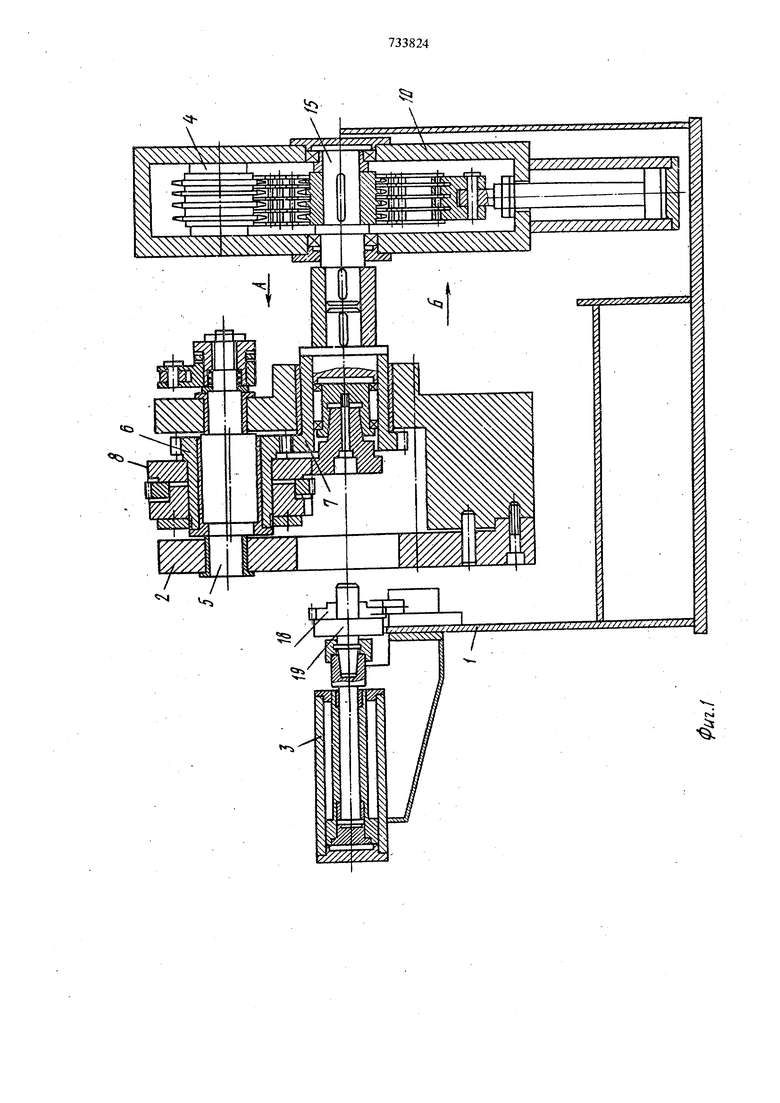
Изобретение относится к области обработки металлов давлением и может быть использова но при изготовлении изделий типа тел вращения. Известен стан для клиновой прокатки ци.линдрических ступенчатых заготовок за один оборот валков, содержащий рабочую клеть с валками и привод вращения валков, выполненный в виде электродвигателя постоянного тока, раздаточного червячно-цилиндрического редуктора и универсальных шпинделей 1. Недостатком известного стана является наличие длинной кинематической цепи и сложного привода вращения валков, что повышает стоимость стана, усложняет его обслуживание и снижает надежность его в работе. Наиболее близким по технической суишости к изобретению и достигаемому результату явл ется стан для изготовления изделий типа теп вращения, содержаищй размещенные в станине деформирующие валки, связанные с приводом их вращения через передаточное звено. Прокатка изделий на зтом станс осуществляется за один оборот валков 12. Недостатком этого стана также является длшшая кинематическая цепь привода валков, что усложняет конструкцию станя, затрудняет его эксплуатацию, снижает надежность, а следовательно, и производительность стана. Целью изобретения является упрощение конструкции и улу ццение условий эксплуатации. Цель достигается за счет того, что привод вращения валков выполнен в виде двух mapнирно закрепленн1)1Х на станине гидрощиитдров. а передаточное звено выполнено в виде цепной передачи, звездочки которой закреплены на станине, а цепь своими концами связанасо штоками гидроцилиндров. При этом щтоки гидроцилиндров выполнены регулируемыми по длине. На фиг. 1 показан предлагаемый стан, 1фодольный разрез; на фиг. 2 - вид А на фиг.1; на фиг. 3 - вид Б на фиг. 1. Стан содержит станину коробчатой формы 1, на которой установлена рабочая клеть 2, гидроцилиндр 3 подачи заготовки, а также привод валков с передаточными звеном 4. В рабочей клети на эксцентриковых валках 5 установлены зубчатые втулки 6, находящиеся в зацеплении с центральным колесом 7. На зубчатых втулках 6 установлены комплекты валков 8. Раствор валков изменяется с помощью гидроцилиндров 9.
Привод вращения валков выполнен в виде двух гидроцилйндров 10 и 11, шарнирно закрепленных на станине. В расточках станины закреплены две холостые звездочки 12 и 13 и центральная приводная звездочка 14, установленная на оси 15. На штоках гидроцилиндров установлены регулировочные гайки 16. К концам штоков шарнирно прикреплены цепь 17, охватывающая все звездочки. Заготовку 18 устанавливают на привод 19 гидроцилкндра 3 подачи заготовки.
Стан работает следующим образом. Заготовку 18 устанавливают на оправку привода 19 и гидроцилиндром 3 подают в стан Гидроцилиндрами 9 поворота валов 5 осуществляется сведение валков 8, при этом подается давление в гидроцилиндр И. Через цепь 17 приводится во вращение центральная звездочка 14, центральное колесо 7 и зубчатые втулки 6 с комплектами валков 8. За один оборот валков происходит полное обжатие заготовки. Затем при помощи гидроцилиндров 9 валки разводятся и заготовка 18 вьп-ружается из стана. Регулировочными гайками 16 устанавливается ход гидроцилиндров 10 и 11 и
тем самым угловой поворот валков и их начальное положение.
Формула изобретения
1.Стан для изготовления изделий типа теп вращения, содержащий размещенные в станине деформирующие валки, связанные с приводом их вращения через передаточное звено, отличающийся тем, что, с целью упрощения конструкции и улучшения условий эксплуатации, привод вращения валков выполнен в виде двух щарнирно закрепленных на станине гидроцилиндров, а передаточное звено
выполнено в виде цепной передачи, звездочки которой закреплены на станине, а цепь своими концами связана со штоками гидроцилиндров.
2.Стан по п. 1, отличающийся тем, что штоки гидроцилиндров выполнены
регулируемыми по длине.
Источники информации, принятые во внимание при экспертизе
1. Прокатные станы и прокатка заготовки деталей для машиностроения, Труды
ВНИИМЕТМАШ. сб. N 40, М.,,1975, с. 123, фиг. 1.
2.Станы для прокатки точных заготовок машиностроительных деталей. Каталог-справочник 18-3-71, НЙИформтяжмаш, М., 1972,
с. 101, фиг. 71 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поперечной прокатки зубчатых профилей | 1979 |
|
SU882691A1 |
| Стан для прокатки зубчатых профилей | 1977 |
|
SU910296A1 |
| УСТРОЙСТВО ДЛЯ ПРОКАТКИ ИЗДЕЛИЙ С ПЕРЕМЕННЫМ ПРОФИЛЕМ | 1999 |
|
RU2174056C2 |
| Рабочая клеть прокатного стана | 1980 |
|
SU965575A1 |
| Устройство для обработки пера лопаток | 1979 |
|
SU863111A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1997 |
|
RU2118921C1 |
| РЕВЕРСИВНЫЙ ПРОКАТНЫЙ СТАН | 1996 |
|
RU2112614C1 |
| Стан для прокатки зубчатых колес | 1977 |
|
SU921659A1 |
| Автоматическая линия для изготовле-Ния издЕлия пЕРЕМЕННОгО СЕчЕНия | 1979 |
|
SU814533A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ | 2001 |
|
RU2203753C2 |