4 Машина относите) к устройствам для контактной точечной сварки, преимущественно решетчатых конструкций с глубокой осадкой, применяемых в строительстве. Известны машины для контактной точечной сварки решеток, которые содержат многоэлектродную головку, механизм сжатия электродов и привод подачи изделия. В этих машинах приво ды механизмов раздельны, что снижает их производительность. В машине для контактной точечной сварки, в которой механизм сжатия электродов связан при помощи шатуна с приводом подачи изделия, отдельные электроды связаны с многоэлектродной головкой посредством пружин с возмож ностью индивидуальной независимой осадки. Однако при сварке решетчатых конструкций с глубокой осадкой независимая осадка отдельных электродов вызывает деформацию поперечных стерж ней особенно при относительно малом расстоянии между сварными, соединения ми, что не обеспечивает качественной сварки решетчатых конструкций с глубокой осадкой. Цель изобретения - устранение ука занного недостатка. Это достигается тем, что в маши не для контактной точечной сварки шатун выполнен из двух телескопических частей с полостью между ними. Механизм снабжен гидроаккумулятором для поддержания заданного усилия сжатия при изменении длины шатуна, полость которого соединена с гидроаккумулятором. При этом скорость осадки всех электродов во время сварки одинакова и может отличаться от скорости движе ния головки за счет.изменения длины шатуна. В связи с одинаковой скоростью осадки.всех электродов при сварке устраняется деформация поперечных стержней решетки, что обеспечивает к чественнзпо сва:рку решетчатых коиструкцйй с глубокой осадкой. На чертеже изображен общий вид ма шины для контактной точечной сварки Машина содержит многоэлектродную головку 1 и механизм 2 подачи изделия. Механизм 3 сжатия головки 1 и механизм 2 подачи изделия связаны между собой общим приводом 4. Меха03 сжатия связан с приводом 4 посредством шатуна 5, который состоит из двух телескопических частей 6 и 7 с возможностью взаимного перемещения йдоль оси шатуна. Между частями 6 и 7 шатуна образована полость 8, которая соединена с гидроаккумулятором 9. Электроды 10 жестко закреплены на корпусе головки 1 и связаны с источником сва- ; рочного тока. Сбоку от головки расположен бункер поперечных стержней 11. Машина работает следующим образом. Продольные полосы, поставленные на ребро, вводятся под многоэлектродную головку 1. Сверху над ними подаются поперечные стержни из бункера 11. От привода 4с помощью кривошипного: механизма через шатун 5 движения передается на головку 1, которая перемещается вниз, прижимает электродами 10 поперечные стержни к ребрам полос. Полость 8, заполненная жидкостью под определенным давлением, создает требуемую жесткость шатуна 5 в осевом направлении. Этим обеспечивается заданное давление в зоне прилегания поперечных стержней к полосам. Подается сварочный ток к электродам 10 и поперечные стержни вдавливаются на глубину их диаметра в ребра полос. Скорость вдавливания определяется податливостью свариваемых материалов, а разность скорости: вдавливания и скорости перемещения шатуна 5 компенсируется изменением его длины, за счетотносительного перемещения частей 6 и 7. При этом происходит перетекание жидкости из полости 8 в гидроак кумулятор 9 или наоборот, в зависимости от сопротивления перемещения в зоне сварки. Затем, при обратном ходе головки 1, первоначальная длина шатуна 5 восстанавливается за счет заполнения полости 8 от гидроаккумулятора 9. После отхода электродов 10 От свариваемой решетки механизм подачи изделия 2, кинематически связанный с общим приводом 4, перемещает решетку на шаг расположения поперечных стержней и цикл сварки повторяется снова. Так как скорость перемещения всех электродов во время сварки одинакова, то при глубокой осадке поперечных стержней и при малом расстоянии обеспечивает качественнзпо сварку ремежду продольными полосами, стержни . . шетчатых конструкций с глубокой не деформируются по своей длине, что осадкой.
749000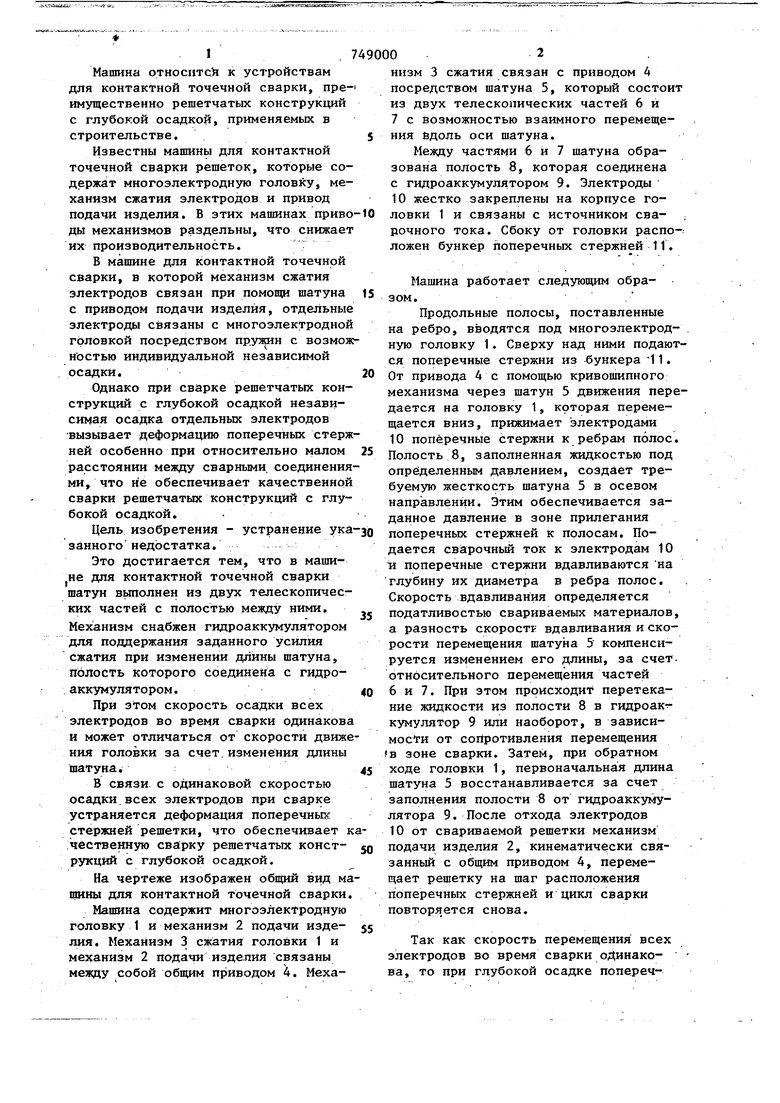
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТАКТНОЙ СВАРКИ ИЗДЕЛИЙ ИЗ ПРОВОЛОКИ, АРМАТУРЫ, ТРУБ, ДЛИННОМЕРНОГО МЕТАЛЛОПРОКАТА (ВАРИАНТЫ) И МАШИНА КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ С ФИГУРНЫМ ХОДОМ ВЕРХНЕГО ЭЛЕКТРОДА (ВАРИАНТЫ) | 2012 |
|
RU2533067C2 |
| Машина для контактной точечной сварки | 1975 |
|
SU748975A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ ШОВНОЙ СВАРКИ | 1968 |
|
SU220375A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ПРОВОЛОЧНЫХ СЕТОК И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2248264C2 |
| МАШИНА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1972 |
|
SU343799A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ СЕТОК | 2011 |
|
RU2486040C2 |
| Автоматическая линия для сварки арматурных изделий | 1976 |
|
SU748974A1 |
| Пистолет для контактной точечной сварки | 1986 |
|
SU1371829A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПЛОСКИХ СЕТОК | 2003 |
|
RU2251475C1 |
| МНОГОЭЛЕКТРОДНОЕ УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СВАРКИ АРМАТУРНОЙ СЕТКИ | 2009 |
|
RU2424882C1 |
МАШИНА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ, содержащая многоэлектродную головку, механизм сжатия электродов, связанный при помощи шатуна с приводом подачи изделия, отличающая с я тем, что, с целью повьшення качества путем исключения деформации при изготовлении решетчатых изделий, шатун выпол иен из двух телескопических частей с полостью между ними, при этом механизм снабжен гидроаккумулятором для поддержания заданного усилия сжатия при изменении длины шатуна, полость которого соединена с упомянутым аккумулятором. (Л
| УСТРОЙСТВО для КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ АРМАТУРНЫХ СЕТОК | 0 |
|
SU261615A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ АРМАТУРНЫХ СЕТОК | 0 |
|
SU300986A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
