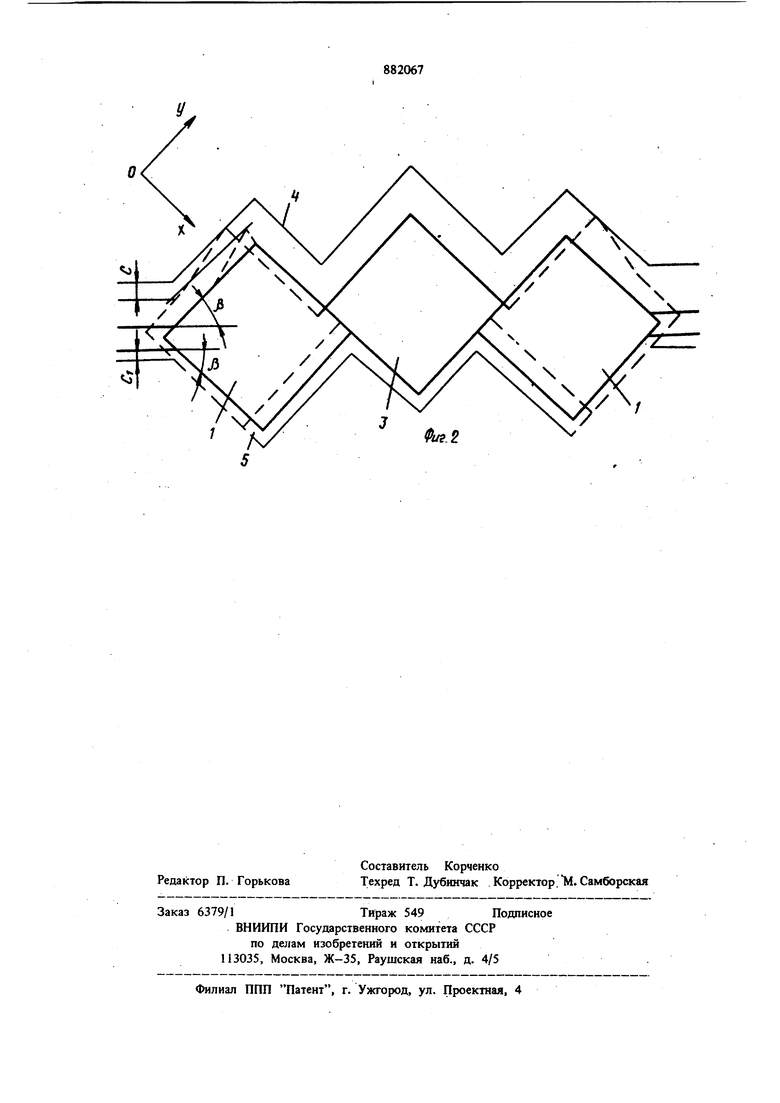
Изобретение относится к области металлур гии, в частности к технологии прокатки сортовых заготовок на обжимных и нелрерьгано заготовочных станах. По Ьсновному авт. св. № 699716 известен способ прокатки заготовок, включающий последовательное формирование из сляба в многоручьевых калибрах одновременно нескольких прямоугольных заготовок, связанных между собой перемычками толщиной 0,02-0,25 высоты калибра; образование у верилш заготовок местных продольных утолщений, образующая которых наклонена под углом oL ft + (5-20)° к оси валка, где - угол наклона грани заготовки к оси валка; разделение заготовок путем взаимного сдвига 1. Недостатком известного решения является возможность взаимного вдавливания заготовок, что снижает их качество после разделения. Целью изобретения является улучщение ка чества отделяемых заготовок путем устранения их взаимного вдавливания. Поставленная цель достигается тем, что формируют перемычки между соседними заготовками шириной, равной 0,04-0,25 высоты калибра. На фиг. 1 показаны сформированные в многору1ьевых калибрах три сочлененные заготовки; на фиг. 2 - схема их отделения. Две крайние заготовки 1 соединены перемычками 2 со средней заготовкой 3, при это высота перемычки Ь , а ширина Ъ. Отделение крайних заготовок 1 от средней заготовки 3 в валках 4 и 5 происходит сле дующим образом. При вращении верхнего 4 и нижнего 5 валков происходит смещение линии их контакта с заготовкой на величину равную Си Ci соответственно, крайние заго товки будут смещаться по направлению ОХ на величину Ссс5/Ь. по направлению OYна С cos f . Благодаря наличию у перемыч ки ширины удается скомпенсировать перемещение крайней заготовки в направлении С. При зтом вследствие деформашш перемычки в этом направлении остается свобода перемещений заготовок в направлении (7Х , так как в противном случае из-за вмятия средней заготовки в крайнюю к уже существующей перемычке добавляется еще перемычка толщиной, равной разности «- С , где а - длина стороны заготовки. Отделение заготовок не произойдет, так как будет наблюдаться деформащ1я преимущественно обжимаемой грани, а не перемычки. Ширина перемычки в пределах 0,04-0,25 высоты калибра выбирается из условия ее разрущения (отделения). Для малопластичных сталей ширину перемычки выбирают ближе к нижнему пределу, так как разрущение перемычки наступает при относительном ее смешении (в данном случае перемещении крайней заготовки) на величину, равную 0,2-0,5 толщины перемычки. Ширину перемычки для пластичных сталей выбирают в пределах 0,5-1,0 dT величины смещения вследствие подобных же причин. Пример. Проводилась опытная прокатка слябов на стане 280. В валках стана были врезаны два калибра: предчистовой и чистовой. Первый калибр состоит из трех квадратных совмещенных ручьев со стороной 33,6 мм с наплывами на преимущественно обжимаемых сторонах крайних заготовок, с углом наклона образующей утолщения к грани смещаемой заготовки 10° и длиной утолщения 10 мм. При величине зазора между валками 2 мм грани смещаемых заготовок отстоят друг от друга на 2,9 мм и толошна перемычки равна 2,9 мм. Чистовой калибр состоит из трех ручьев, причем крайние ручьи врезаны глубже, по сравнению со средним, на 3 мм. Прокатывались свинцовые слябы размером 70x125 мм. В предчистовом калибре за .4 пропуска формировали три сочлененные заготовки со стороной 33,6 мм, связанные перемычкой толщиной и щириной, равной 2,9 мм. После прокатки в чистовом пропуске получали три отделенные заготовки без вмятин возле мест отделения.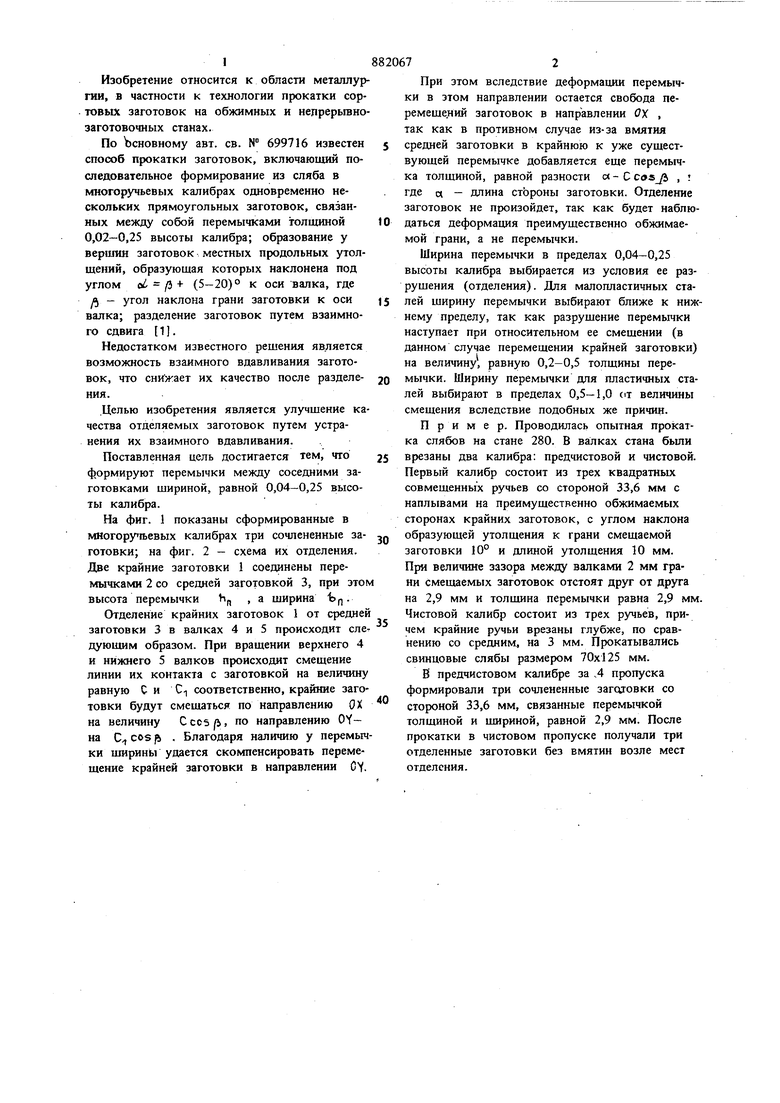
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки заготовок | 1978 |
|
SU699716A1 |
| Способ прокатки сортовых заготовок | 1976 |
|
SU740311A1 |
| Способ многоручьевой прокатки заготовок | 1980 |
|
SU899169A1 |
| Способ прокатки заготовок | 1976 |
|
SU740312A1 |
| СПОСОБ ПРОДОЛЬНОГО РАЗДЕЛЕНИЯ СЛЯБОВ ПРИ ПРОКАТКЕ | 2000 |
|
RU2179485C2 |
| Способ прокатки заготовок | 1976 |
|
SU738696A1 |
| Способ прокатки заготовок | 1979 |
|
SU816582A1 |
| СПОСОБ ДВУХРУЧЬЕВОЙ ПРОКАТКИ АРМАТУРНОЙ СТАЛИ | 2006 |
|
RU2327537C2 |
| Способ прокатки | 1977 |
|
SU738695A1 |
| Способ многоручьевой прокатки арматурной стали периодического профиля | 2019 |
|
RU2708911C1 |
СПОСОБ ПРОКАТКИ ЗАГОТОВОК по авт. св. Г 699716, отличающийс я тем, что, с целью улучшения качества отделяемых заготовок путем устранения их взаимного вдавливания, формируют перемычки между соседними заготовками шириной, равной 0,04-0,25 высоты калибра. сл 00 00 ьо о
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ прокатки заготовок | 1978 |
|
SU699716A1 |
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
