже ниже этого уровня. Таким образом,обеспечивается беспрепятственная загрузка изделия в кантователь со всех сторон и сверху. При этом предлагаемый кантователь занимает площадь, меньшую по сравнению с известными кантователями.
Формула изобретения
Цепной кантователь, встроенный в поточную линию и содержащий установленные на основании ниже уровня поточной линии симметрично ее продольной оси две оси, ка каждой из которых смонтирован рычаг с закрепленной на одном из его плеч звездочкой, охватываемой замкнутой цепью, а также привод перемещения цепи, отличающийся те.м, что, с целью упрощения конструкции и уменьшения площади. Занимаемой кантователем, плечо рычага, оснащенное звездочкой, выполнено Г-образным, ось поворота каждого рычага и его звездочка расположены по разные стороны от продольной оси поточной линии, при этом привод перемещения цепи выполнен в виде смонтированного на каждом рычаге самотормозящего привода вращения звездочки.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 486886 кл. В 23 К 37/04, 1973.
2.Патент США № 3868024, кл. 214-1, 1975 (прототип). 4 ff П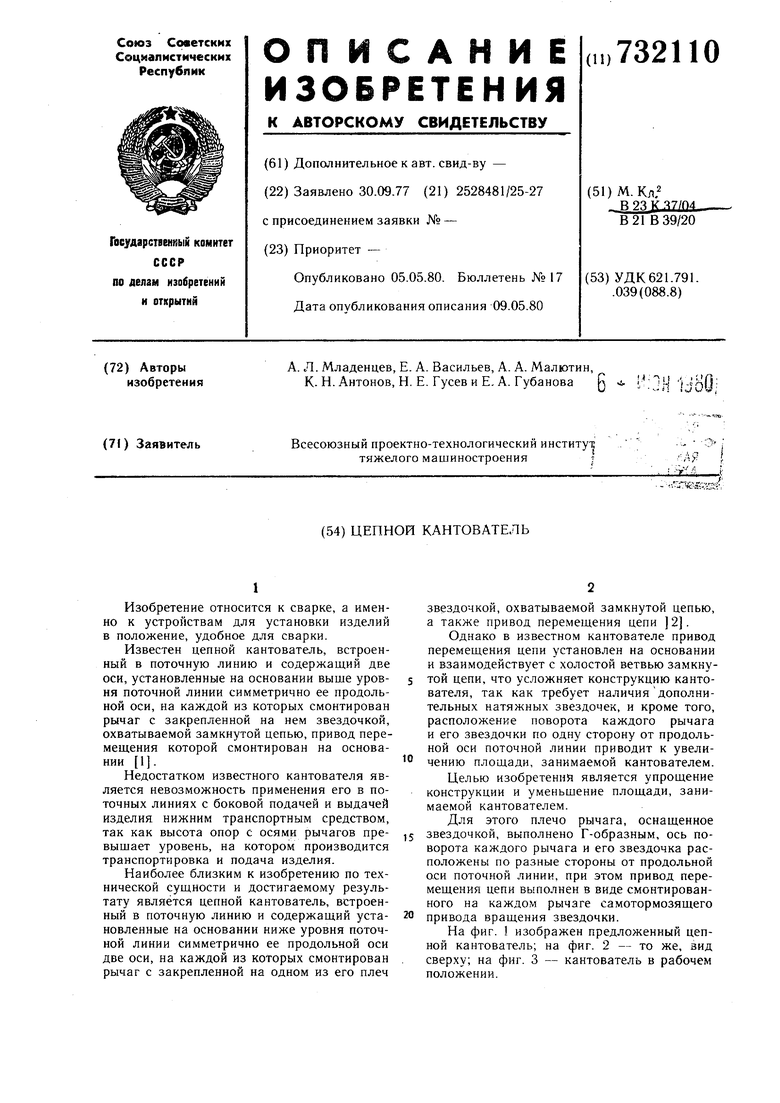
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для изготовления сварных конструкций | 1976 |
|
SU654374A2 |
| Кантователь | 1986 |
|
SU1360944A1 |
| АВТОМАТИЗИРОВАННАЯ ПОТОЧНАЯ ЛИНИЯ | 1971 |
|
SU298453A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| Поточная линия для изготовления сварных изделий | 1976 |
|
SU654373A1 |
| Кантователь | 1985 |
|
SU1430217A1 |
| ЦЕПНОЙ КАНТОВАТЕЛЬ | 1972 |
|
SU349548A1 |
| Кантователь | 1981 |
|
SU986691A1 |
| Поточная линия сварки металлоконструкций | 1976 |
|
SU707736A1 |
| Поточная линия для изготовления пространственных сварных конструкций | 1978 |
|
SU770714A1 |
М 10
x
s
-G
I I I
7
/
+1
/1
II
LLL
1-1- +
V
14
lit
