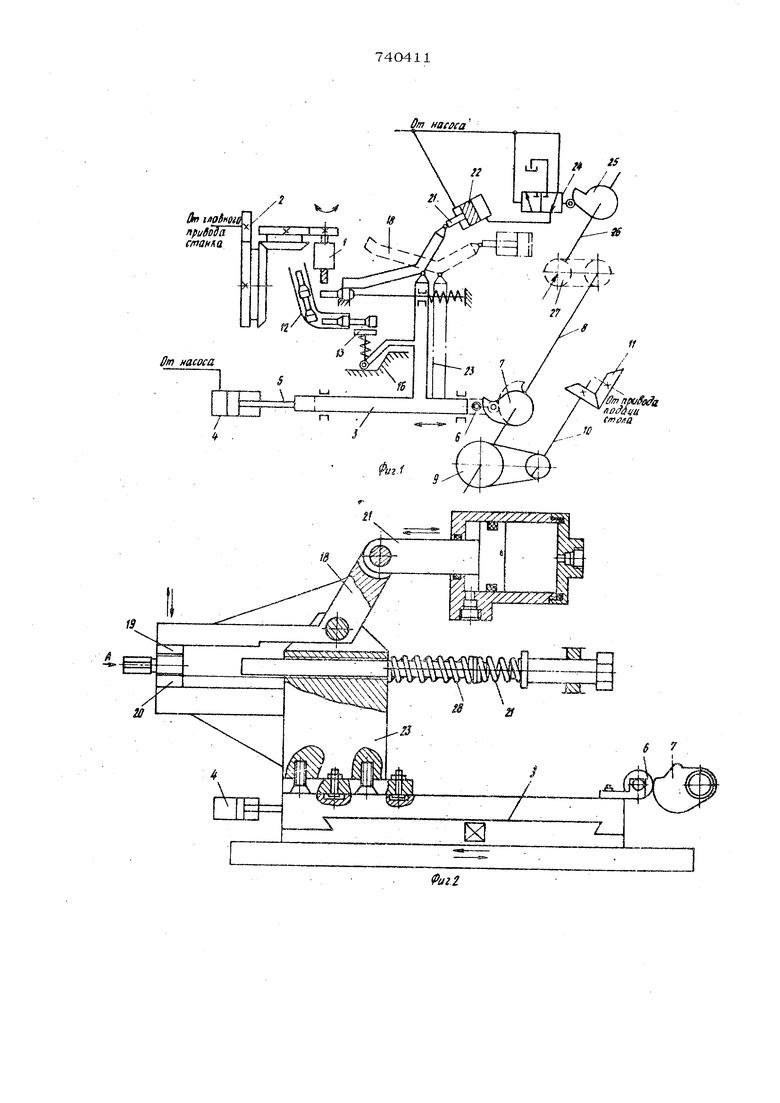
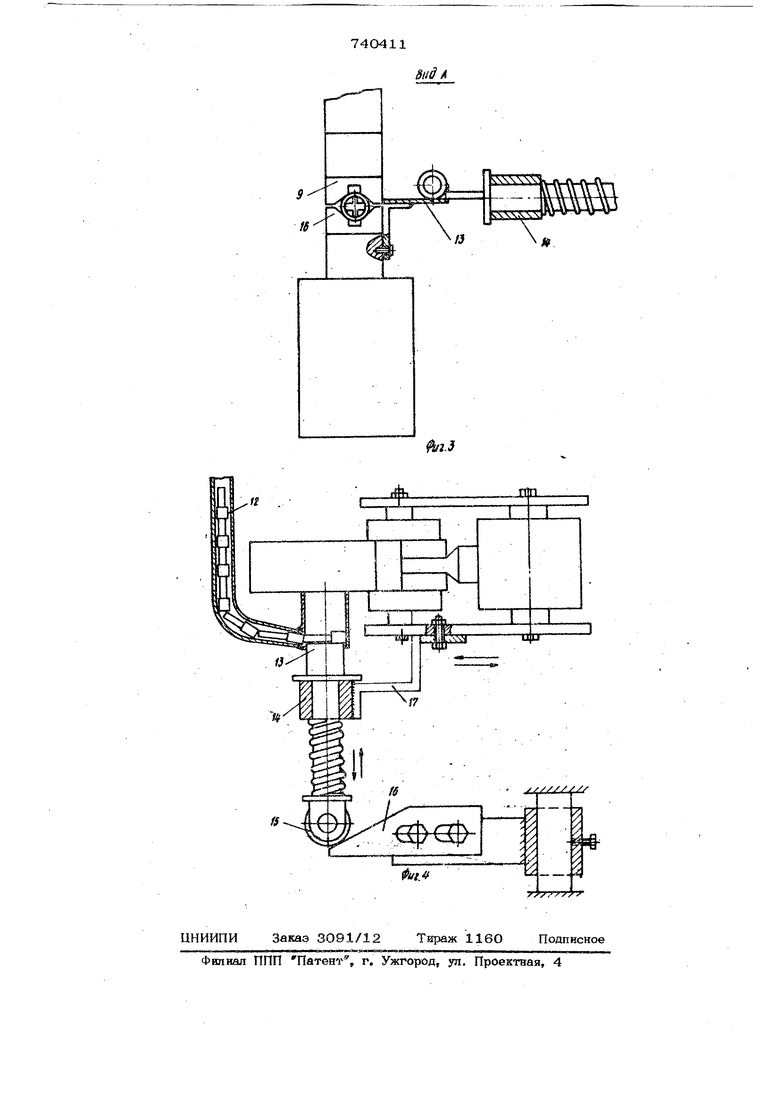
Устройство относится к области маши ностроения и может быть использовано для обработки пазов на различных деталя типа клапанов, валиков, осей и т. п. Известны устройства для обработки пазов, включающие установленный с возможностью возвратно-поступательного перемещения от кулачка стол с приспо соблением для детали и механизм сброса последней l. Предлагаемое устройство позволяет расширить технологические возможности известных, так как его можно установить на любой универсально-фрезерный станок и без специальных переналадок изготовит партии деталей различных типов. С этой целью предложенное устройство снабжено механизмом загрузки, включающим подпружиненный жестко закреп- ленный на столе толкатель и связанный с последним неподвижно установленный ку- лачотс, а механизм сброса детали выполнен в вице жёстко закретгленного стерж- ня, расположенного в выполненном в стопе пазу. На фиг. 1 представлена кинематическая схема заявляемого автоматичаского устройства; на фиг. ,2 - стол с механизмом зажима деталей; на фиг. 3 - вид А на фиг. 2; на фиг. 4 - механизм загрузки и подачи заготовки к внетру- менту Устройство может устанавливаться на зерном станке и включает ную головку 1, соединенную посреаством зубчатых передач 2 с головным праводом фрезерного станка; подвижный стол 3 с механизмом подачи, состоящим из гидроцилиндра 4,. шток 5 которого закреплен с одной стороны стола 3, а не другой стороне подвижного стона установлен рол их 6,взаимодвйствуюгавй с кулачком 7. Кулачок 7 закреплен на валу 8, соединенном ремевной передачей 9 с кодовым вннтс 10 механизма подачи станка, соединенного с приводом 11 подачи стопа станка Устройство содержит также механизм загрузки и подачи заготовки к инструменту (см. фиг, 4), состоящей из вер тикального магазина 12, прикрепленного к нему горизонтального ложа 13, а также из подпружиненного толкателя 14 один конец которого подвижно соединен ложем 13, а другой конец заканчивает™ ся роликом 15, который взаимодействует с наклонной плоскостью кулачка 16, закрепленного на неподвижной части ста ка. Подпружиненный толкатель 14 скобой 17 крепится к подвижному столу. Предлагаемое устройство снабжено также механизмом зажима деталей (фиг. 2), состоящим из двуплечего ры«.чага 18, конец одного плеча которого выполнен в виде сменной призмы 19, входящей в контакт с призмой 20, вто рое плечо рычага шарнирно соединено со штоком 21 гидроцилиндра 22. Ось поворота рычага закреплена на стойка 23, жестко установленной на столе 3. Гидроцилиндр 22 соединен гидравличес- кими линиями с насосной станцией (на чертежах не показано) через гидрораспределитель 24, включатель которого взаимодействует с кулачком 25, закрепленным на валу 26, соединенном передачей 27 с валом 8, на котором установлен кулачок 7. Призма 2О (см. фиг, 2) закреплена на стойке стола 3. Механизм сброса деталей снабжен стержнем 28, свободно размещенным в стойке 23 и закрепленным на неподвижной части станка. Ось стержня 28 совпадает с осью обрабатываемой детали. Устройство работает следующим обра зом. Заготовки загружают вертикально в магазин 12, откуда они под действием собственного веса попадают на ложе 13 При включении привода фрезерного стан ка через зубчатые передачи 2 получает вращение фрезерная головка 1 и через привод 11 - ходовой винт 10, последни через передачу 9 вращает вал 8 повора чивая кулачок 7. Кулачок 7, надавливая на ролик 6,передвигает стол 3 влево, в тесняя жидкость из гидроцилиндра 4. Одновременно от вала 8 через передачу 27.получает вращение вал 26, поворачивающий кулачок 25. Последний включает гидрораспределитель 24, открывающий доступ жидкости под давлением в поршнеBjTo часть гидроцилиндра 22, шток которого повс зачивает рычаг 18, а последний зажимает призмой 19 заготовку, лежащую на призме 2 О, подаваемую столом 3 к фрезерной головке 1. Производится фрезерование паза (или пазов). После окончания фрезерования ролик 6 попадает во впадину кулачка 7, стол 3 штоком 5 гидроцилиндра 4 передвигается вправо. В то же самое время кулачок 25 переключает гидрораспределитель 24, шток 21 гидроцилиндра 22 поворачивает рычаг 18, освобождая обрабатываемую заготовку. Стержень 28 по мере продвижения столика 3 вправо подходит к следующей заготовке, лежащей на ложе 13 и подает ее на призмы 19-2О, выталкивая обрабсхтанную деталь. В это же время ролик 15 накатывается на наклонную плоскость кулачка 16, и тол1сатель 14 подает оче- редную заготовку на уровень призм 192О. Цикл повторяется. Формула изобретения Устройство для обработки пазов, включающее установленный с возможностью возвратно-поступательного перемещения от кулачка стол с приспособлением для детали и механизм сброса последней, отличающееся тем, что, с целью расширения технологических возможностей, устройство снабжено механизмом загрузки, включающим подпружиненный жестко закрепленный на столе толкатель и связанный с последним неподвижно установленный кулачок, а механизм сброса детали выполнен в виде жестко закрепленного стержня, расположенного в выполненном в столе пазу. Источники информации, принятые во внимание при экспертизе 1, Авторское свидетельство СССР № 343785, кл. В 23 С 3/35, 1971.
Вт t/HfSHOis
| название | год | авторы | номер документа |
|---|---|---|---|
| Резьбонакатной полуавтомат | 1988 |
|
SU1625568A1 |
| Многопозиционный станок | 1987 |
|
SU1454652A1 |
| Загрузочное устройство | 1978 |
|
SU764936A1 |
| Многооперационный станок для обработки щитовых деталей мебели | 1980 |
|
SU889430A1 |
| Многопозиционный станок | 1980 |
|
SU944832A1 |
| Станок для сборки узлов запрессовкой | 1978 |
|
SU745642A1 |
| Загрузочное устройство | 1978 |
|
SU860994A1 |
| Роторный полуавтомат | 1990 |
|
SU1776220A3 |
| Устройство для фрезерования пазов | 1983 |
|
SU1098686A1 |
| Агрегатный станок | 1986 |
|
SU1423348A1 |