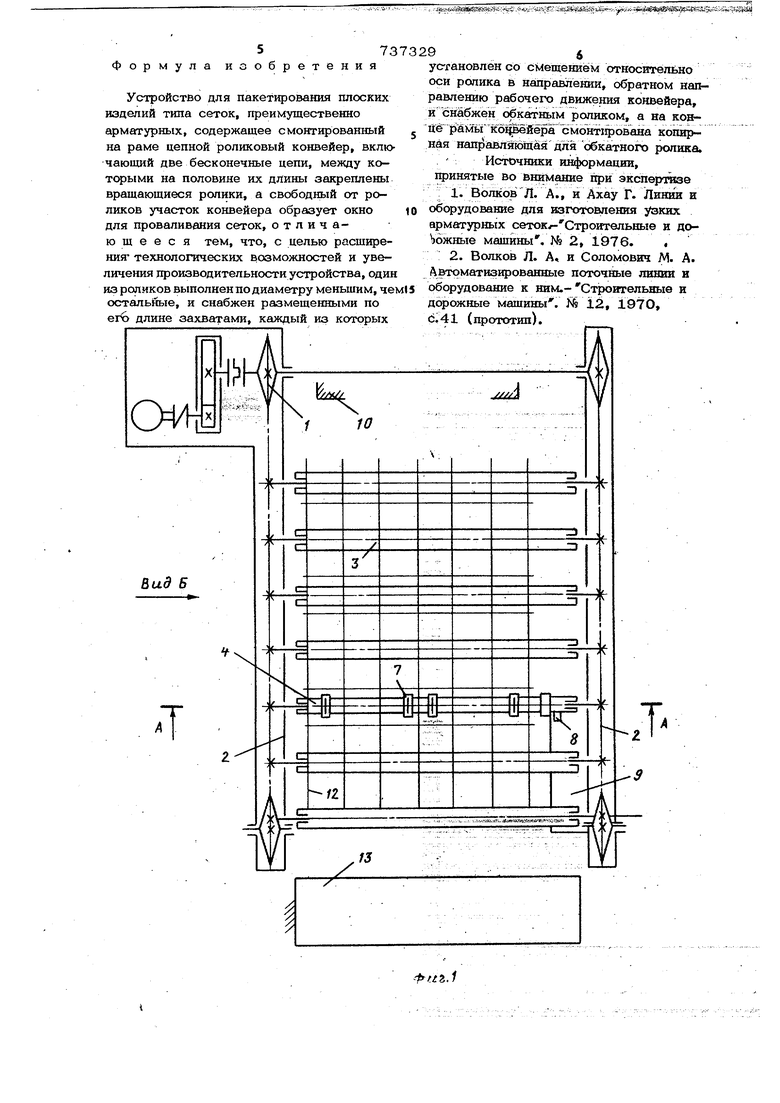
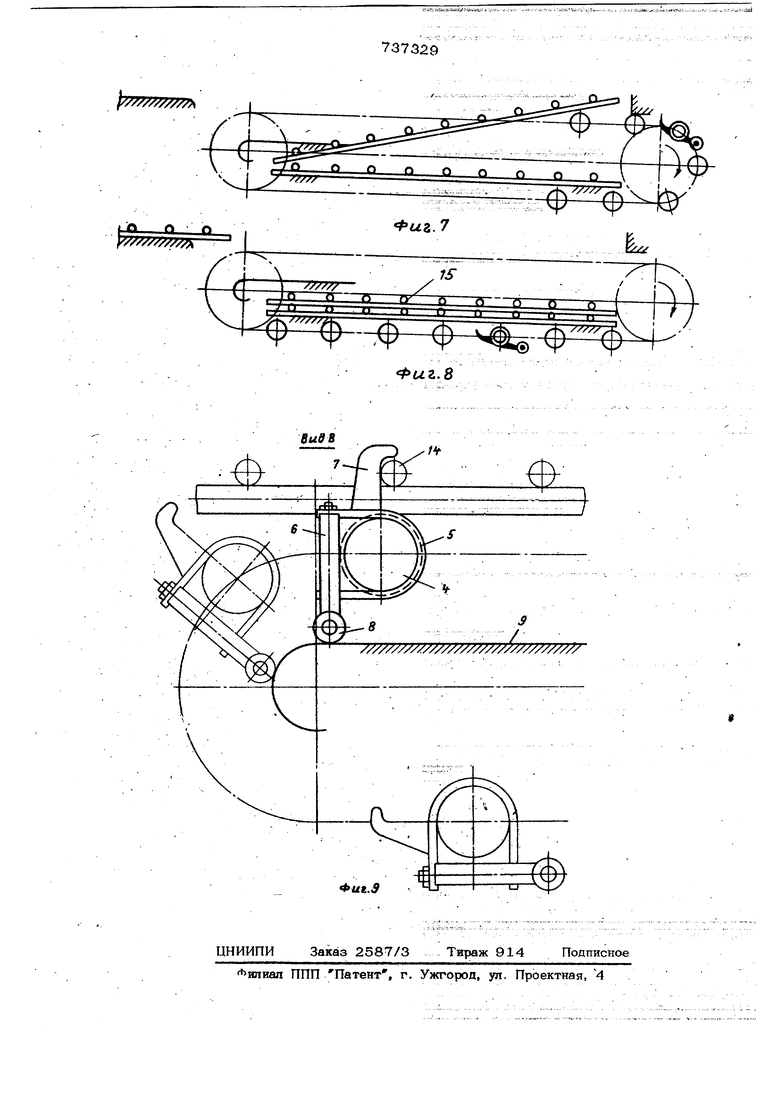
{ Изобретение относится к областипак тирования изделий и предназначено для. использования в производстве арматурны сеток для железобетонных изделий, а именно для пакетирования арматурных сеток в транспортные пакеты после свар ки сеток на многрэлектродной электросварочной машине. Известно устройство для пакетирования арматурных сеток, включающее две раздвижных горизонтальных направляющих, на которые арматурная сетгка от электросварочной машины подается при помощи толкателя с приводом от пневмо цилйндра 1. Недостатком уст:ройства являются наличие специального пневмоцилиндра для привода толкателя и необходимость подвода сжатого воздуха. Наиболее близким по технической сущ ности ,к изобретению является устройств для пакетирования арматурных сеток, содержащее смонтированный на раме цепной роликовый конвейер, включаютаий две бесконечные цепи, между когорымй Ни Псяговине ittx длины закреплены вращающиеся ролики, а свободный от роликов участок конвейера образует окно аля проваливания сеток 2. Однако на приеме тяжелых арматурных сеток способность устройства затаскивать сетки снижается, так как |ролики проворачиваются.. Целью изобретения является расширение технолог1нческик возможностей и увеличение прсзйэводйтельнбсти устройства, , - . Достигается это тем, что один на роликов выполнен по диаметру меньшим, чем остальные и снабжен размещенными йоёРр длине saxBiSiTaMH, каждый из которых установлен со смещением относительно оси ролика в направлещ1И, обратном направлению рабочего движения конвейера, и снабжен оёкатным роликом :а на конце рамы конвейера Смокгирована копирная направляющая для обкатноI bnponKffa; -- - --- На фиг. 1 схематично изображено предложенное устройство, ввд сверху; иа фиг. 2 - разрез А-А на фиг, 1; на фиг. 3 - вид по стрелке Б на фиг. 1 (исходное положение устройства перед захватом арматурной сетки); на фиг.4т то .же в момент захвата арматурной сет ки; на фиг. 5 - то же при затаскивании арматурной сетки; на фиг. 6 - то же в конце затаскивания арматурной сетки; на фиг. 7 - положение устройства при выходе из под арматурной сетки его роликов, и в начале падения сетки; на фиг. 8 - то же при проходе ветвей цепей с роликами под помостом с пакетом арматурных сеток; на фиг. 9 - вид по стрелке В на фиг. 2. Устройство состоит из следующих основных частей: цепного роликового конвейера 1, включающего две бесконечные цепи 2, соединенные на некотором участ ке роликами 3, а свободный от роликов участок конвейера образует окно для проваливания сеток (роликовый участок занимает около половины всей длины контура цепи конвейера). На одном из роликов 4, меньшем по диаметру, чем остальные ролики, при помощи скоб 5 (см. фиг. 9) и стяжных болтов 6 закреп лены захваты 7 и обкатной ролик 8, который может взаимодействовать с копиром 9, расположенным у начала конвейера, вего боковой части. Все ролики конвейера имеют возможность свободного вращения относительно цепей. Захваты 7 закреплены на ролике 4 со смещением отн сительно оси ролика в направлении, обратном направлению рабочего движения конвейера. В конце устройства расположен жесткий упор Ю, а в нижней части (над нижней ветвью конвейера) - помост 11. Устройство работает следующим образом. Арматурная сетка 12, свариваемая на электросварочной машине, вьщается ею на ролики 3 и занимает положение частичнсзго опирания на ролики 3 большего диаметра, которые проворачиваются, и частичного опирания на стол 13 электросварочной или какой- либо другой машинь: линии.. Включается в работу конвейер 1, и ролики продвигаются вперед, поворачиваясь относительно продольных стержней сетки. При выходе вверх ролика 4с зах, ватами 7 обкатной ролик 8, обкатываясь по копиру 9, разворачивается в положение, при котором захваты 7 захватьшают сетку за поперечный пруток 14 (см. 7 94 фиг. 4, 9). При дальнейшем движении конвейера обкатной ролик перекатываетсяпо прямому участку копира, и сетки затаскиваютсяна устройство (см. фиг. б). Затем обкатной ролик 8 соскакивает с копира, ролик 4 под действием массы ч захватов 7 поворачивается назад (так как центр тяжести захватов 7 смещен назад) захваты выходят из соприкосновения с поперечным прутком сетки (см. фиг. б),- сетка продвигается по инерции вперед до жесткого упора 1О, ролики выходят из-под сетки (см. фиг. 7), и сетка падает на помост 11, образуя транспортный пакет 15 (см. фиг. 8). Ролики проходят под пакетом , и цикл работы может быть повторен. При этом движении конвейера захваты 7 постоянно остаются внизу, поворачиваясь вместе с роликом 4 под действием своей неуравновешенной массы, и не задевают за помост 11. Благодаря тому, что ролик 4, на котором закреплены захваты 7, выполнен меньшим по диаметру, чем остальные ролики 3 конвейера, арматурная сетка своими продольными стержнями опираерсй только на рол ики 3, и в проиессе затаскивания сетки она не мешает повороту ролика 4 от копира или под действием неуравновешенной массы захватов. Скорость затаскивания сетки на па- кетировщик зависит от его привода. Из устройства транспортный пакет арматурных сеток может быть поднят краном при остановленном приводе транспорта или взят роликами, находящимися под помостом 11, или движением помоста в сторону ведомых звездочек транспортера. Ускоренное затаскивание арматурной сетки от электросварочной машины на устройство, определяемое скоростью перемещения захватов цепного конвейера. позволяет совместить процесс сварки последующей сетки с пакетированием предьщущей сетки и повысить производительность автоматической линии по изготовлению сеток в целом. Устройство позволяет пакетировать арматурные сетки без применения в линии для изготовления сеток какой-либо специальной дополнительной машины. При установке на ролике меньшего диаметра захватов более двух (четырех, шести) на устройство по его ширине можно за- гаскквать одновременно более одной сет4си (две, три) и затем пшштировать Формула изобретения Устройство для пакетирования плоских изделий типа сеток, преимущественно арматурных, содержащее смонтированный на раме цепной роликовый конвейер, включающий две бесконечные цепи, между которь1ми на половине их длины закреплены вращающиеся ролики, а свободный от роликов участок конвейера образует окно для проваливания сеток, отличающееся тем, что, с целью расщирения технологических возможностей и увеличения производительности устройства, один из роликов выполненлодиаметру меньщим,че осталЫйые, и снабжен размещенными по его длине захватами, каждый из которых 73 9 установлен со смещением относительно оси ролика В направлении, обратном направлению рабочего движения конвейера, и снабжен обкатньш роликом, а на конЦё рамЪГГб йёра смонт1фов;ая ная направляющая для обкатного ршика. Источники информации, принятые во внимание при экспертазе : 1. Волков Л. А., и Ахау Г. Линшс и оборудование для изготовления узких арматурных сетокт-Строительные и доЬожные мащйны. № 2, 1976. , 2. Волков Л. А, и Соломович М. А. Автоматизированные поточные лннви и оборудовешие к ним,- Строительные и дорожные мащины. № 12, 1970, с.41 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| ПАКЕТОФОРМИРУЮЩАЯ МАШИНА | 1973 |
|
SU406787A1 |
| Устройство для пакетирования арматурных сеток | 1978 |
|
SU724415A1 |
| Линия для изготовления стекол "триплекс | 1979 |
|
SU975601A1 |
| Устройство для укладки изделий | 1989 |
|
SU1646949A1 |
| Устройство для подачи продольных стержней | 1975 |
|
SU553028A1 |
| Устройство для подачи пиломатериалов на пакетирование | 1988 |
|
SU1535800A1 |
| Установка для изготовленияСТРОиТЕльНыХ издЕлий | 1979 |
|
SU841974A1 |
| Станок для сварки плоских арматурных сеток из круглых прутков | 1951 |
|
SU95657A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПЛОСКИХ СЕТОК | 2003 |
|
RU2251475C1 |
| Технологическая линия для изготовления строительных изделий | 1979 |
|
SU897518A1 |
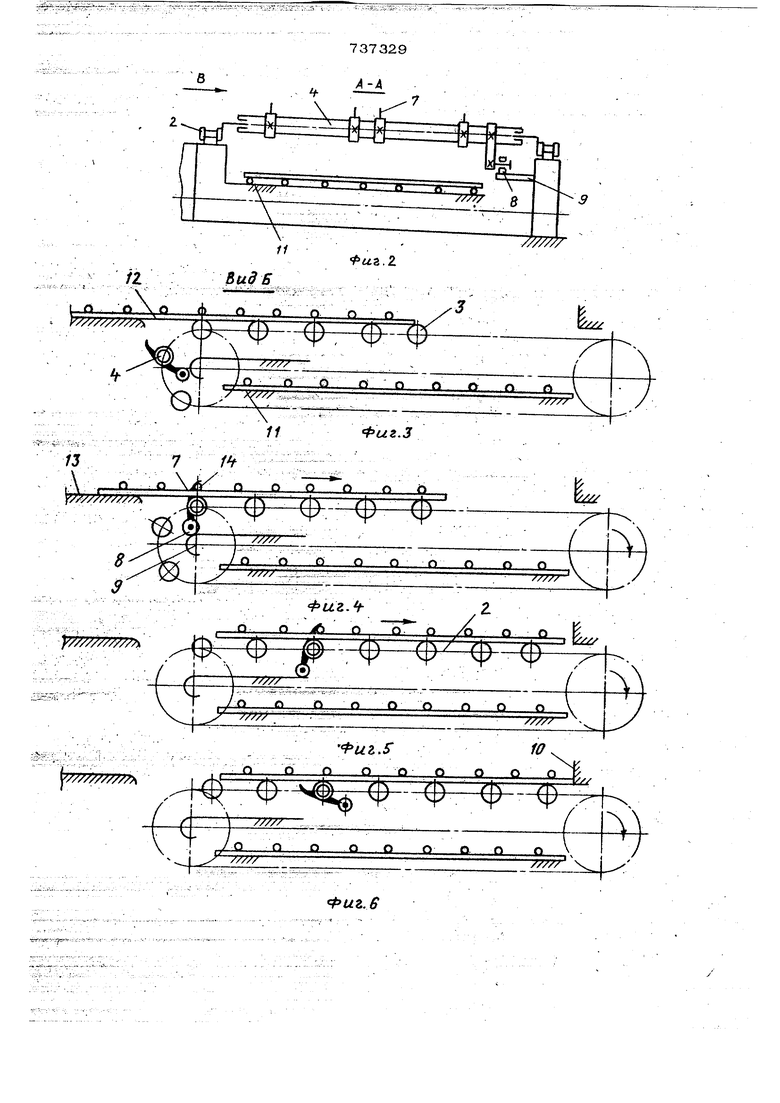
Вид Б
7 I
X
.1
. /
- ----fnQ О no о
.:. - . ,„,,
////j nо
л - /
----(По о р о о. о Q
-, ,. г .
Фиг.6
1
х. оо о QО Q О I/ К lvЖ...Г
