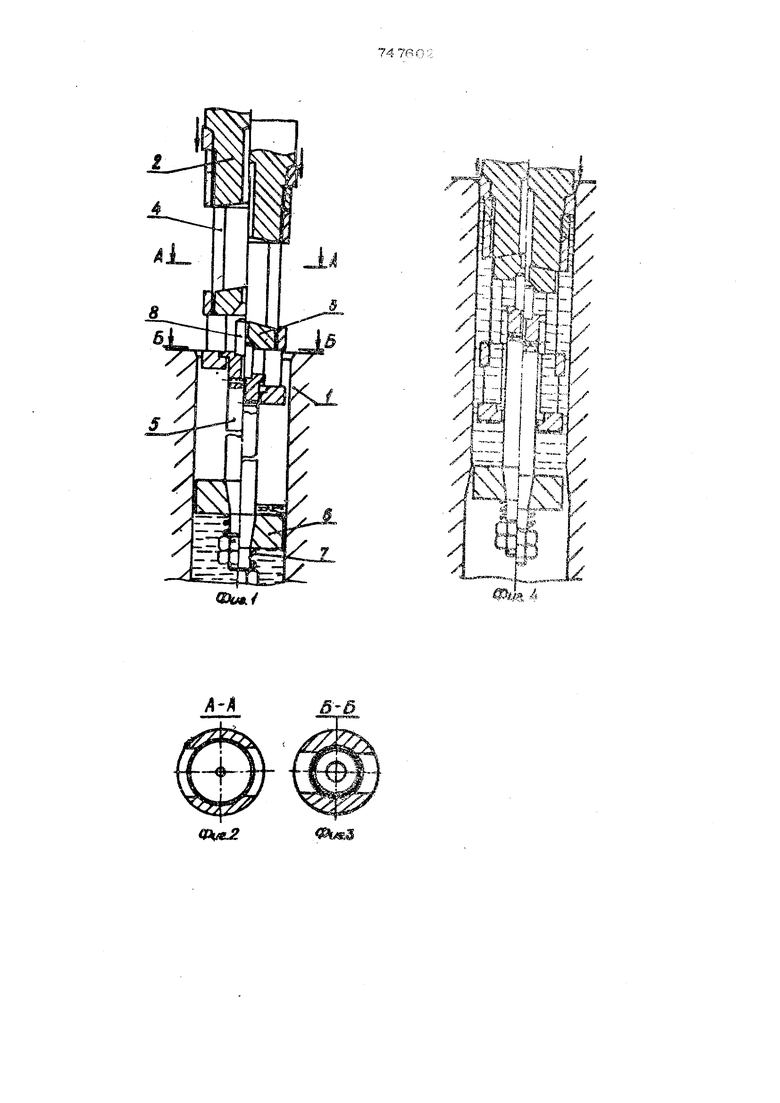
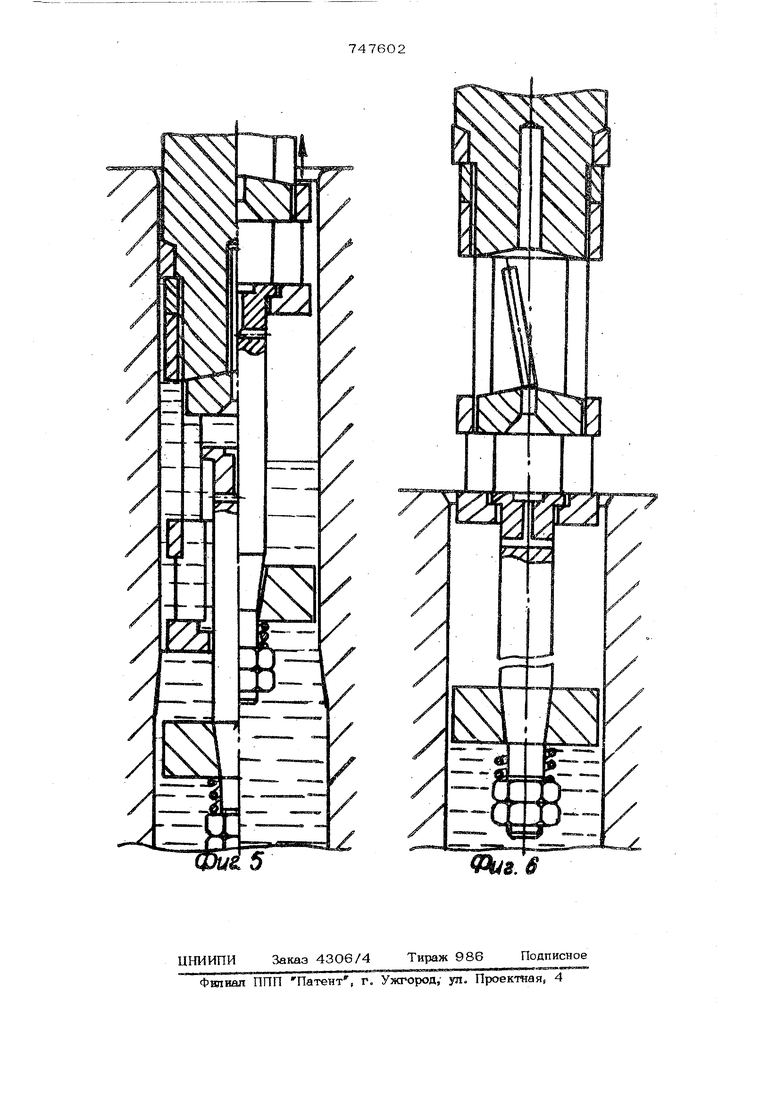
корпусу; на фиг. 4 и фиг. 5 - устройство в промежуточных стадиях цикла гипропрео сования. Устройство содержит {фиг. 1) контейнер 1, полый шток 2, матрицу 3. К штоку 2 прикреплен трубчатый корпус 4, в Ионной части которого установлен толкатель 5 с 0емпфером 6, поажатый к толкателю 5 пружиной 7. Устройство работает следующим образом. Матрица 3 размещена на выступах в корпусе 4, а толкатель 5 - в донной части корпуса 4. Загрузка и установка заготовки 8 на толкатель 5. осуществляется через окно в корпусе 4, которое нахоаит ся при загрузке поа контейнером, что и соста вляет удобство в эксплуатации. В начальной стации демпфер 6 поджат к тол кателю 5 пружиной 7, При рабочем ходе штока 2 (вниз) рабочая жиокость заполненная в контейнер начинает перетекать через щель межау демпфером 6 и контейнером I и в напдемпферную полость. За счет разницы давлений жидкости на аемпфер 6 появляется осевое усилие, перепеваемое толкателю 5, под действием которого толкатель 5 с демпфером б вместе с заготовкой 8 перемицается относительно корпуса 4 сначала до упора заготовки 8 в матрицу 3 (фиг. 1 справа), а затем вместе с матрицей 3 ао упора последней в торид штока 2 (фиг. 4 слева). В этом положении канал контейнера 1 загерметизирован уплотнением на штоке 2. При дальнейшем рабочем ходе штока 2 начинается процесс гидромеханического преосования заготовки 8, т.е. заполнение материалом заготовки 8 конической и формообразующей частей очка матрицы 3. При этом диаметр канала контейнера I, соответствующий положению аемпфера 6, вьтолнен увеличивающимся, зазор меж ду демпфером 6 и контейнером 1 увеличивается и при (жреаеленных значениях зазора демпфирование претсращается и про исходит отрыв заготовки 8 от толкателя 5, чему способствует торцовое давление жишсости на заготовку 8 (фиг. 4 справа) При дальнейшем рабочем ходе штока 2 давпение жидкости повышается и осушест вляется выдавливание заготовки 8 через очко матрицы 3 в полость штока 2 жидкостью высокого давления. На фиг. 5 (справа) изображено устройство в крайнем нижнем положении wm, ка 2 с пресс-изделием в полости штока 2, При ходе штока 2 вверх под действием собственного веса и матрица 3, и толкатель 5 с демпфером 6 возвращаются в исходное положение на опорные места в корпусе 4. При этом избыточное давление рабочей жидкости под демпферок 6 прео- долевает усилие пружины 7 и между толкателем 5 и демпфером 6 образуется зазор, которьй уменьшает или исклкчает демпфирование. Пресо-изделие поц дейст вием сипы тя хегтп выпадает из полсЗсти штока 2 и при возвращении устройства в исходное положение вьп ружается в окно кортуса 4 (фиг. 6). формула изобретения, 1.Устрюйство для обратного гидропрессования заготовки, содержащее контейнер с цилиндрической рабочей полостью, мат рицу и подвижный в направлении к матрице полый шток, отличающееся тем, что, с целью повышения производительности, улучшения условий эксплуатации, оно снабжено смонтированным на обращенном к матрице торце ш-гока трубчатым корпусом с окнами в стенке для загрузки заготовки и выгрузки пресо-изделня и подвижно установленным одним концом в донной части корпуса толкателем, несущим на другом, размещенном в контейнере конце демпфер и имеющим каналы, сое1ш1шкнцие рабочую полость контейнера с полостью корпуса, а матрица установлена внутри корпуса с возможностью ограниченного осевого перемещения. 2.Устройство гю п. 1, отличающее с я тем, что, с цепью исключения торцового давления толкателя на заготовку в процессе прессования, диаметр ра бочей полости контейнера в зоне размещения демпфера больше диаметра последнего на величину, исключающую демпфирование. 3.Устройство поп. 1,отличающееся тем, что демпфер установлен на толкателе по конической сопрягаемой поверхности с возможностью осевого перемацения и подпружинен относительно толкателя в том же направлении.
Фил
ФшЛ
| название | год | авторы | номер документа |
|---|---|---|---|
| "Устройство для гидромеханической вытяжки изделий типа "стакан" | 1990 |
|
SU1754281A1 |
| Устройство для гидропрессования трубчатых изделий | 1987 |
|
SU1532172A1 |
| Способ гидростатического деформирования профильных изделий из трубных заготовок | 1988 |
|
SU1655589A1 |
| Способ горячего прессования заготовок | 1988 |
|
SU1671387A1 |
| Гидравлический трубный пресс | 1975 |
|
SU556861A1 |
| Устройство для горячего гидропрессования | 1976 |
|
SU649498A1 |
| Способ гидромеханического прессования полых изделий и установка для его осуществления | 1984 |
|
SU1465165A1 |
| Устройство для гидропрессования труб | 1987 |
|
SU1456274A1 |
| Устройство для гидропрессования труб | 1987 |
|
SU1512703A1 |
| Способ гидромеханического прессования полых изделий | 1981 |
|
SU956124A1 |