(54) КАНТОВАТЕЛЬ ДЛЯ СВАРКИ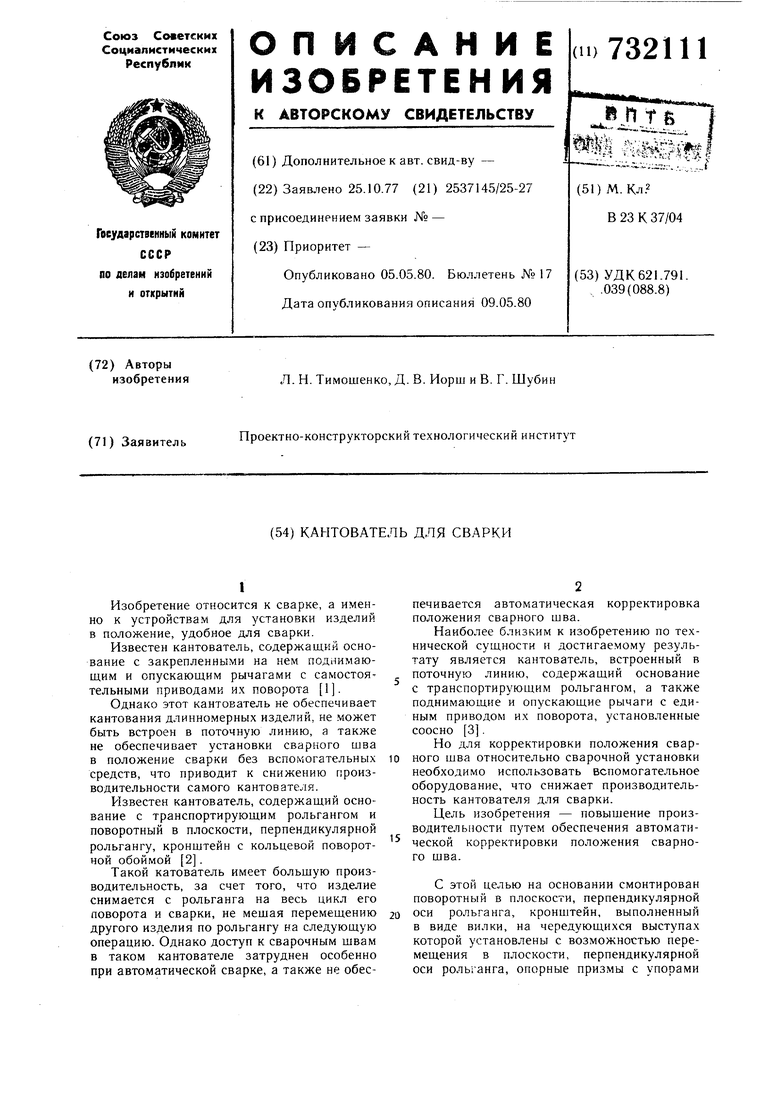
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для сборки под сварку и сварки продольных швов балок коробчатого сечения | 1983 |
|
SU1165547A1 |
| Автоматическая линия для изготовления длинномерных балок | 1988 |
|
SU1611671A1 |
| Поточная линия для изготовления сварных конструкций | 1976 |
|
SU654374A2 |
| Поточная линия для сборки и сварки листов в полотнища | 1976 |
|
SU647090A1 |
| Поточная линия для изготовления сварных изделий | 1976 |
|
SU654373A1 |
| Поточная линия для изготовления сварных конструкций | 1978 |
|
SU770715A1 |
| Поточная линия для изготовления сварных изделий | 1981 |
|
SU998067A1 |
| Стенд для автоматической сварки продольных швов металлоконструкций | 1983 |
|
SU1171263A1 |
| Устройство для сборки и автоматической дуговой сварки под флюсом стыковых швов изделий | 1982 |
|
SU1147543A1 |
| СТЕНД ДЛЯ СБОРКИ И ДВУСТОРОННЕЙ СВАРКН ЛИСТОВОГО МАТЕРИАЛА В ПОЛОТНИЩА | 1973 |
|
SU366951A1 |
1
Изобретение относится к сварке, а именно к устройствам для установки изделий в положение, удобное для сварки.
Известен кантователь, содержащий основание с закрепленными на нем поднимающим и опускающим рычагами с самостоятельными привода.ми их поворота 1.
Однако этот кантователь не обеспечивает кантования длинномерных изделий, не может быть встроен в поточную линию, а также не обеспечивает установки сварного шва в положение сварки без вспомогательных средств, что приводит к снижению производительности самого кантователя.
Известен кантователь, содержащий основание с транспортирующим рольгангом и поворотный в плоскости, перпендикулярной рольгангу, кронштейн с кольцевой поворотной обоймой 2.
Такой катователь имеет большую производительность, за счет того, что изделие снимается с рольганга на весь цикл его поворота и сварки, не мешая перемещению другого изделия по рольгангу на следующую операцию. Однако доступ к сварочным швам в таком кантователе затруднен особенно при автоматической сварке, а также не обеспечивается автоматическая корректировка положения сварного шва.
Наиболее близким к изобретению по технической сущности и достигаемому результату является кантователь, встроенный в поточную линию, содержащий основание с транспортирующим рольгангом, а также поднимающие и опускающие рычаги с единым приводом их поворота, установленные соосно 3.
Но для корректировки положения сварного шва относительно сварочной установки необходимо использовать вспомогательное оборудование, что снижает производительность кантователя для сварки.
Цель изобретения - повышение производительности путем обеспечения автоматической корректировки положения сварного щва.
С этой целью на основании смонтирован поворотный в плоскости, перпендикулярной 20 оси рольганга, кронштейн, выполненный в виде вилки, на чередующихся выступах которой установлены с возможностью перемещения в плоскости, перпендикулярной оси рольганга, опорные призмы с упорами
для изделия, поднимающие и опускающие рычаги с приводом их поворота закреплены на свободных выступах вилки, а их опорные элементы выполнены в виде роликов.
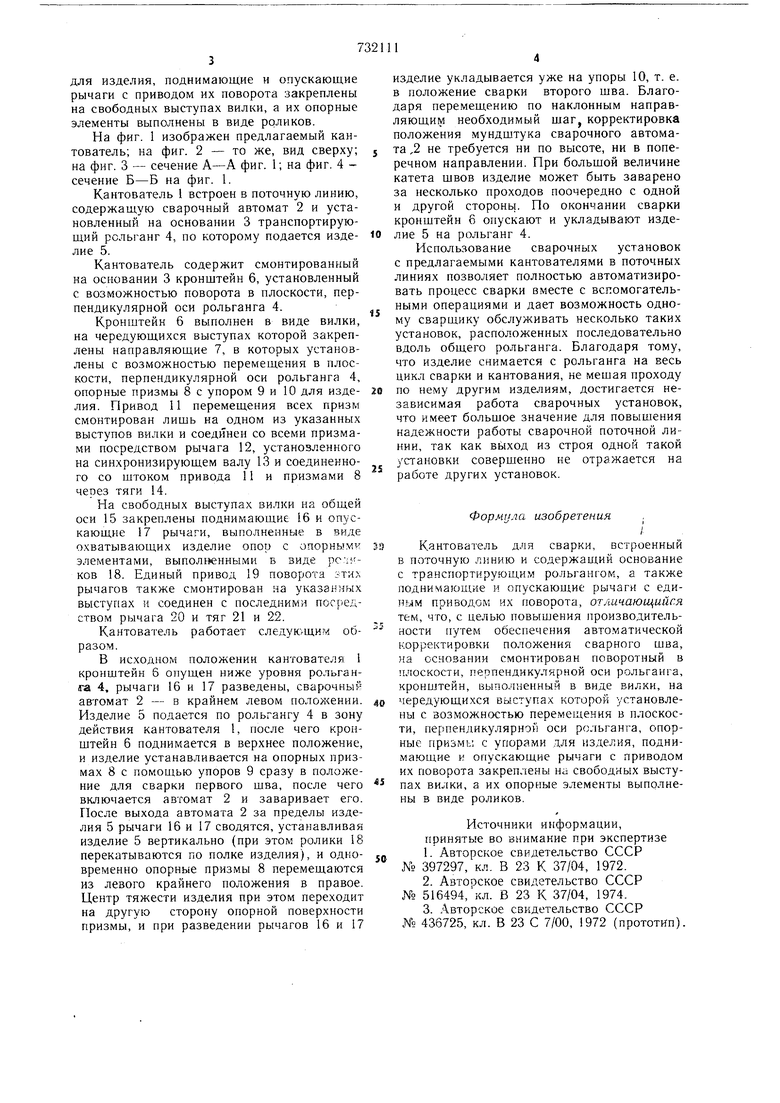
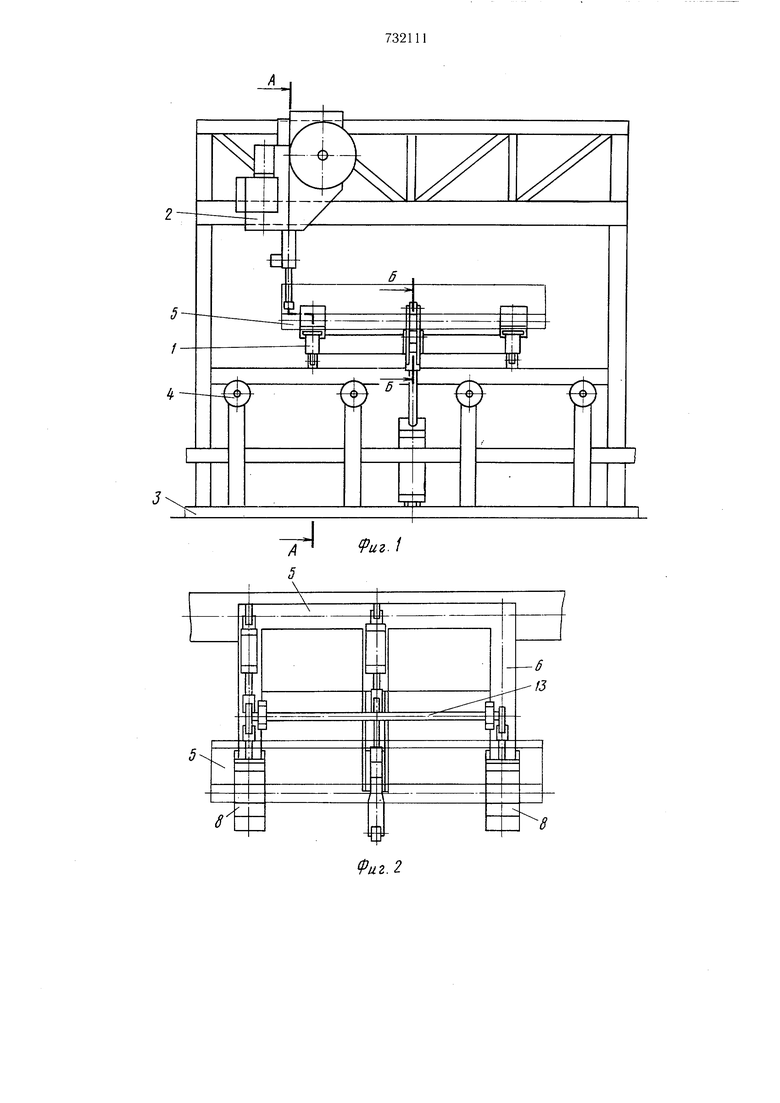
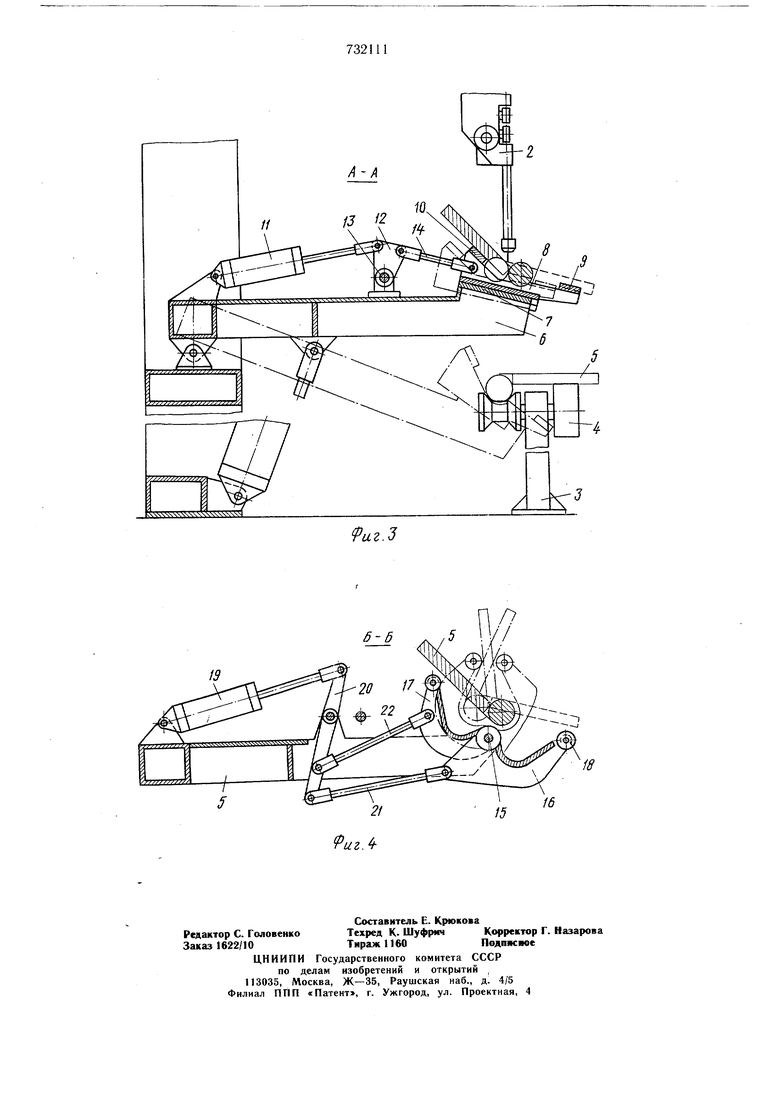
На фиг. 1 изображен предлагаемый кантователь; на фиг. 2 - то же, вид сверху; на фиг. 3 - сечение А-А фиг. 1; на фиг. 4 сечение Б-Б на фиг. 1.
Кантователь 1 встроен в поточную линию, содержащую сварочный автомат 2 и установленный на основании 3 транспортирующий рольганг 4, по которому подается изделие 5.
Кантователь содержит смонтированный на основании 3 кронщтейн 6, установленный с возможностью поворота в плоскости, перпендикулярной оси рольганга 4.
Кронщтейн 6 выполнен в виде вилки, на чередующихся выступах которой закреплены направляющие 7, в которых установлены с возможностью перемещения в плоскости, перпендикулярной оси рольганга 4, опорные призмы 8 с упором 9 и 10 для издеЛИЯ. Привод 11 перемещения всех призм смонтирован лишь на одном из указанных выступов вилки и соединен со всеми призмами посредством рычага 12, установленного на синхронизирующем валу 13 и соединенного со штоком привода 11 и призмами 8 через тяги 14.
На свободных выступах вилки на общей оси 5 закреплены поднимающие 16 и опускающие 17 рычаги, выполненные в виде охватывающих изделие опор с опорными элементами, выпол1 енными Б виде рс::, ков 18. Единый привод 19 поворота эти, рычагов также смонтирован на указанных выступах и соединен с последними посс едством рычага 20 и тяг 21 и 22.
Кантователь работает следующим образом.
В исходном положении кантователя 1 кронштейн 6 опущен ниже уровня рольганга 4, рычаги 16 и 17 разведены, сварочвый автомат 2 - в крайнем левом положении. Изделие о подается по рольгангу 4 в зону действия кантователя 1, после чего кронщтейн 6 поднимается в верхнее положение, и изделие устанавливается на опорных призмах 8 с помощью упоров 9 сразу в положение для сварки первого шва, после чего включается автомат 2 и заваривает его. После выхода автомата 2 за пределы изделия 5 рычаги 16 и 17 сводятся, устанавливая изделие 5 вертикально (при этом ролики 18 перекатываются по полке изделия), и одновременно опорные призмы 8 перемещаются из левого крайнего положения в правое. Центр тяжести изделия при этом переходит на другую сторону опорной поверхности призмы, и при разведении рычагов 16 и 17
изделие укладывается уже на упоры 10, т. е. в положение сварки второго шва. Благодаря перемещению по наклонным направляющим необходимый щаг, корректировка положения мундщтука сварочного автомата ,2 не требуется ни по высоте, ни в поперечном направлении. При больщой величине катета щвов изделие может быть заварено за несколько проходов поочередно с одной и другой CTOpoHbi. По окончании сварки кронштейн 6 опускают и укладывают изделие 5 на рольганг 4.
Использование сварочных установок с предлагаемыми кантователями в поточных линиях позволяет полностью автоматизировать процесс сварки вместе с вспомогательными операциями и дает возможность одному сварщику обслуживать несколько таких установок, расположенных последовательно вдоль общего рольганга. Благодаря тому, что изделие снимается с рольганга на весь цикл сварки и кантования, не мешая проходу по нему другим изделиям, достигается независимая работа сварочных установок, что имеет больщое значение для повышения надежности работы сварочной поточной линии, так как из строя одной такой установки совершенно не отражается на работе других установок.
Фopмl лa изобретения
t
Кантователь для сварки, встроенный в поточную линию и содержащий основание с транспортирующим рольгангом, а также поднимающие и опускающие рычаги с единым приводом их поворота, отличающийся тем, что, с целью повышения производительности гутем обеспечения автоматической корректировки положения сварного шва, на основании смонтирован поворотный в плоскости, перпендикулярной оси рольганга, кронщтейн, выг1О.лненный в виде вилки, на чередующихся выступах которой установлены с возможностью перемещения в плоскости, перпендикулярной оси рольганга, опорные призмы с упорами для изделия, поднимающие и опускающие рычаги с приводом их поворота закреплены на свободных выступах вилки, а их опорные элементы выполнены в виде роликов.
Источники информации, принятые во внимание при экспертизе
№ 436725, кл. В 23 С 7/00, 1972 (прототип).
-6
3
8
8
(Риг.2
19
6-6
--7
