I
Изобретение относится к области поро- шковой металлургии, в частности, к станам для прокатки лент из меташлических порошков.
Известен стан для прокатки порошков, включающий раму, верхний и нижний прессующие валки и бункер для порошков. При этом стан снабжен опорными валками, установленными йараллельно прессующим
валкам 1.
- 10
к .недостаткам этого стана относится отсутствие возможности получения одно- . родной по ширине ленты.
Решением, наиболее близким предложенному по технической сущности и достигав-мому эффекту, является стан для прокатки порошков, включающий раму, верхний и нижний прессующие валки и бункер для порошков; при этом бункер снабжен 20 механизмом дозирования порошка, выполненным в виде направляющих пластин, установленных с возможностью перемещения вдоль образующих валка, -а одна из стенок бункера выполнена подвижной и является шибером 2.
К недостаткам данного стана относятся низкое качество прокатанных лент и ограниченность их ассортимента ( в част- ности, ширины и толщины лент).
Целью изобретения является повышение качества прокатанных лент и расширение их ассортимента.
Для достижения этой цели стан снабжен валом-фрезой, установленным между бункером и валками, при этом вал-фреза закреплен на бункере, а бункер снабжен опорами, одна из которых выполнена сферической и установлена на раме, а остальные закреплены на нижнем валке с возможностью перемещения перпендикулярно его оси.
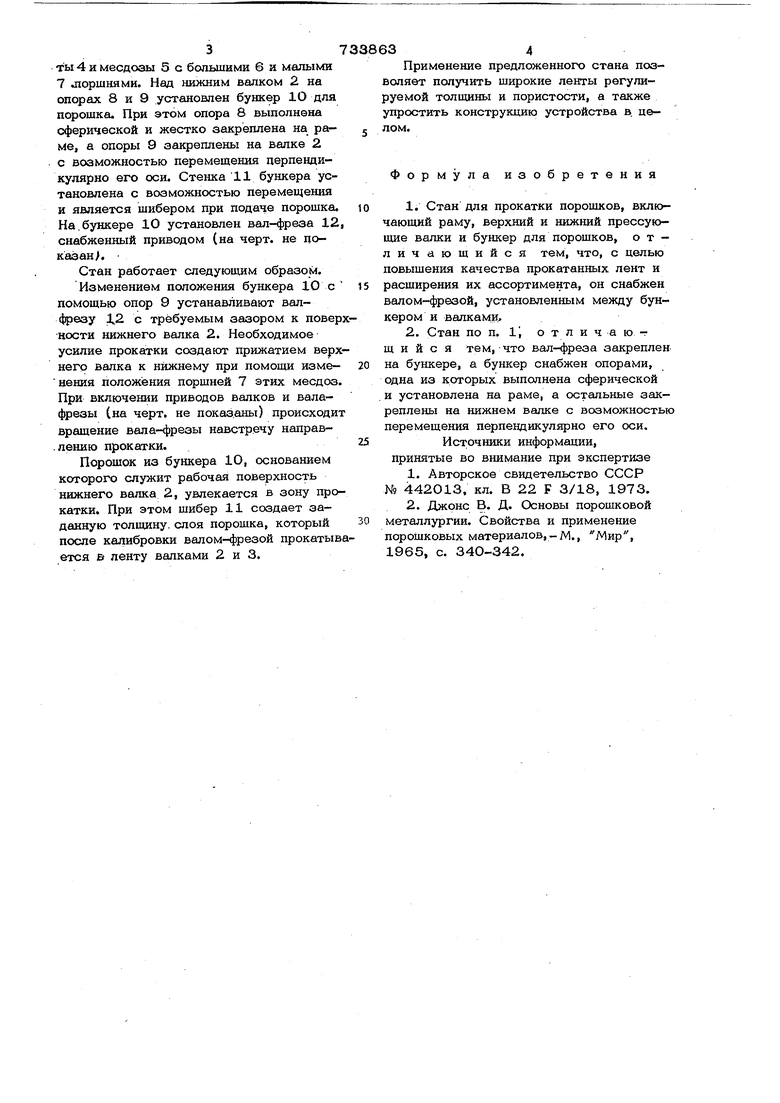
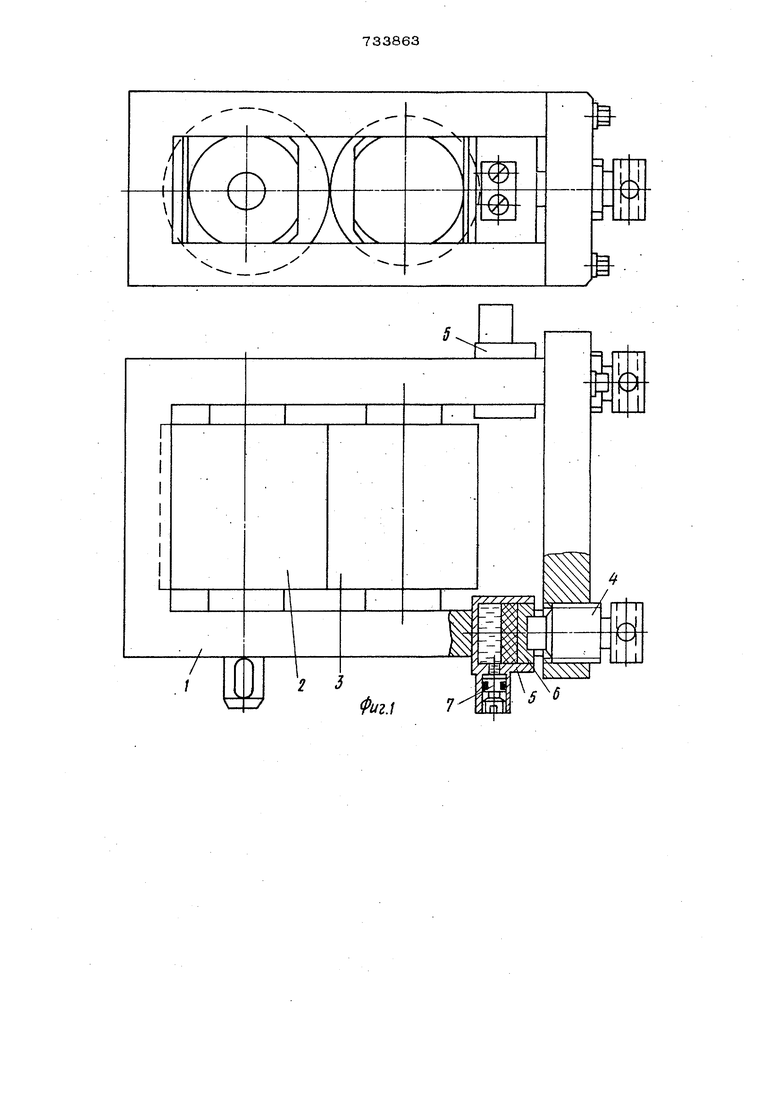
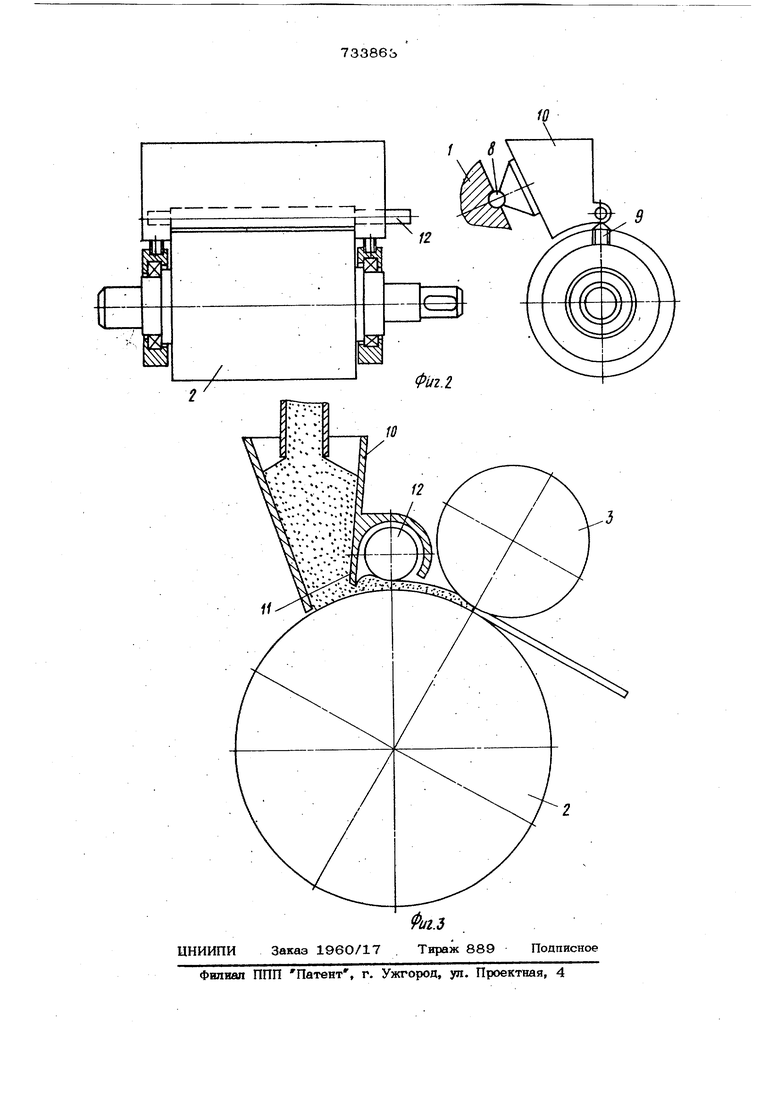
На фиг. 1 - силовая часть стана; на фиг. 2 -- схема размещения бункера; на фиг. 3 - схема процесса прокатки.
Предложенный стан состоит из рамы 1, в которой установлены нижний и верхний 3 прессующие валки, грузовые винты 4 и месдоаы 5 с большими 6 и малыми 7 лоршнями. Над нижним валком 2 на опорах 8 и 9 установлен бункер 1О для порошка. При этом опора 8 выполнена сферической и жестко закреплена на parме, а опоры 9 закреплены на валке 2 с возможностью перемещения перпендикулярно его оси. Стенка 11 бункера установлена с возможностью перемещения и является шибером при подаче порошка. На.бункере 10 установлен вал-фреза 12, снабженный приводом (на черт, не показан/.
Стан работает следующим образом.
Изменением положения бункера 10 с помощью опор 9 устанавливают валфрезу 1.2 с требуемым зазором к поверхности нижнего валка 2. Необходимое усилие прокатки создают прижатием верхнего валка к нижнему при помощи изменения положения поршней 7 этих месдоз. При включении приводов валков и валафрезы (на черт, не показ.аны) происходит вращение вала-фрезы навстр.ечу направ.лению прокатки.
Порошок из бункера 1О, основанием которого служит рабочая поверхность нижнего валка 2, увлекается в зону прокатки. При этом шибер 11 создает заданную толщину, слоя порошка, который после калибровки валом-фрезой прокатывается в ленту валками 2 и 3.
Применение предложенного стана позволяет получить широкие лещ-ы регулируемой толщины и пористости, а также упростить конструкцию устройства в. целом.
Формула изобретения
1.Стан для прокатки порошков, включающий раму, верхний и нижний прессующие валки и бункер для порошков, отличающийся тем, что, с целью повышения качества прокатанных лент и расширения их ассортимента, он снабжен валом-фрезой, установленным между бункером и валками.
2.Стан по п. 1, отличают
щ и и с я тем, что вал-фреза закреплен на бункере, а бункер снабжен опорами, одна из которых выполнена сферической и установлена на раме, а остальные закреплены на нижнем валке с возможность перемещения перпендикулярно его оси.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР N9 442013, кл. В 22 F 3/18, 1973.
2.Джонс В. Д. Основы порошковой металлургии. Свойства и применение порошковых материалов,-М., Мир, 1965, с. 340-342.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для прокатки порошкового материала | 1979 |
|
SU860935A1 |
| Устройство для прокатки цилиндрических заготовок | 1991 |
|
SU1782184A3 |
| ЛИНИЯ НЕПРЕРЫВНОЙ ПРЯМОЙ ПРОКАТКИ ПОРОШКОВЫХ МАТЕРИАЛОВ | 2011 |
|
RU2457068C1 |
| Способ изготовления плоскихзАгОТОВОК из МЕТАлличЕСКОгОпОРОшКА | 1979 |
|
SU831365A1 |
| Устройство для получения многослойного проката | 1989 |
|
SU1650360A1 |
| Устройство для прокатки порошка | 1985 |
|
SU1258623A1 |
| Стан для прокатки порошка | 1978 |
|
SU784990A1 |
| СПОСОБ ПРОИЗВОДСТВА ПОРИСТЫХ ПОЛУФАБРИКАТОВ ИЗ ПОРОШКОВ АЛЮМИНИЕВЫХ СПЛАВОВ | 2001 |
|
RU2200647C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ С ФАЛЬЦЕВЫМ ШВОМ | 2003 |
|
RU2260499C2 |
| Способ обработки металлического порошка | 1987 |
|
SU1579630A1 |
/77
7
2 J
1
/ZEil 4
Гт
.V
Т
