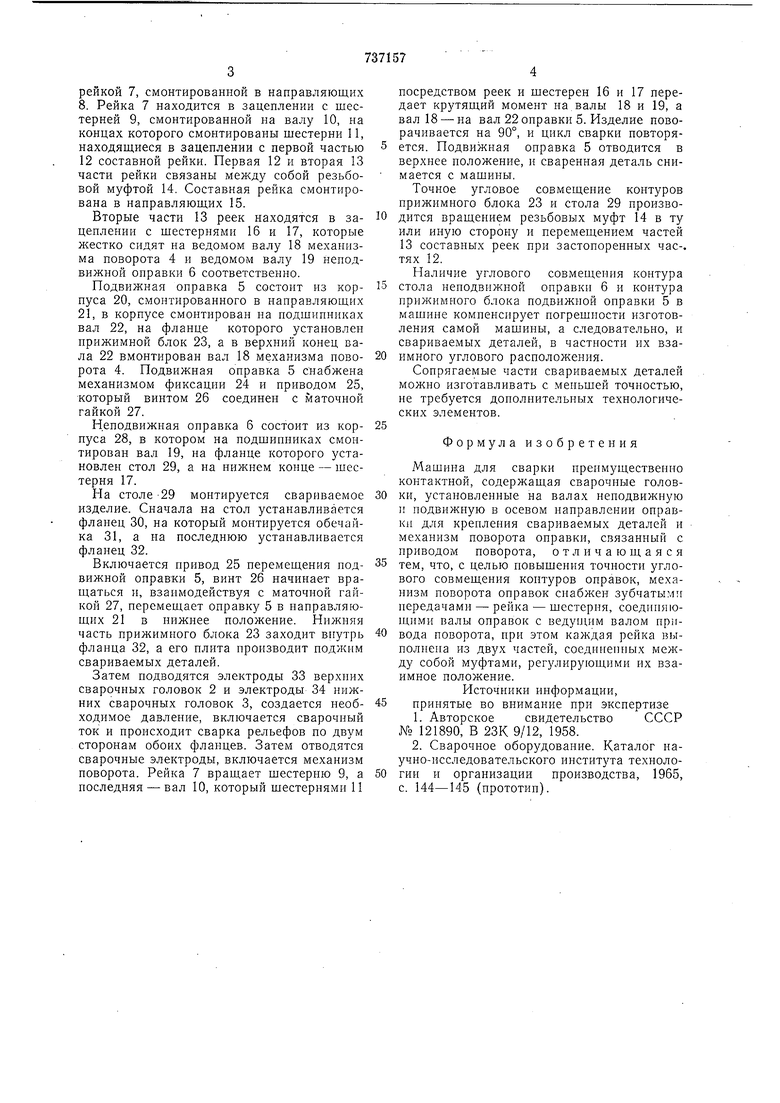
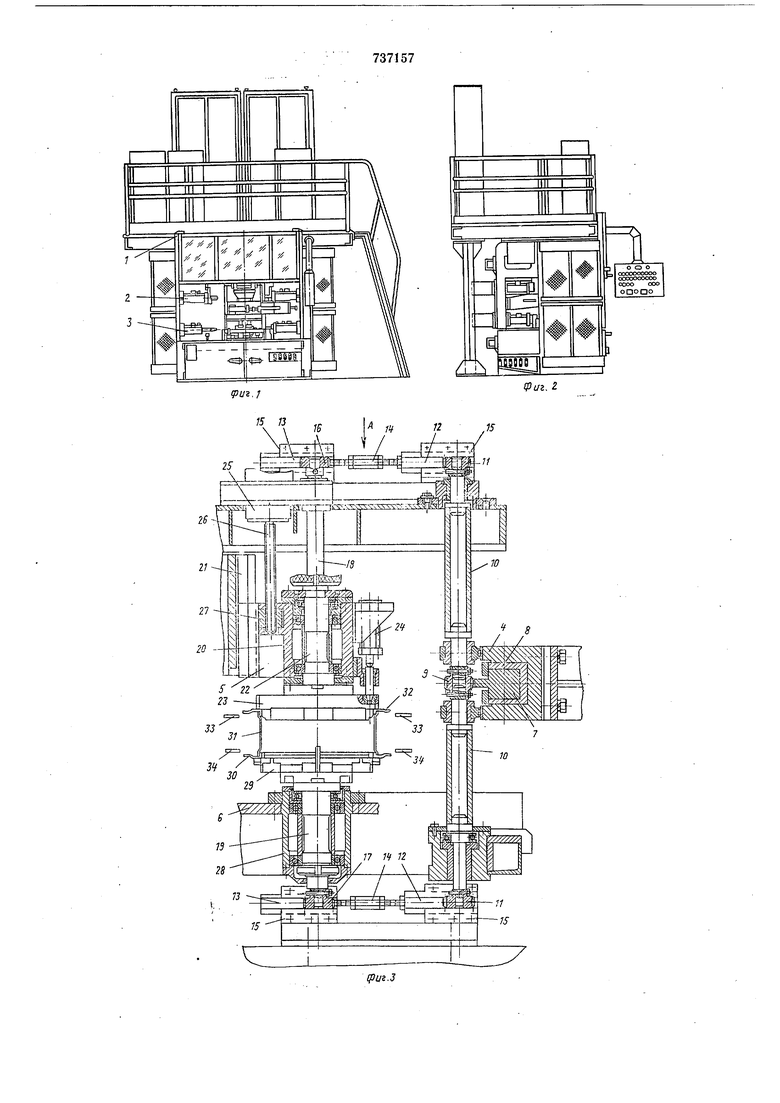
рейкой 7, смонтированной в направляющих 8. Рейка 7 находится в зацеплении с шестерней 9, смонтированной на валу 10, на концах которого смонтированы шестерни 11, находящиеся в зацеплении с первой частью 12 составной рейки. Первая 12 и вторая 13 части рейки связаны между собой резьбовой муфтой 14. Составная рейка смонтирована в направляющих 15.
Вторые части 13 реек находятся в зацеплении с шестернями 16 и 17, которые жестко сидят на ведомом валу 18 механизма поворота 4 и ведомом валу 19 неподвижной оправки 6 соответственно.
Подвижная оправка 5 состоит из корпуса 20, смонтированного в направляющих 21, в корпусе смонтирован на иодшипниках вал 22, на фланце которого установлен прижимной блок 23, а в верхний конец вала 22 вмонтирован вал 18 механизма поворота 4. Подвижная оправка 5 снабжена механизмом фиксации 24 и приводом 25, который винтом 26 соединен с маточной гайкой 27.
Неподвижная оправка 6 состоит из корпуса 28, в котором на подшипниках смонтирован вал 19, на фланце которого установлен стол 29, а на нижнем конце - шестерня 17.
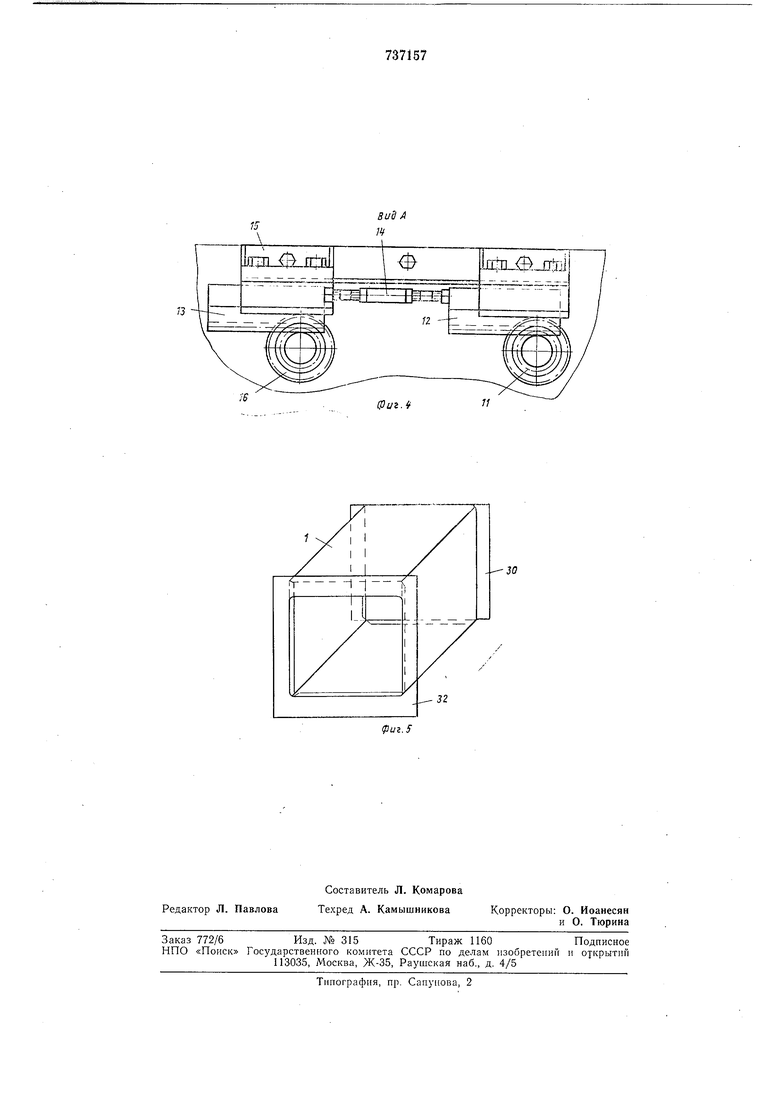
На столе-29 монтируется свариваемое изделие. Сначала на стол устанавливается фланец 30, на который монтируется обечайка 31, а на последнюю устанавливается фланец 32.
Включается привод 25 перемещения подвижной оправки 5, винт 26 начинает вращаться и, взаимодействуя с маточной гайкой 27, перемещает оправк} 5 в нанравлягощих 21 в нижнее положение. Нижняя часть прижимного блока 23 заходит внутрь фланца 32, а его плита производит поджим свариваемых деталей.
Затем подводятся электроды 33 верхних сварочных головок 2 и электроды 34 нижних сварочных головок 3, создается необходимое давление, включается сварочный ток и нроисходит сварка рельефов по двум сторонам обоих фланцев. Затем отводятся сварочные электроды, включается механизм поворота. Рейка 7 вращает шестерню 9, а последняя - вал 10, который шестернями 11
посредством реек и щестерен 16 и 17 передает крутящий момент на,валы 18 и 19, а вал 18 - на вал 22 оправки 5. Изделие поворачивается на 90°, и цикл сварки повторяется. Подвижная оправка 5 отводится в верхнее положение, и сваренная деталь снимается с машины.
Точное угловое совмещение контуров прижимного блока 23 и стола 29 производится вращением резьбовых муфт 14 в ту или иную сторону и перемещеннем частей 13 составных реек при застопоренных час-, тях 12.
Наличие углового совмещения контура
стола неподвижной оправки 6 и контура прижимного блока подвижной оправки 5 в машине компенсирует погрешности изготовления самой машины, а следовательно, и свариваемых деталей, в частности их взаимного углового расположения.
Сопрягаемые части свариваемых деталей можно изготавливать с меньшей точностью, не требуется дополнительных технологических элементов.
Формула изобретения
Машина для сварки преимущественно контактной, содержащая сварочные головки, установленные на валах неподвижную и подвижную в осевом направлении онравки для крепления свариваемых деталей и механизм поворота оправки, связанный с приводом поворота, отличающаяся
тем, что, с целью повышения точности углового совмещения контуров оправок, механизм поворота оправок снабжен зубчатымуг нередачами - рейка - шестерня, соедиияющими валы оправок с ведуицш валом npiiвода поворота, при этом каждая рейка выполнена из двух частей, соедипеиных между собой муфтами, регулирующими их взаимное положение.
Источники информации,
принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 121890, В 23К 9/12, 1958.
2.Сварочное оборудование. Каталог научно-исследовательского института технологни и организации производства, 1965, с. 144-145 (прототип).
73
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для контактной сварки | 1978 |
|
SU737158A1 |
| Установка для автоматической сварки изделий с криволинейным контуром | 1978 |
|
SU778976A1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОННОЛУЧЕВОЙ СВАРКИ | 1972 |
|
SU341618A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ТЕПЛООБМЕННИКОВ С ЛЕПЕСТКОВЫМИ ПОВЕРХНОСТЯМИ НАГРЕВА | 1994 |
|
RU2041040C1 |
| Устройство для контактной точечной сварки | 1974 |
|
SU521094A1 |
| Устройство для сварки | 1978 |
|
SU816731A1 |
| Устройство для дуговой сварки с колебаниями сварочной горелки | 1990 |
|
SU1756062A1 |
| УСТАНОВКА ДЛЯ СВАРКИ СИЛЬФОНОВ | 2001 |
|
RU2196670C1 |
| Делительная машина | 1958 |
|
SU118618A1 |
| Устройство для изготовления обечаек | 1980 |
|
SU1009548A1 |
30
32
