сл С
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для изготовления выплавляемой модели | 1988 |
|
SU1629137A2 |
| Ротор изготовления модельных блоков | 1987 |
|
SU1411092A1 |
| Стенд для запрессовки крупногабаритных пресс-форм | 1986 |
|
SU1400760A1 |
| Устройство для запрессовки модель-НОй МАССы | 1979 |
|
SU850263A1 |
| УСТРОЙСТВО для ЗАПРЕССОВКИ МОДЕЛЬНОЙ МАССЫ | 1972 |
|
SU337184A1 |
| УСТРОЙСТВО ДЛЯ ЗАПРЕССОВКИ МОДЕЛЬНОЙ МАССЫ В ПРЕСС-ФОРМУВ ПТБФОеЛ 3!fOOEPi | 1972 |
|
SU433949A1 |
| Установка для изготовления крупногабаритных выплавляемых моделей | 1977 |
|
SU743773A1 |
| Устройство для запрессовки модельной массы в пресс-форму | 1980 |
|
SU908476A1 |
| Устройство для запрессовки модельнойМАССы B пРЕСС-фОРМу | 1979 |
|
SU821029A1 |
| ПРЕСС-ФОРМА ДЛЯ ВСПЕНИВАЮЩИХСЯ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 2021 |
|
RU2761218C1 |

Использование: в литейном производстве при литье по выплавляемым моделям. Сущность изобретения: установка для изготовления моделей содержит шприц-машину, соединенную пастопроводами с рабочими зонами для запрессовки модельного состава, рабочие зоны для сборки и разборки пресс-форм , расположенные по периметру сборочного стола, размещенного концентрично ванне охлаждения, высота которого равна высоте кольцевого фланца, расположенного между ванной охлаждения и сборочным столом с возможностью поворота. Ванна охлаждения разделена перегородкой на две части, полости которых сообщены, глубина части ванны для пресс- форм меньше, чем глубине части ванны для моделей. 1 з.п. ф-лы, 2 ил.
Изобретение относится к литейному производству, а именно к установкам для литья по выплавляемым моделям.
Известна установка по техническому решению, содержащая бак с модельным составом, соединенным пастопроводом с зонами изготовления моделей, на которых производится сборка и разборка пресс- форм, осуществляется извлечение моделей из пресс-форм и перемещение их в ванну охлаждения.
Известна установка для изготовления моделей, содержащая смесители, шприц- машину, соединенную с головкой, в которой размещено сопло для запрессовки модельного состава, нависшее над столом карусели, где закреплены многоместные, охлаждаемые водой пресс-формы, при этом корпус со смесителями расположены с боку от стола карусели. Недостатком известных установок является снижение производительности, а также удобства при ручной сборке и разборке пресс-форм в мелкосерийном и серийном производстве.
Цель изобретения - повышение удобства работы и повышение производительности при ручной сборке и разборке пресс-форм в мелкосерийном и серийном производстве.
Указанная цель достигается тем, что устройство снабжено сборочным столом, выполненным кольцевой формы и установленным концентрично ванне охлаждения, выполненной цилиндрической и разделенной перегородкой на две части, одна из которых предназначена для размещения пресс-формы, а другая - для размещения моделей, при этом между сборочны л столом и ванной охлаждения размещен кольцевой фланец с ручками для его поворота, высота рабочей поверхности кольцевого фланца равна высоте рабочей поверхности сбороч Ч
VI о о
ю
00
ного стола, полости частей ванны охлаждения сообщены между собой, а рабочие зоны запрессовки модельного состава и сборки, и разборки пресс-форм расположены равномерно по периметру сборочного стола, при этом глубина части ванны охлаждения для пресс-форм меньше глубины части ванны охлаждения для моделей. Снабжение установки сборрчн м столом, выполненным кольцевой формы постановленным концен- трично ванне охлаждения позволяет осуществлять nosopot iT создавать условия для производительного, бесперебойного изготовления моделей, подаваемых в рабочие зоны при отсутствии потоков движения моделей и пресс-форм. Выполнение ванны охлаждения цилиндрической и разделенной перегородкой на две части, одна из которых предназначена для размещения пресс- форм, а другая - для размещения моделей позволяет осуществлять поворот обеих частей ванны охлаждения с фланцем внутри сборочного стола обеспечивая удобство извлечения пресс-форм и моделей.
Размещение между сборочным столом и ванной охлаждения кольцевого фланца с ручками для поворота обеспечивает вращение кольцевого фланца вместе с обеими частями ванны охлаждения внутри сборочного стола, организуя при этом направление потока пресс-форм и моделей,
Сообщение между собой полости частей ванны охлаждения создает условия для размещения ванны для охлаждения внутри сборочного стола, концентричного ванне Охлаждения, а также осуществляет направление движения пресс форм и моделей в том направлении, и котором необходимо модельщику, при отсутствии их перепутыпа- ния.
Равномерное расположение по периметру сборочного стола рабочих зон запрессовки модельного состава и сборки, и разборки пресс-форм создает направленные потоки движения для изъятия пресс- форм из ванны охлаждения и опускания моделей с пресс-форм в ванну при отсутствии помех со стороны модельщиков.
Выполнение глубины части ванны охлаждения для пресс-форм меньше глубины части ванны охлаждения для моделей, обеспечивает удобство извлечения охлажденных пресс-форм, при этом ванна для моделей обеспечивает быстрое их охлаждение.
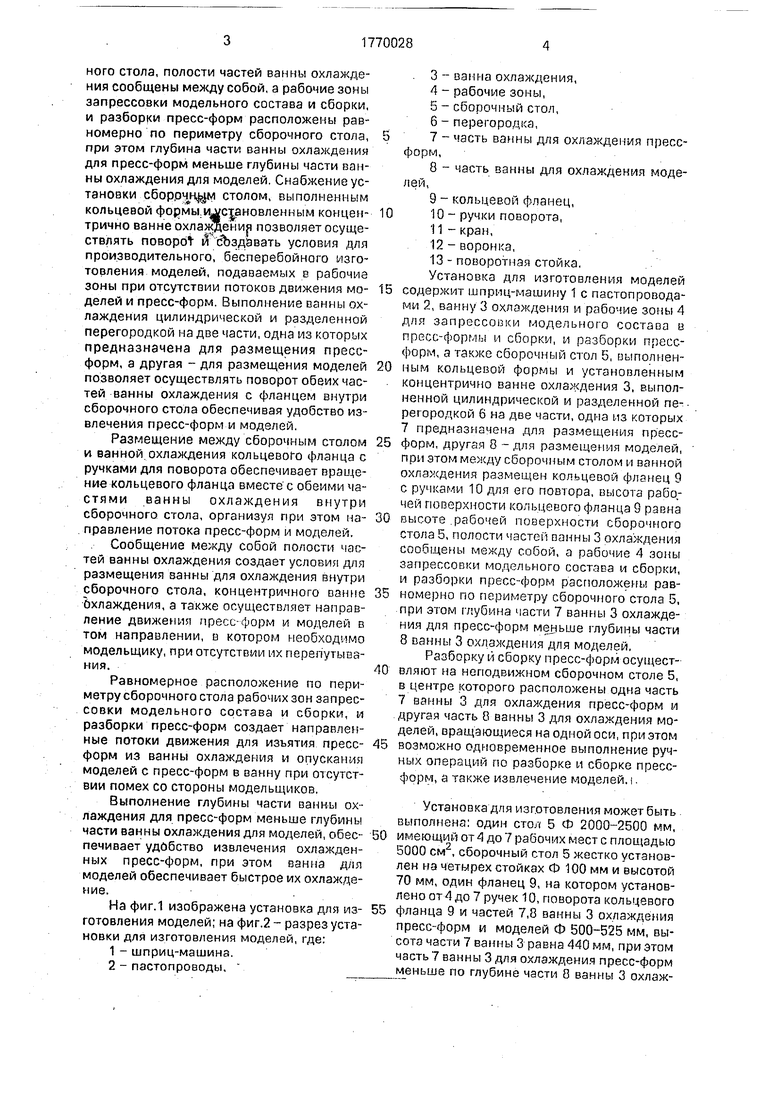
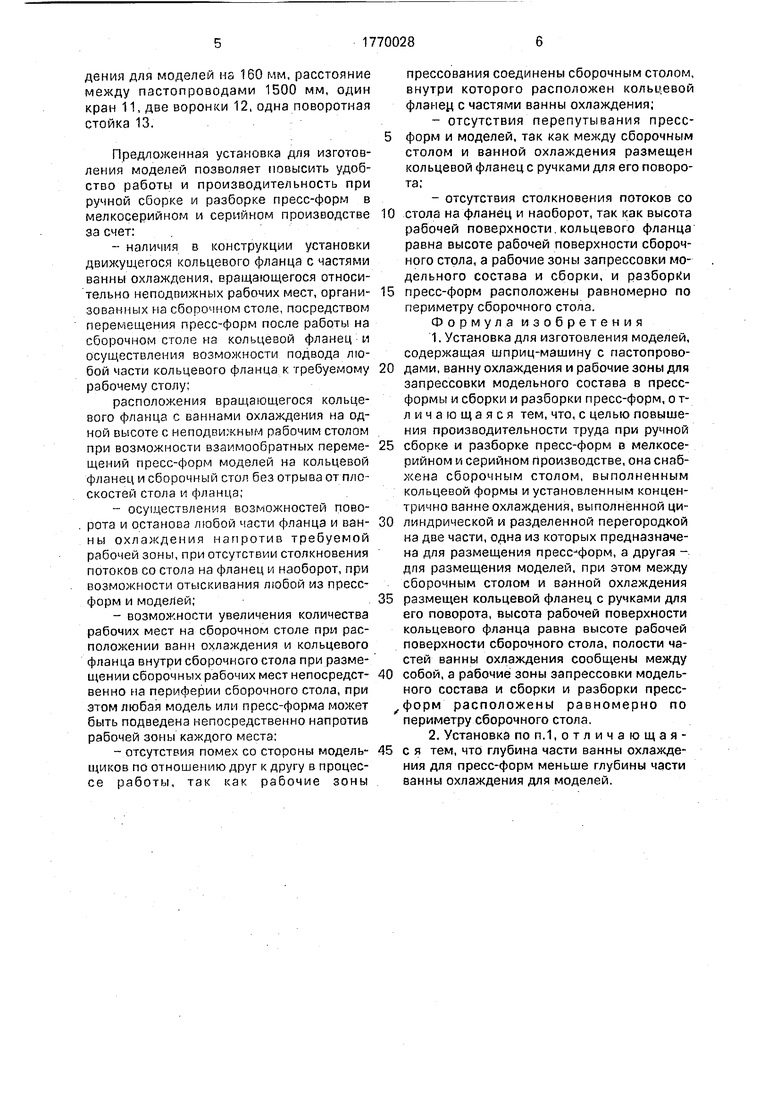
На фиг.1 изображена установка для изготовления моделей; на фиг.2 - разрез установки для изготовления моделей, где:
1- шприц-машина.
2- пастопроводы,
3- ванна охлаждения,
4- рабочие зоны,
5- сборочный стол,
6- перегородка,
7 - часть ванны для охлаждения прессформ,
8- часть ванны для охлаждения моделей,
9- кольцевой фланец, 10 - ручки поворота,
11- кран,
12- воронка,
13- поворотная стойко.
Установка для изготовления моделей содержит шприц-машину 1 с пастопровода- ми 2, ванну 3 охлаждения и рабочие зоны 4 для запрессовки модельного сосгаоа в пресс-формы и сборки, и разборки пресс- форм, а также сборочный стол Б, выполнен- иым кольцевой формы и установленным концентрично ванне охлахдения 3, выполненной цилиндрической и разделенной перегородкой 6 на две части, одна из которых
7предназначена для размещения пресс- форм, другая 8 - для размещения моделей,
при этом между сборочным столом и ванной охлахдения размещен кольцевой фланец 9 с ручками 10 для его повтора, высота рабочей поверхности кольцевого фланца 9 равна
высоте рабочей поверхности сборочного стола 5, полости частей панны 3 охлаждения сообщены между собой, а рабочие 4 зоны запрессовки модельного состава и сборки, и разборки пресс-форм расположены равномерно по периметру сборочного стола 5, при этом глубина части 7 ванны 3 охлаждения для пресс-форм меньше мубины части
8ванны 3 охлаждения для моделей,
Разборку и сборку пресс-форм осущест- вляют на неподвижном сборочном столе 5, в центре которого расположены одна часть 7 ванны 3 для охлаждения пресс-форм и другая часть 8 ванны 3 для охлаждения моделей, вращающиеся на одной оси, при этом возможно одновременное выполнение ручных операций по разборке и сборке пресс- форм, а также извлечение моделей, i
Установка дня изготовления может быть выполнена: один стол 5 Ф 2000-2500 мм,
имеющий от 4 до 7 рабочих мест с площадью 5000 см , сборочный стол 5 жестко установлен на четырех стойках Ф 100 мм и высотой 70 мм, один фланец 9, на котором установлено от 4 до 7 ручек 10,поворота кольцевого
фланца 9 и частей 7,8 ванны 3 охлаждения пресс-форм и моделей Ф 500-525 мм, высота части 1 ванны 3 равна 440 мм, при этом часть 7 ванны 3 для охлаждения пресс-форм меньше по глубине части 8 ванны 3 охлаждения для моделей на 160 мм, расстояние между пзстопроводами 1500 мм, один кран 11, две воронки 12, одна поворотная стойка 13.
Предложенная установка для изготовления моделей позволяет повысить удобство работы и производительность при ручной сборке и разборке пресс-форм в мелкосерийном и серийном производстве за счет:
-наличия в конструкции установки движущегося кольцевого фланца с частями ванны охлаждения, вращающегося относительно неподвижных рабочих мест, организованных на сборочном столе, посредством перемещения пресс-форм после работы на сборочном столе на кольцевой фланец и осуществления возможности подвода любой масти кольцевого фланца к требуемому рабочему столу:
расположения вращающегося кольцевого фланца с ваннами охлаждения на одной высоте с неподвижным рабочим столом при возможности взаимообратных перемещений пресс-форм моделей на кольцевой фланец и сборочный стол без отрыва от плоскостей стола и фланца;
-осуществления возможностей поворота и останова любой части фланца и ванны охлаждения напротив требуемой рабочей зоны, при отсутствии столкновения потоков со стола на фланец и наоборот, при возможности отыскивания любой из пресс- форм и моделей;
-возможности увеличения количества рабочих мест на сборочном столе при расположении ванн охлаждения и кольцевого фланца внутри сборочного стола при размещении сборочных рабочих мест непосредственно на периферии сборочного стола, при этом любая модель или пресс-форма может быть подведена непосредственно напротив рабочей зоны каждого места:
-отсутствия помех со стороны модельщиков по отношению друг к другу в процессе работы, так как рабочие зоны
прессования соединены сборочным столом, внутри которого расположен кольцевой фланец с частями ванны охлаждения;
-отсутствия перепутывания пресс- 5 форм и моделей, так как между сборочным
столом и ванной охлаждения размещен кольцевой фланец с ручками для его поворота;
-отсутствия столкновения потоков со 10 стола на фланец и наоборот, так как высота
рабочей поверхности.кольцевого фланца равна высоте рабочей поверхности сборочного стола, а рабочие зоны запрессовки модельного состава и сборки, и разборки
5 пресс-форм расположены равномерно по периметру сборочного стола.
Формула изобретения 1. Установка для изготовления моделей, содержащая шприц-машину с пастопрово0 дами, ванну охлаждения и рабочие зоны для запрессовки модельного состава в пресс- формы и сборки и разборки пресс-форм, о т- л и чающаяся тем, что, с целью повышения производительности труда при ручной
5 сборке и разборке пресс-форм в мелкосерийном и серийном производстве, она снабжена сборочным столом, выполненным кольцевой формы и установленным концен- трично ванне охлаждения, выполненной ци0 линдрической и разделенной перегородкой на две части, одна из которых предназначена для размещения пресс-форм, а другая - для размещения моделей, при этом между сборочным столом и ванной охлаждения
5 размещен кольцевой фланец с ручками для его поворота, высота рабочей поверхности кольцевого фланца равна высоте рабочей поверхности сборочного стола, полости частей ванны охлаждения сообщены между
0 собой, а рабочие зоны запрессовки модельного состава и сборки и разборки пресс- хформ расположены равномерно по периметру сборочного стола.
Фиг. 2
| Способ изготовления выплавляемых моделей | 1981 |
|
SU1045996A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Литье по выплавляемым моделям | |||
| Под ред | |||
| Я.И.Шкленника и В.А.Озерова | |||
| - М., 1984, с | |||
| Канатное устройство для подъема и перемещения сыпучих и раздробленных тел | 1923 |
|
SU155A1 |
