Это достигается тем, что в предлагаемой конструкции каждый грузоноситель выполнен в виде автономных загрузочных секций, корпус каждой из которых шарнирно подвешен с возможностью проворота на общей горизонтальной штанге, причем устройство снабжено реле времени и задатчиком и считывателем номера секшш выгрузки, выход последнего из которых соед1шен через последовательно включенные коммутирующее реле и реле време1ш с j cпoлнитeльньDv и м еханнзм ами.
Корпус каждой секшш груэоноситепя снабжен фигурным выступом, при этом
каждый исполнительный выполнен в виде связанного с электромагнитом - толкателя, взаимодействующего с фигур- HbtNi выступом.
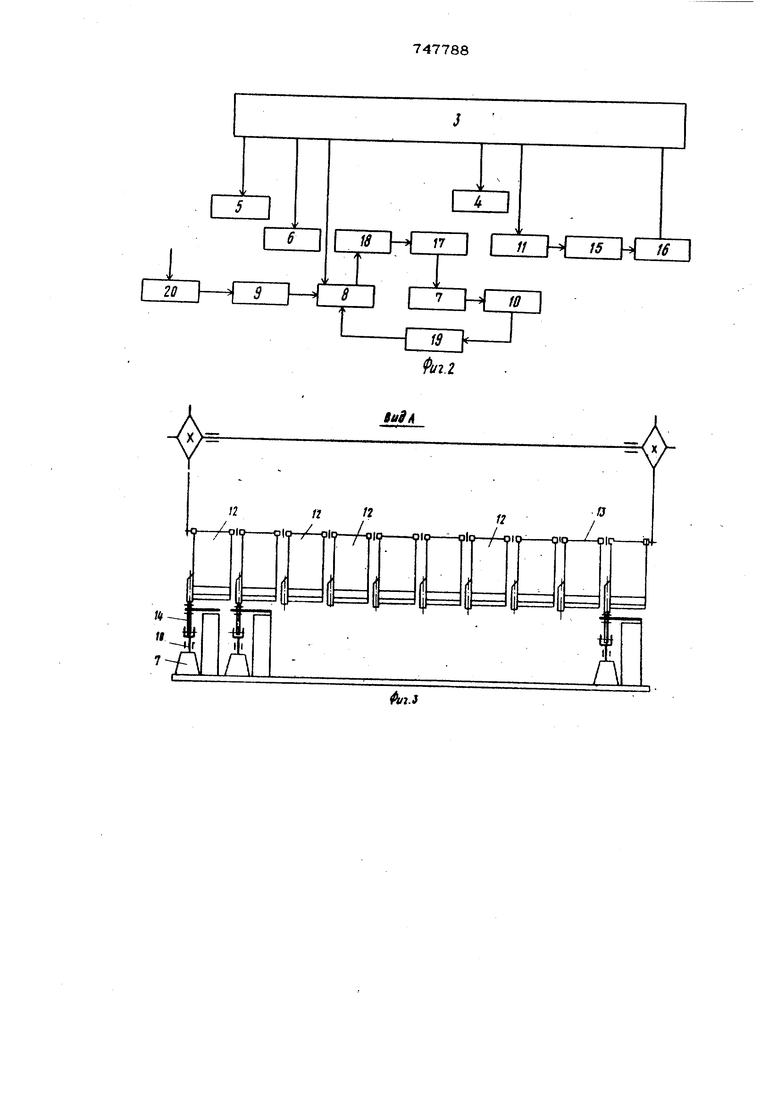
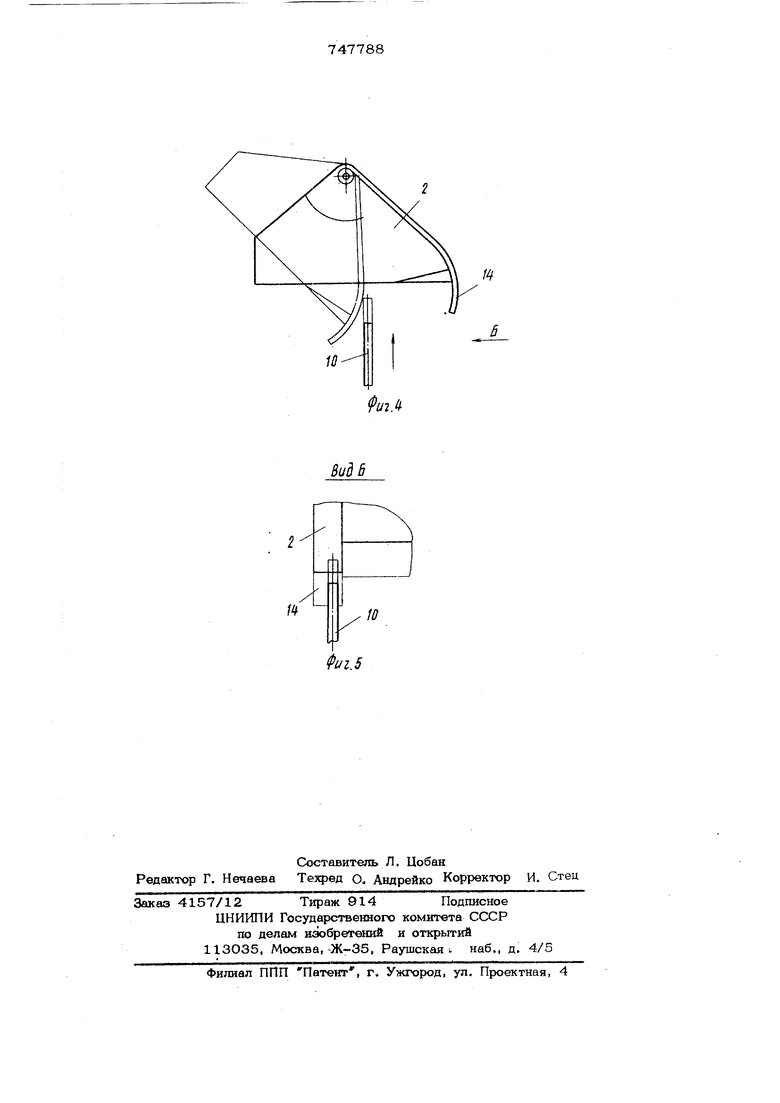
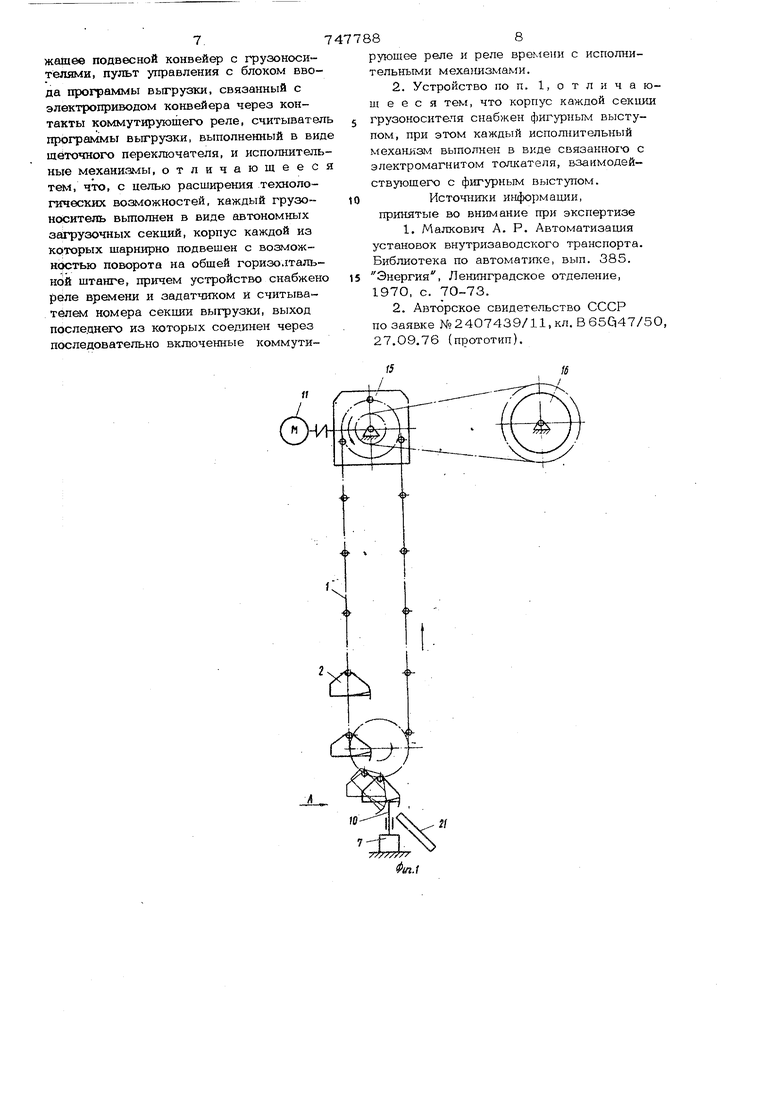
На фиг. 1 показано описьшаемое устройство; на фртг. 2 - функщюнальная схема электр1гческой части устройства; на фиг. 3 - грузоноситель котеейера (вид по стрелке А на фиг. 1); на фи1.4 фигурный выступ , выполненный сбоку на корпусе каждой автономной загрузочной секщш; на фиг. 5 - вид по стрелке Б на фиг. 4.
Устройство для авто к® тического адресования и выгрузки изделий содержит подвесной конвейер 1, например, с двадпатыо опрокидывающимися грузоносителями 2, и электрически связанные между собой пульт управления 3, задатчик номера секции выгрузки, выполненный на транспортере 4, подающем пер(|)окарты в зону считывания, нндикаторный С1ЛРнальный узел 5, цифровой сигнальный узел 6, исполнительные механизмы 7 и считыватель номера секции выгрузки, выполненный в виде счетно-шагового реле 8, включенного последовательно с фоторезистором 9. Счетно-шаговое реле 8 отсчитьшает импульсы с перфокарт.
Счетно-шаговое реле 8, например
типа Е-526, состоит из двух одинаковых коммутаторов - рабочего и вспомогательного на 20 (тю числу грузоносителей) положений каждый. Ко у1мутаторь плоские с двойным разрывом электрической цепи, Пластины коммутаторов расположены по окружности. Подвижные щетки обоих коммутаторов расположены на одном валу,
Выход счетно-шагового реле 8 соедш1ён с исполнительными механизмами 7 вocпp шимaю.щими заданную считывателем номера запрограммировавшую команду, причем каждый из десяги исполнительных
механизмов 7 жестко связан с внешней плоскостью общего базисного основания и расположен непосредственно перед разгрузочным окном подвесного конвейера 1 Каждый испол штельный механизм 7 состоит из толкателя 10, управляемого, 1шпример, электромагнитом.
Устройство для автоматического адресования и выгрузки изделий содержит также электропривод 11-, приводящий в движение конвейер I.
Для осуществления разгрузки изделий заданного класса точности в зоне выгрузки, например плунжерных пар для тюпливных насосов дизельных двигателей разли шых марок, каждый грузоноситель 2 кошейера 1 выполнен Б виде, например, десяти автономных загрузочных секций 12, корпус каждой из которых шарнирно подвешен с возможностью проворота на обшей горизонтально расположенной цил1гадрической штанге 13. каждый корпус автономной загрузочной секци 12 снабжен наружным (жгурным выступом 14, Бзаимодейств 1ощим в процессе выгрузки изделий с толкателем 1О, управляемым соответствующим запрограммированным электромагнитом.
На валу редуктора 15 электропривода 11 неподвижно установлен выполняющий функцию считывателя программы выгрузк щеточный переключатель 16, синхронно работающий с электроприводом 11 и электрически связанный с пультом управления 3. Щеточный переключатель 16 имеет 20 (по числу грузоносителей), контактных 7:лемм, каждая из которых электрически связана с соответствующей самоудерживающейся кнопкой пульта управления 3.
Для обеспечения за лыкания цепи исполнительнь х механизмов 7 с задазшой выдержкой .времени устройство содержит неподвижно вмоктзфованное в пульте управления реле времени 17, соединенное с к:оммут1фу1ошим реле 18. Выход реле времени 17 подх/сючен к исполнительным механизмам 7 посредством соединительной клеммы. Соединительная клемма замыкает исполнительные механизмы 7 после отсчета счетно-шаговым реле 8 запрограммированного числа импульсов.
Индр каторный сигнальный узел 5 установлен на пульте управления 3 и служит для визуального контроля за выгрузкой соответству1ощего номера адресоиоситепя 2.
Пульт управления 3 снабжен, наприме двадцатью самоудерживающимися кнопками для ввода программы выгрузки определенного груэоносителя 2, причем каждому номеру последнего соответствует аналогичный номер самоудерживающей кнопки пульта управления 3.
Цифровой сигнальный узел 6 установлен на пульте управления 3 и служит для визуального контроля за выгрузкой соответствующей одной из десяти секций грузоносителя 2.
Конвейер 1 снабжен конечным выключателем 19, возвращающим cxeKiy в исходное положение, причем счетно-ша- говое реле 8 устанавливается в первоначальное нулевое положение.
Устройство для автоматического адресования и выгрузки изделий работает следующим образом.
Оператор, задавая программу выбора номеров грузоносителей 2, нажимает на соответствующие номера самоудерживающихся кнопок пульта управления 3, что вызывает включение реле 18, которое подает электрический сигнал и включает электропривод 11 конвейера 1, одновременно с этим замыкается электрическая цепь и приводится в движение транспортер 4, подающий перфокарты
для отсчета в зону считывания.
Для нанесения команд применены перфокарты с набивными отверстиями от 1 до 1О (по количеству автономных загрузочных секций 12 в одном грузонос теле 2),
В прюцессе движения транспортера 4, подающего перфокарты для отсчета в зон считьгоания, перфокарты перемещаются над фоторезистором 9 под осветительной лампой 20, причем фоторезистор 9 подает команды при выборе автономных загрузочных секций 12 в одном грузоносителе 2 и преобразует световые импульсы в электрические, которые фоторезистор 9 посылает на счетно-щаговое реле 8.
Счетно-щаговое реле .8 отсчитывает заданное число импульсов и включает реле времени 17, которое своей соединительной клеммой замыкает цепь электромагнита. РазмьпсающиЙ контакт реле времени 17 останавливает привод транспортера 4, подающего перфокарты для отсчета в зону считывания, после чего реле 18 своим замьтающим контактом подает команду на пуск электропривода 11 конвейера 1. Щеточный переключател 16, неподвижно установленный на валу
редуктора 15 электропривода 11 конвейера 1, замыкает электрическую цепь соответственно запрограммированного номера грузоносителя 2.
Когда одновременно срабатывают считыватели, фккс1фующие заданную при адресовании команду, включается соответствующий исполнительный механизм 7 обеспечивающий съем груза с одной из автономных загрузочных секций 12 в зоне выгрузки изделий. Так как для каждой из десяти автономной загрузочной секции 12 в зоне выгрузки имеется в наличии определенный толкатель 10, управляемый соответствующим электромагнитом, электрически связанным со счетно-щаговым реле 8, то после подачн электрических импульсов со счетно-щагового реле на соответствующий запрограммированный электромагнит осуществляется выброс толкателя. Зафиксированный при выбросе толкатель 1О взаимодействует с фигурным выступом корпуса запрограммированной для опрокидывания автономной загрузочной секции 12 грузоносителя 2, отклоняет ее при дальнейщем поступательном движении конвейера 1 на определенный угол, достаточный для ее опрокидывания в зоне выгрузки, причем осуществляется процесс разгрузки изделий, например плунжерных пар для топливных насосов дизельных двигателей различных марок, которые после выгрузки по склизу 21 поступают на движущуюся ленту конвейера, последний подает изделия в сборочный цех.
После осуществления процесса выгрузки изделий конечный выключатель 19 автоматически возвращает схему устройства в исходное положение, причем счетно-шаговое реле 8 устанавливается в первоначальное нулевое положение, после чего повторяется новый рабочий цикл адресования и выгрузки изделий.
Использование устройства для автоматического адресования и выгрузки изделий позволяет расщирить номенклатуру транспортируемь1х изделий и обеспечивает бесперебойную выгрузку изделий только выборочного и строго заданного класса точности.
Формула изобретения
1. Устройство для автоматического адресования и выгрузки изделий, содер- 7. жашее подвесной конвейер с грузоносителями, пульт управления с блоком ввода программы выгрузки, связанный с электроприводом конвейера через контакты коммутирующего реле, считывател программы выгрузки, выполненный в вид щеточного переключателя, и исполнитель ные механизмы, отличающеес , что, с целью расширения технологических BoavioKHocTeu, каждый грузоноситель вьшолнен в виде автономных загрузочных секций, корпус каждой из которых шарнирно подвешен с возможностью поворота на общей горизолтал ной штанге, причем устройство снабжено реле времени и задатчиком и считывателем номера секции выгрузки, выход последнего из которых соединен через последовательно включенные коммути8руюшее реле и реле времени с исполнительными меха шзмами. 2. Устройство по п. 1,отлича юш е е с я тем, что корпус каждой секции грузоноситепя снабжен фигурным выступом, при этом каждый исполнительный MexaHK3Ni выполнен в виде связанногчэ с электромагнитом толкателя, взаимодействующего с фигурным выступом. Источники информации, принятые во внимание при экспертизе 1, Малкович А. Р. Автоматизация установок внутризаводского транспорта. Библиотека по автоматшсе, вып. 385. Энергия, Ленинградское отделение, 1970, с. 70-73. 2. Авторское свидетельство СССР по заявке №2407439/11, кл. В 65 47/50, 27.09,76 (прототип). п п .. о|о / о|сз-тЦир0(0- - о|в-7т 9 пга .

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для адресования грузо-НОСиТЕля | 1979 |
|
SU812676A1 |
| Устройство для адресования грузоносителя | 1980 |
|
SU931607A1 |
| Устройство для распределения грузов по местам назначения | 1978 |
|
SU753737A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ГРУЗОНОСИТЕЛЕМ | 1991 |
|
RU2006435C1 |
| Устройство для управления грузоносителем | 1990 |
|
SU1787899A1 |
| Поточная линия для производства изделий верхнего трикотажа | 1978 |
|
SU958539A1 |
| Полуавтоматический распределительный конвейер с бесконтактным адресованием | 1972 |
|
SU495250A1 |
| Полуавтоматический распределительный конвейер" | 1973 |
|
SU512136A1 |
| Горизонтально-замкнутый распределительный конвейер | 1979 |
|
SU856941A1 |
| еСЬ-СОЮЗНАЯ I ПАТ?НГШ-1?КН[1-Е'Ш?:БИ5ЛНО:е[^;А | 1973 |
|
SU371573A1 |