1
Изобретение относится к области технологии электродуговой сварки . стержней арматуры, преимущественно с применением керамических форм, при с изготовлении и монтаже железобетонных конструкций.
Известно закрепление разъемных керамических жаростойких форм на концах свариваемых стержней с помощью JQ вязальной проволоки 11.
Недостатком известного.способа является трудоемкость процесса сборки и закрепления стержней,
/Известно также устройство для15
закрепления сварочных форм на стыкуемы4 стержнях арматуры при:электроду говой сварке, содержащее V-образную скобу для закрепления стержней, связанную со сварочной формой 2, 20
Недостатком этого устройства .является сложность сборки и фиксации стыкуе йлх стержней одного относительно, другого,25
Целью изобретения является повышение производительности и качес ва сварки -путеммеханизации крепления формы на стержнях и повышения надежности крепления.30
Цель достигается тем, что на наружной поверхности формы размещена разъемная металлическая гильза в виде двух шарнирно-связанных полуцилиндрических секторов, соединенных посредством тяг, закрепленных на одном из торцов гильзы со скобой.
Кроме того, с целью исключения перекоса керамической формы при сварке горизонтальных стержней арматуры устройство снабжено закрепленной на другом торцегильзы дополнительной скобой.
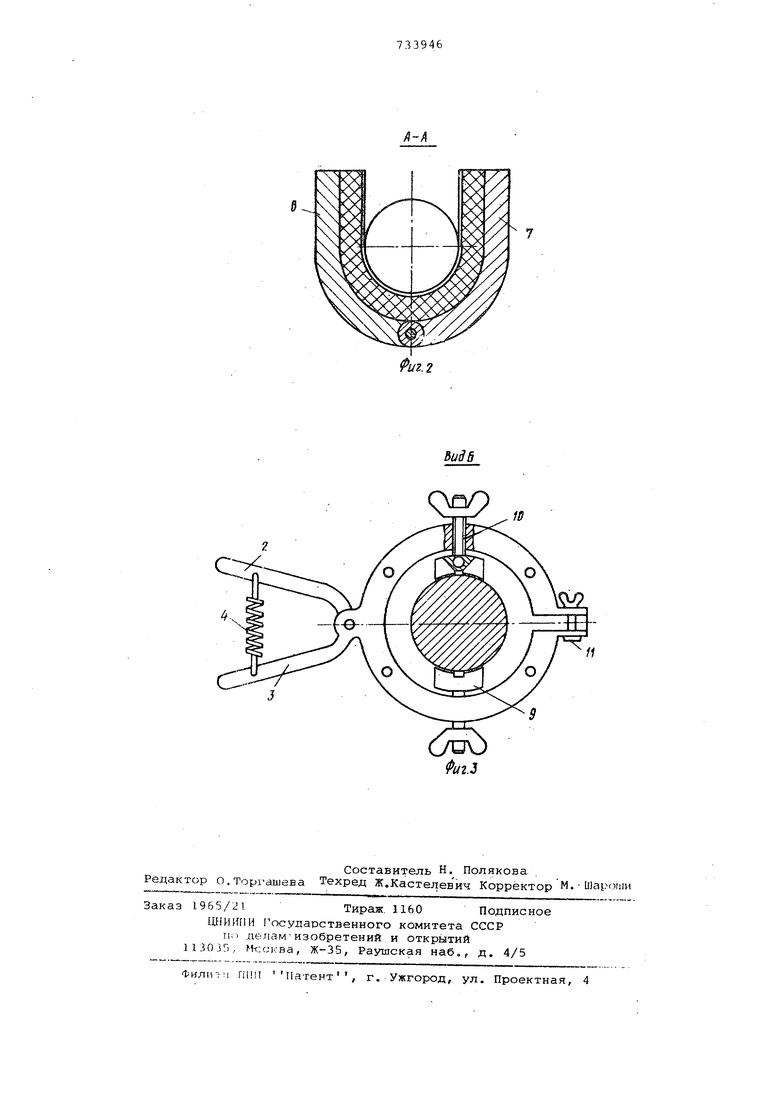
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - разрез по А-Л на фиг. 1; на фиг. 3 - вид по стрелке Б на фиг. 1.
Устройство для сборки под сварку стержней арматуры содержит опорную скобу 1, выполненную в виде шарнирно соединенных двуплечих рычагов. 2, 3 и -подпружиненных один относительно другого пружиной 4. Разъемная гильза 5, состоящая из шарнирно-соединенных секторов 6 и 7 связана тягами 8 с скобой 1. Поверхность гильзы 5, контактирующая с поверхностью формы, выполнена ответной формы. На концах рычагов 2, 3 смонтированы з-ажимные .призмы 9 (фиг. 3), дающие возможность радиального перемещения при помощи регулировочных винтов 10. Кроме Т(0го, с целью исключения случайного раскрытия гильзы во время сварки,на скобе 1 смонтирован запирающий механизм 11, выполненный в виде винтового зажима. При сварке горизонтальных стержней арматуры на гильзе б дополнительно смонтирована вторая плита 12 (фиг„ 1) . Устройство работает следующим об разом. Перед.закреплением разъемной формы 13 на свариваемых:стержнях арматуры 14 она размещается в гильзе 5, причем плоскость разъема гильзы должна совпадать с плоскостью разъема керагдаческой Формы, Затем устрой ство устанавливают, выверяют его. сов местно с керамической формой относительно разделки свариваемых стерж ней арматуры 14 при помощи рычагов .2, 3 скобы 1, а также при необходи мости pH4ara№i скобы 12 при сварке горизонтальных стержней, н закрепляют на свариваемых стержнях армату ры. Пр:и этом сектора 7 по.лностыо плотно охватывазот поверхность керамической , удерживают керамиче кую ./ в заданном положении. При .несоосности свариваемых стержней, а та.к.7ке ,;при отклонеиии размеров керамической формы, устройство дoпoлнитeJJЬHO выверяют при помощи зажимных призм 9f имеющих возможност радиального перемещения при помощи регулировочных винтов-10. Кроме того рычаги 2f 3 опорной скобы 1 фиксиру ются один относительно другого при помощи запирающего ме :ан53.зг.5а 11, За тем производят сварку стержней арма туры согласно техно.логических рекомендаций. После окончания сварки снимают устройство и очиадают свароч ное соединение от остатков кераг 1ической формы. .Внедрение предлагаемого устройст ва позволяет повысить производитель ность труда при установке и закреппении сварочной формы на свариваемых ст ержнях арматуры, так как процесс 5становки опорной плиты, выверки относительно разделки свариваемых стержней и стягивания разъемной формы совмещен в одной операции. Кроме того, повышается качество сварных соединений, так как устройство позволяет уменьшить толщину стенки керамической и предохраняет ее от разрушения в процессе сварки. Формула изобретения 1. Устройство для сборки под сварку стержней арматуры, содержащее V-образную скобу, связанную с разъемной формой для сварного шва, отличающееся тем, что, с целью повышенияпроизводительности и качества сварки путем механизации крепления фор1УИ на стержнях и повышения надежности крепления, на наружной поверхности формы размещена разъемная металлическая гильза в виде двух шарнирно-связанных полуцилиндрических секторов, соединенных посредством тяг, закрепленных на одном из торцов гильзы со скобой. 2. Устройство по п. 1, отличающееся тем, что, с целью исключения перекоса керамической формы при сварке горизонтальных .стержней арматуры, устройство снабжено закрепленной на другом торце гил.ьзы дополнительной скобой. Источники информации, принятые во внимание при экспертизе iV Авторское.свидетельство СССР № 105891, кл. В,23 К 37/06, 1954. 2.Указания по технологии электросварки арматуры железобетонных конструкций ,. М., 1958, с. 240, 1ИГ. 7 (прототип) .

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для многоэлектродной дуго-ВОй СВАРКи | 1979 |
|
SU804282A1 |
| Способ дуговой сварки стыков стержней арматуры | 1990 |
|
SU1743749A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ИЗДЕЛИЙ | 1992 |
|
RU2021092C1 |
| Зажимное устройство для сборки и сварки изделий типа бака с патрубком | 1987 |
|
SU1433725A1 |
| Сварочная головка для автоматической орбитальной аргонодуговой сварки трубопроводов | 2018 |
|
RU2690388C1 |
| Устройство для многопроходной сварки кольцевых неповоротных швов | 1986 |
|
SU1389961A1 |
| ТОКОПОДВОДЯЩИЙ МУНДШТУК ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ В УЗКУЮ РАЗДЕЛКУ | 2012 |
|
RU2521166C2 |
| Устройство для сборки и сварки обечаек из сегментов | 1976 |
|
SU574296A1 |
| Устройство для шовной сварки изделий с прямолинейными и радиусными участками | 1986 |
|
SU1412906A1 |
| СПОСОБ СБОРКИ И СВАРКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2129940C1 |
Q
