(54) СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНЙЯТРУППОЙ ПАРАЛЛЕЛЬНО РАБОТАЮЩИХ ДРОБИЛЬНЫХ КОМПЛЕКСОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического управления группой параллельно работающих дробилок | 1983 |
|
SU1178488A1 |
| Система автоматического управления группой параллельно работающих дробилок | 1983 |
|
SU1121038A1 |
| Способ автоматического управления технологическим процессом рудоподготовки | 1986 |
|
SU1373436A1 |
| Устройство для управления многостадийным процессом дробления | 1982 |
|
SU1036374A1 |
| Способ автоматического управления дробильным комплексом | 1978 |
|
SU997812A1 |
| Способ автоматического управления дробильным комплексом | 1985 |
|
SU1315023A1 |
| Способ автоматического управления дробильно-сортировочным процессом | 1989 |
|
SU1616703A1 |
| Способ управления многостадийным процессом дробления | 1980 |
|
SU912281A1 |
| Способ автоматического управления группой параллельно работающих дробилок | 1988 |
|
SU1585002A1 |
| Система стабилизации грансостава материала для группы параллельно работающих дробилок | 1986 |
|
SU1416180A1 |
. I . ..
. Изобретение относится к автоматизации горнорудного производства и предназначено для использования в автоматизированной системе управления технологическими процессами на дробильных фабриках черной и цветной металлургии, в промышленности строительных материалов.
Известен способ управления дробильным комплексом, реализованный в устройстве для регулирования трехстадийного процесса дробления, в соответствии с которым соотношение фракций для конусных дробилок стабилизируют путем воздействия на привод изменения разгрузочных щелей, а контролируется указайное соотношение фракций после дробилки второй стадии путем взвешивания каждой фракции, а после дробилки третьей стадии - непосредственным определением грансостава указанного продукта 1.
Недостаток этого способа применительно к управлению группой дробильных комплексов заключается в необходимости взвеЦ1ивания фракций после каждой-дробилки II стадии и определения грансоСтава продуктов дробления после каждой дробилки III стадии. . .
Наиболее близок к предлагаемому способ автоматического управления группой параллельно работаюш;их дробильных комплексов, включающий измерение крупности дробленого продукта и мощности, потребляемой ,. каждой из дробилок, и изменение размера разгрузочной щели выходной дробилки комплекса 2.
В этом способе удельные затраты мощности, потребляемой дробилкой мелкого дробления, используют в качестве регулируемого парам.етра при перераспределении нагрузок между дробилками комплекса Стабилизация зернового состава продуктов дробления (контролируемая и регулируемая величина) производится на дробилках III стадии дробления путем изменения разгрузоч 5 ной.. .и.-,-...-...-,,.„......,„...™.„„. .v.. .Однако в случае параллельной работы нескольких дробильных комплексов, когда дробленый продукт после дробилок последней стадии объединяется для стабилизации
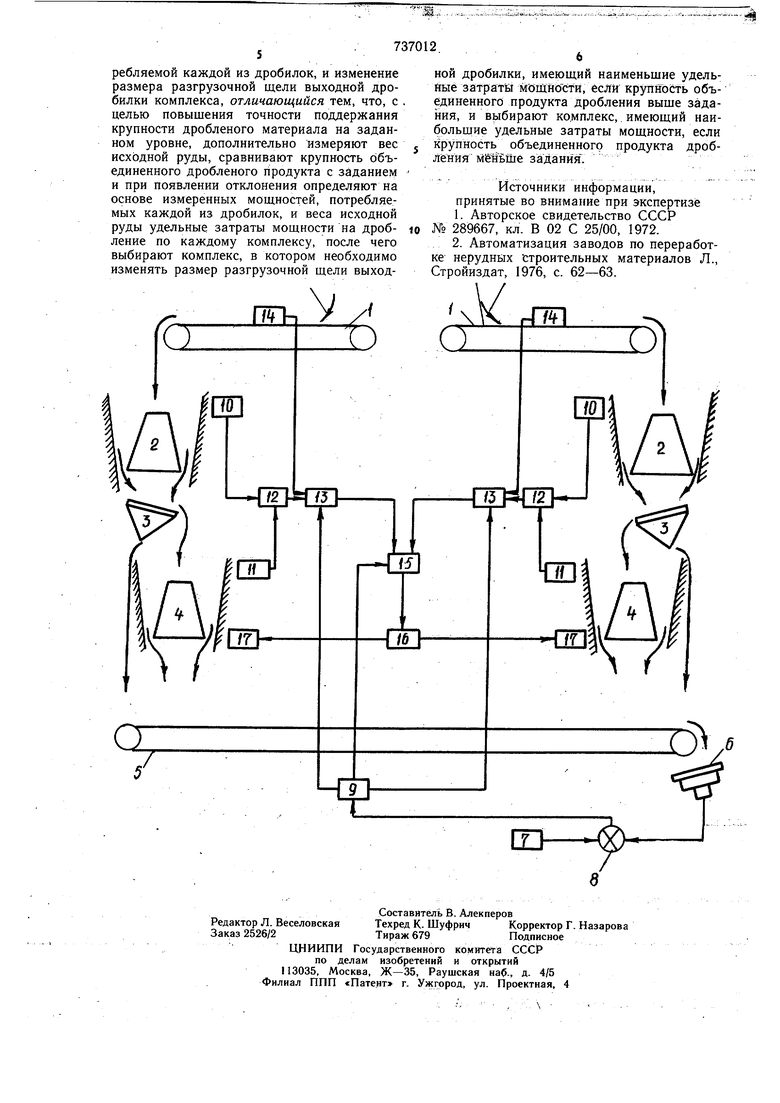
20 крупности объединенного продукта, описанный способ управления требует определения зернового состава продуктов дробления после каждой дробилки мелкого дробления, что является недостатком этого сПо.соба и при H : f rS«p:: ;« -r;r e J S: ;i5 к- T чиной, обусловливающей, в большинстве случаев, невозможность реализации способа в условиях существующей на дробильных фабриках компановки оборудования. Цель изобретения - повышение точности поддержания крупности дроблеция материала на заданном уровне. Достигается это тем, что в способе автоматического управления группой параллельно работающих дробильных комплексов, включающем измерение . крупности дробленного продукта и мощности, потребляемой каждой из дробилок, и измерение размера разгрузочной щели входной дробилки комплекса, дополнительно измеряют вес исходной руды, сравнивают крупность объединенных продуктов дробления с заданием и при появлении отклонения определяют на основе измеренных мощностей, дртребляемых каждой из дробилок, и веса исходной руды удельные затраты мощности на дробление по каждому комплексу, после чего выбирают комплекс, в котором необходимо изменять размер разгрузочной щели выходной дробилки, имеющий наименьшие удельные затраты мощности, если крупность объединенного продукта дробления выше задания, и выбирают комплекс, имеющий наибольщие удельные затраты мощности, если крупность объединенного продукта дробления меньше задания. На чертеже изображено устройство для реализации способа автоматического управления группой дробильных комплексов. Группа представлена двумя дробильными комплексами, включаюц1,ими питатель 1 исходной руды, дробилку 2 среднего дробления, грохот 3, дробилку 4 мелкого дробления. Объединенный продукт дробления транспортируется конвейером 5, на разгрузке которого установлен датчик 6 крупности, подключенный вместе с задатчиком 7 к элементу 8 сравнения, выход которого связан с блоком 9 управления. Датчики 10 и 11 мощности, потребляемой соответственно дробилками среднего И мелкого дробления, соединень с сумматором 12, выход которого подключен ко входу блока 13 деления. Два другие входа блока 13 деления связаны с датчиком веса 14 исходной руды и блоком 9 управления. Выходы сумматоров подсоединены ко входу дискриминатора 15, воздействующего на блок 16 исполнительных команд, связанных своим выходом с приводами 17 изменения размера разгрузочной щели дробилок мелкого дробления обоих дробильных комплексов. При работе дробильных комплексов подрешетный продукт грохотов 3 и дробленая руда после дробилок 4 поступает на конвейер 5. Крупность этого объединенного продукта измеряется датчиком 6 крупности, сигнал которого сравнивается на элементе 8 сравнения с сигналом задатчика 7. При отклонении крупности объединенного дробленого продукта от задания с выхода элемента 8 сравнения сигнал поступает на блок 9 управления, который подготавливает блок 13 к выполнению операции деления. По каждому комплексу в сумматорах 12 производится суммирование сигналов датчиков 10 и 11 мощности, потребляемой дробилками 2 и 4 - среднего и мелкого дробления, а также вычитание суммарной (по обеим дробилкам) мощности холостого хода. Указанная мощность Холостого хода определяется сумматором 12 в период начального запуска дробильного комплекса на основании сигналов датчиков 10 и 11, после чего запоминается в сумматоре 12 до очередного момента запуска комплекса или полного снятия нагрузки по исходной руде. Таким образом, сигнал на выходе сумматора характеризует мощность, потребляемую данным комплексом непосредственно на дробление. В блоке 13 делением сигнала, поступившего с выхода сумматора 12 на сигнал от датчика 14 веса, определяют удельные затраты мощности на дробление. Сигналы, характеризующие удельные затраты мощности по кйждому комплексу, поступают на дискриминатор 15, где сопоставляются по величине. .. На другой вход дискриминатора подается сигнал с блока управления 9, который в зависимости от знака рассогласования на выходе элемента 8 сравнения (крупность дробленого продукта ниже или выще задания) обусловливает выбор, в качестве регулируемого, комплекса или с минимальными или с максимальными удельными затратами на дробление. Выбор этот производится в соответствии с теорией Реттингера, согласно которой удельныр затраты энергии на дробление пропорциональны степени дробле-Поэтому в случае увеличения, по сравнению с заданием, крупности объединенного дробленого продукта, дискриминатор 15 выделяет, как регулируемый, комплекс с минимальными удельными затратами мощности. После этого выхода дискриминатора через блок 16 исполнительных команд на привод 17 изменения размера разгрузочной щели поступает сигнал управления по уменьшению размера щели выходной дробилки того комплекса, у которого наименьшие удельные затра- мощности. Воздействие на привод прекращается после возвращения крупности дробленого продукта к заданию. , Формула изобретения Способ автоматического управления группой параллельно работающих дробильных комплексов, включаюидий измерение крупности дробленого продукта и мощности, пот
