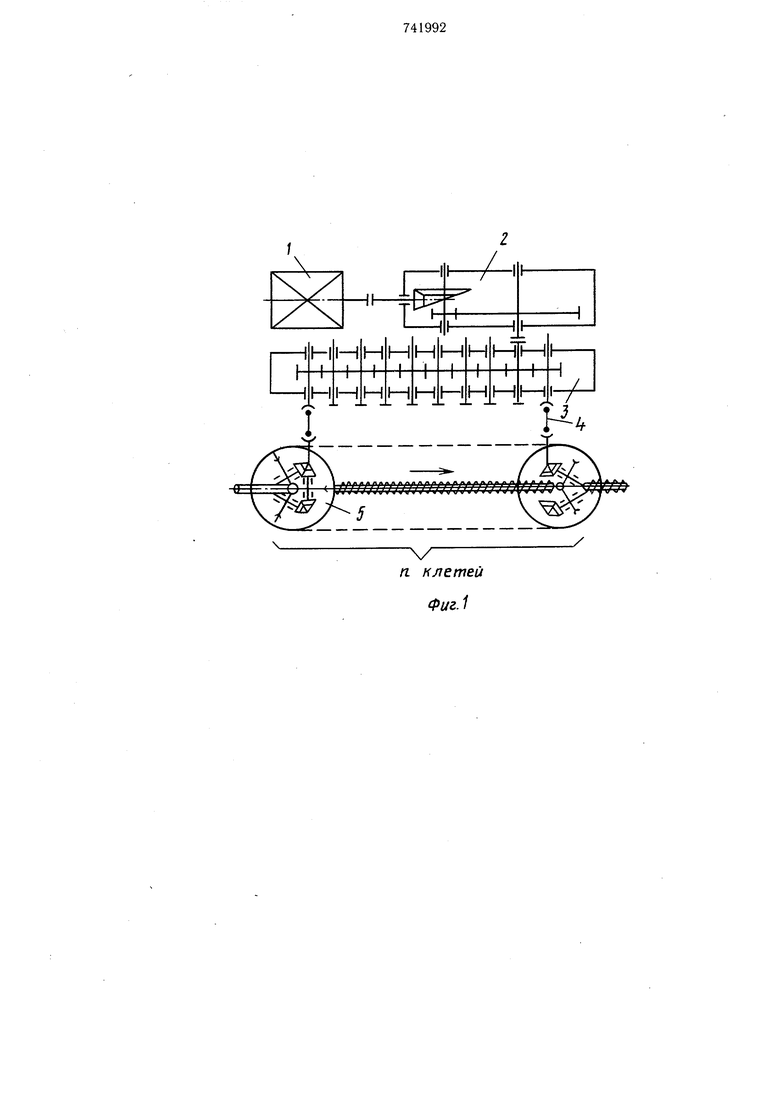
ного редуктора через универсальные шпиндели 4 связаны с трехвалковыми рабочими клетями 5, число которых зависит от изделия (обычно 6-10).
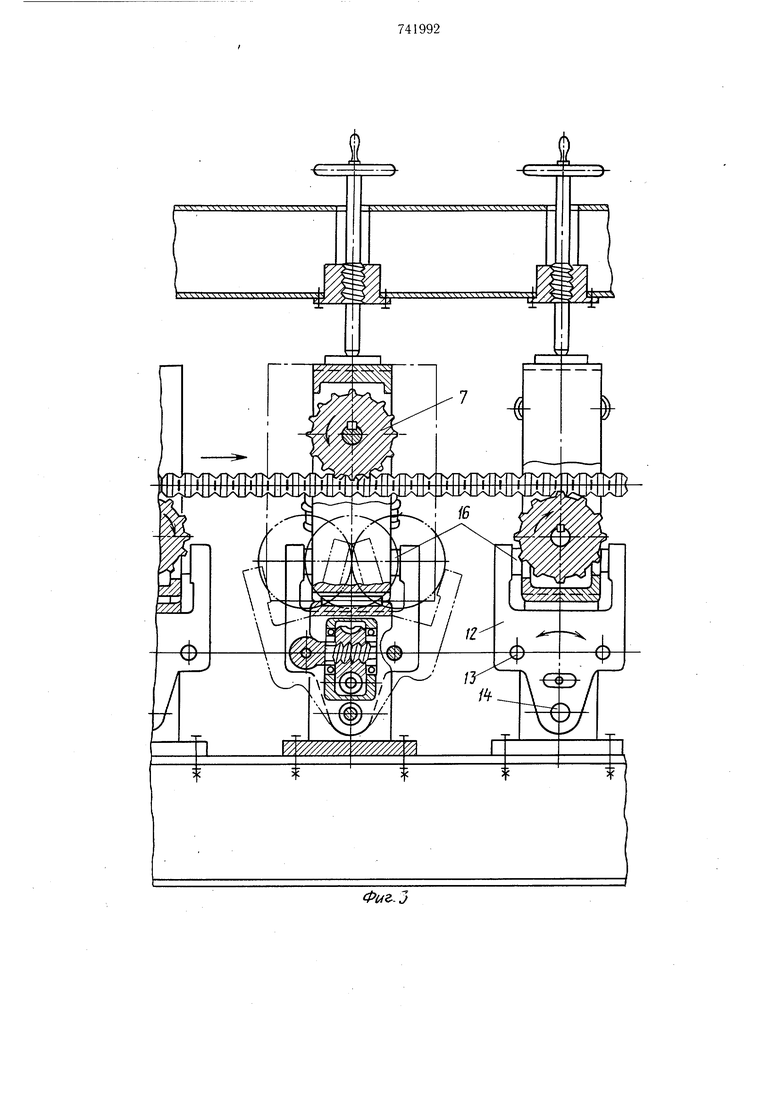
Каждая рабочая клеть имеет один вводной вал 6 и три валка 7 с зубчатыми калибрами, связанными четырьмя коническими колесами 8.
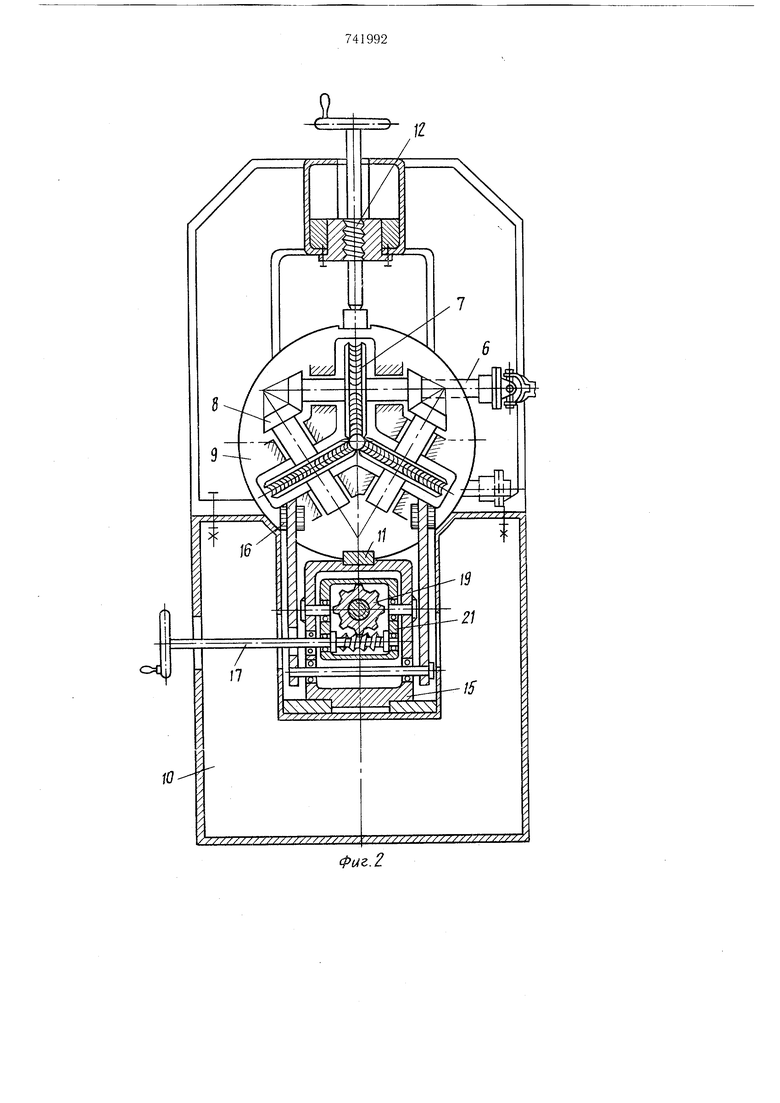
Корпус 9 клети круглой формы фиксируется в станине устройства 10 от проворота шпонкой, а от смещения - прижимом 11 винтового типа.
Для возможности регулировочного перемеш,ения клети вдоль оси стана каждая клеть оснаш,ена механизмом возвратно-поступательного перемеш,ения, который состоит из пары качаюш,ихся фигурных рычагов 12, выполненных в виде вилки и жестко скрепленных один с другим двумя тягами 13 и осью 14. Ось 14 рычагов 12 закреплена в стойке 15.
Рычаги 12 упираются в жестко закрепленные на торцах клетей выступы 16, имеюш,ие цилиндрическую форму контактной поверхности.
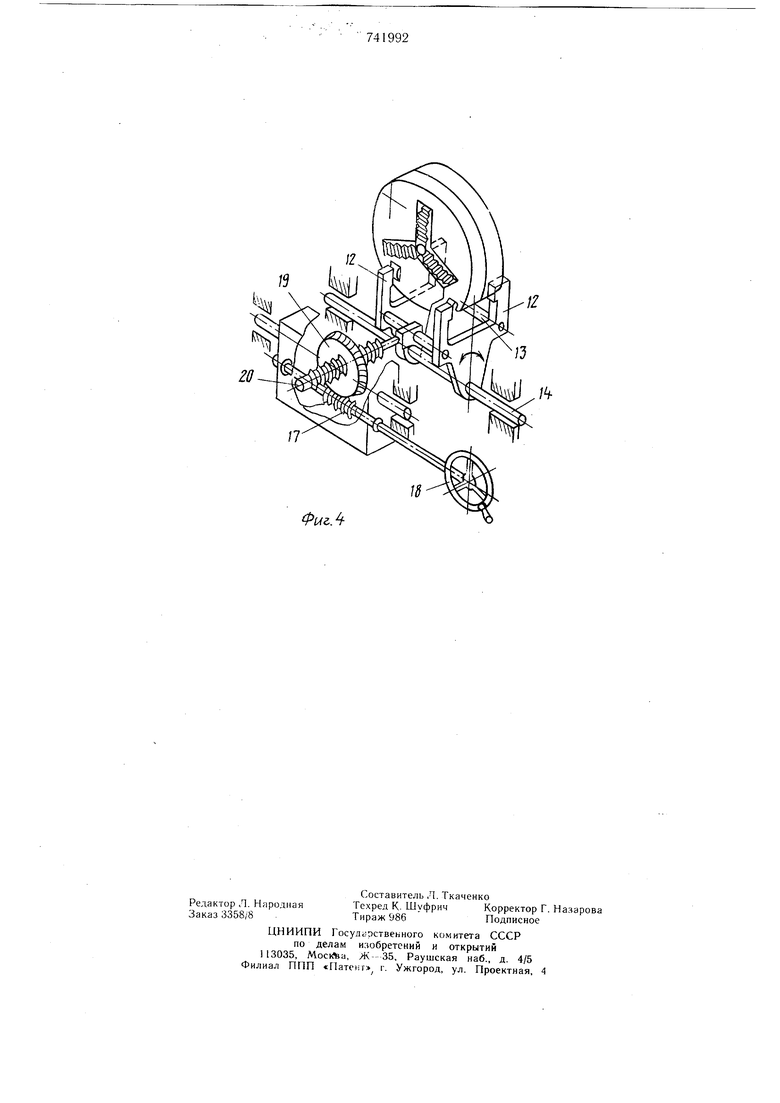
Привод механизма возвратно-поступательного перемещения выполнен в виде червяка 17 со шкивом 18, находящегося в зацеплении с червячным колесом 19, имеющим центральные резьбовые отверстия, через которые пропущен винт 20, шарнирно связанный с тягой 13, а корпус привода 21 шарнирно закреплен на стойке 15.
Устройство работает следующим образом.
Электродвигатель через понижающий редуктор и раздаточный редуктор вращает валки клетей, имеющих соответствующую калибровку. Проходя последовательно все клети, гладкая труба получает профильную форму, причем каждая последующ-ая клеть углубляет впадину, сделанную предыдущей клетью.
В случае несовпадения выступов калибров последующей клети со впадинами, образованными калибрами предыдущей клети, последующую клеть перемещают вдоль оси прокатки при помощи механизмов перемещения.
Для этого освобождают зажим 11, прижимающий клеть к станине, после чего вращением шкива 18 с червяком 17 поворачивают червячное колесо 19, перемещая винт 20.
Винт поворачивает рычаги 12, которые взаимодействуя с цилиндрическими выступами 16, смещают клеть.
Предлагаемое устройство обеспечивает сокращение в 2-3 раза времени на настройку стана в случае необходимости настройки всех клетей и в 10-15 раз - в случае необходимости настройки одной клети.
Это повыщает коэффициент использования оборудования и снижает на 15-20% простои.
Устройство позволяет также повысить качество выпускаемой продукции за счет регулировок клетей после износов калибров.
Вследствие этого становится возможным
экономия ручного труда, повышение производительности стана, улучшение качества продукции, что дает экономический эффект порядка 100 тыс. руб. в год.
Формула изобретения
1. Устройство для гофрирования металлических труб, содержащее установленные вдоль общей оси на станине и связанные с приводами трехвалковые клети, отличающееся тем, что, с целью упрощения и ускорения настройки устройства, каждая клеть снабжена приводным механизмом ее возвратно-поступательного перемещения, выполненным в виде пары установленных параллельно и с возможностью одновременного поворота вильчатых рычагов, охватывающих клеть с перпендикулярных к ее оси торцов и взаимодействующих с выполненными на торцах клети выступами.
5 2. Устройство по п. 1, отличающееся тем, что привод механизма возвратно-поступательного перемещения клети выполнен в виде червячного привода, в червячном колесе которого выполнено центральное резьбовое отверстие, и щарнирно связанного с вильчатыми рычагами винта, размещенного в резьбовом отверстии червячного колеса.
Источники информации, принятые во внимание при экспертизе
1.Патент ФРГ № 851791, кл. 7 в 37/20, 1962.
2.Патент Великобритании № 1326316, кл. В 3 Е,1973 (прототип).
ex
фиг.2
г
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕВЕРСИВНЫЙ ПРОКАТНЫЙ СТАН | 1996 |
|
RU2112614C1 |
| Предварительно напряженная прокатная клеть | 1987 |
|
SU1440570A1 |
| Прокатный стан | 1989 |
|
SU1639808A1 |
| ДВУХКЛЕТЕВОЙ БЛОК ТРЕХРОЛИКОВЫХ КЛЕТЕЙ | 1998 |
|
RU2149720C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ С ФАЛЬЦЕВЫМ ШВОМ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2203169C2 |
| Прокатная клеть | 1988 |
|
SU1554999A1 |
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2007 |
|
RU2338607C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1997 |
|
RU2118921C1 |
| ДВУХКЛЕТЕВОЙ БЛОК ТРЕХРОЛИКОВЫХ КЛЕТЕЙ | 1999 |
|
RU2177385C2 |
| Трехвалковая клеть винтовой прокатки | 1979 |
|
SU780913A1 |
(PH2..J
