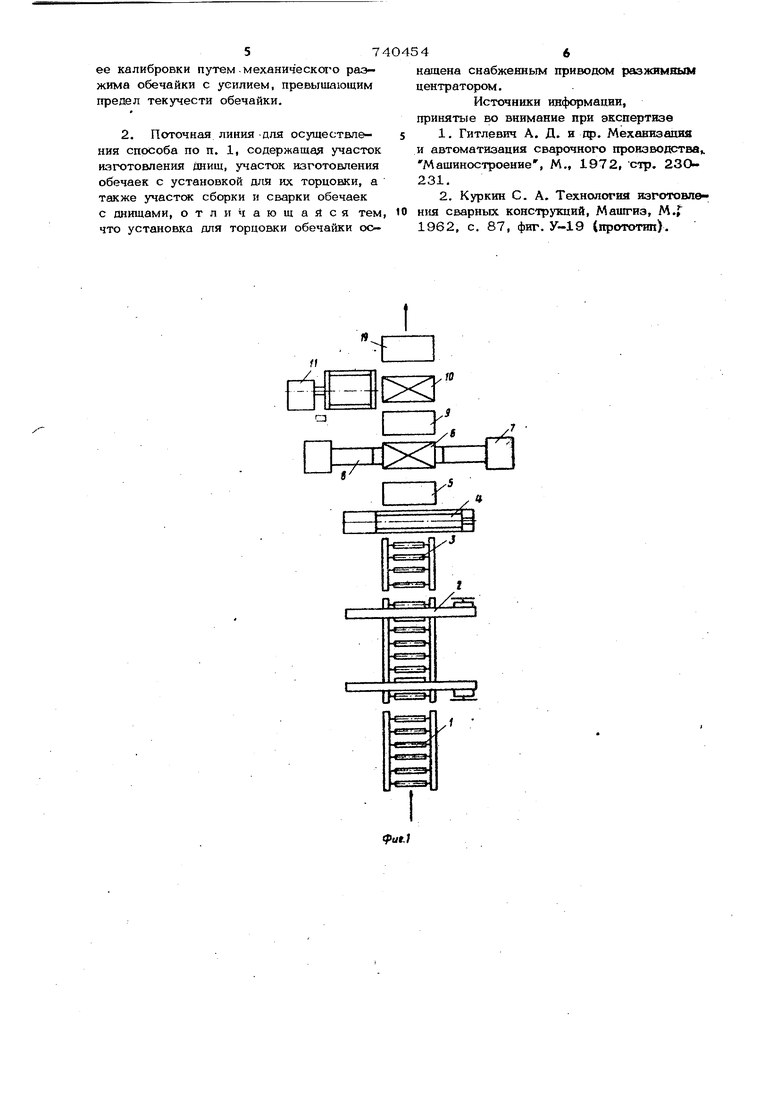
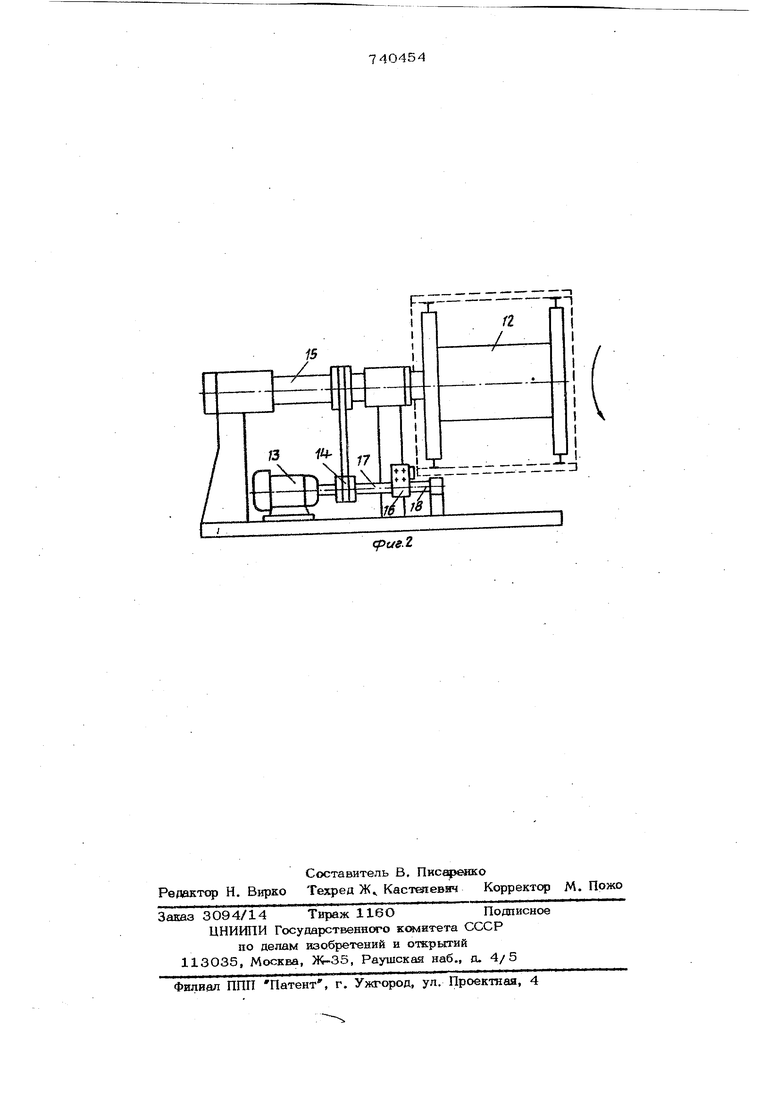
готовления днищ, участок изготовления обе чаек с установкой для их торцовки, а также участок сборки и сварки обечаек с днищами, причем установка для торцовки оонащена снабженным приводом разжимным центратором. На фиг. 1 схематически изображена поточная линия для изготовления сварных цилиндрических емкостей, вид сверху; на фиг. 2 - установка для калибровки и то цовки обечайки, вид сбоку. Поточная линия изготовления сварных цилиндрических емкостей состоит из подающего рольганга 1, установки 2, для обрезки листа по ширине, приводного .рольГанга 3, листогибочных вальдов 4, склиза-накопителя 5, поворотного стола 6, установки 7 для сварки продолыюго стыка, установки 8 для фрезеровки шва продольного -стыка, накопителя 9, с поворотного стола 1О и установки 11 для калибровки и торцовки обечайки. Установка 11 для калибровки и торцо&ки обечаек содержит разжимной центратор 12, приводимый во вращение электродвигателем 13 посредством клиноременной пере дачи 14 и вала 15, Электродвигатель 13 одновременно служит приводом суппорта 16 посредством ходового валика 17. На резцедержателе сутшстрта установлен резец 18. Из накопителя 19 обечайки поступают на последующие операции. Поточная линия изготовления сварных цилиндрических емкостей работает следукншим образом. Лист с заготовительных операций поступает на приводной подающий рольганг 1 Ьоторый транспортирует его к установке 2 для обрезки листа по ширине. Обрезанный лист приводным рольгангом 3 транспортируется к вальцам 4, а свальцоваш5ая обечайка далее с помощью накопителя 5 и поворотного стола 6 подается на установку для сварки хфодольного стыка, на которой производится совмещение кромок и сварка обечайки. Затем свареш1ая обечайка через поворотный стол 6 поступает далее на ус тановку 8 для фрезеровки шва продольного стыка. После фрезеровки обечайка с псыотыо накопителя 9 и поворотного стола 10 поступает на установку 11 для калибровки и торцовки обечайки. На этой установке производится калибровка обечайки и торцовка ее с выдерживанием размера обечайки по длине. Установка 11 для калибровки и торцовки обечаек работает следующим образом. На сжатый центратор 12 заводится обечайка, и центратор разжимается. Включается электродвигатель 13, который приводит во вращение посредством передачи 14 и вала 15 центратор 12 с зажатой обечайкой. Ошювременно осуществл5потся подвод суппорта 10 к торцу и его рабочая подача с помошью ходового валика 17. Резец 18 осуществляет торцовку и снятие за- усениев. Установка может, быть выполнена также с двумя суппортами, расположенными с обоих торцов обечайки, что позволит осуществлять одновременную обработку обоих торцов и исключить необходимость перестановки обечайки. Кроме того, резцедержатель может быть снабжен резцами для снятия заусенцев одновременно с торцовкой. Усилие разжима центратора выбирается близким к ,пределу текучести материала обечайки, что обеспечивает ее калибровку. С установки 11 для калибровки и торцовки обечайка попадает на накопитель 19, а оттуда транспортируется на последующие операции сборки и сварки обечайки с днищами. При осзтцествлении нового способа огп адает необходимость иметь в технологической цепи отдельно установку для обработки кромок листа по его длине и установку для калибровки обечаек, В результате упрощается линия и экономится производственные площади. Кроме того, обработка торцов позволяет уменьшить погрещность в неперпендикулярности торцов обечайки к её образук щей, обеспечить легкость установки, вь ставления и съема обечайки, улучшить технологичность, обеспечить хорошую стыко&ку с днищами, улучшить качество сварных швов. Формула изобретения 1. Способ изготовления сварных цилиндрических емкостей, состоящих из днищ и цилиндрических обечаек,включающий операции изготовления дншд и операции торцовки и калибровки, а также операдии сборки и сварки днищ с обечайками, отличающийся тем, что,с целью повы- .шения качества изготовляемых е1 костей путем обеспечения их более точных геометрических размеров, перед операцией торцовки обечайки осуществляют операцию
ее калибровки путем механическот-о разжима обечайки с усилием, превышающим предел текучести обечайки.
2. Поточная линия Для осуществления способа по п. 1, содержащая участок изготовления днищ, участок изготовления обечаек с установкой для их торцовки, а также участок сборки и сварки обечаек с днищами, отличающайся тем, что установка для торцовки обечайки оснащена снабженным приводом разжимным
центратором.
Источники информации,
принятые во внимание при экспертизе 1. Гитлевич А. Д. и др. Механизацва
и автоматизация сварочного производства
Машиностроение, М., 1972, стр. 23О231.
2. Куркин С. А. Технология изготовлекия сварных конструтщий, Машгиз, М.
1962, с. 87, фиг. У-19 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2156184C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ СОСУДОВ ВЫСОКОГО ДАВЛЕНИЯ | 2012 |
|
RU2510784C1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU893488A1 |
| Способ изготовления сварных обсадных двухстенных труб из секций и технологическая линия для его осуществления | 1984 |
|
SU1214258A1 |
| Автоматизированная поточная линия | 1976 |
|
SU727384A1 |
| Устройство для сборки,сварки и торцовки обечаек из сегментов | 1983 |
|
SU1131622A1 |
| Внутреннее устройство для сборки под сварку кольцевых стыков обечаек | 1982 |
|
SU1079393A1 |
| ЛИНИЯ ДЛЯ СБОРКИ И СВАРКИ СТЫКОВ ТРУБ | 2005 |
|
RU2298129C1 |
| Поточная линия для сборки и сварки металлоконструкций | 1976 |
|
SU656788A1 |
| Стенд для сборки и вращения в процессе сварки кольцевых стыков обечаек | 1977 |
|
SU732109A1 |
n/J
