1
, Изобретение относится к ст нкостроению, а именно к многопозиционным станкам для обработки деталей с двух противоположных сторон.
Известен автоматический многопозиционный станок для обработки деталей с двух сторон, содержащий транспортную систему в приспособление для поворота детали на 180 , включающее вал с прорезью l .
Недостатками известного станка яШ1яет- ся сложность конструкции и невозможность совмещения поворота детали с циклом обработки.
Для упрощения конструкции и сокраще ния цикла обработки приспособление для поворота снабжено ограничителем в виде полукольца и направляющими штьфями, закрепленными в валу, который устаиовлен перпендикулярно к направлению перемещения .деталей по транспортной сист.еме, причем продольные оси вала и прорези совмацены и плоскости последней продолжены направляющими штырями.
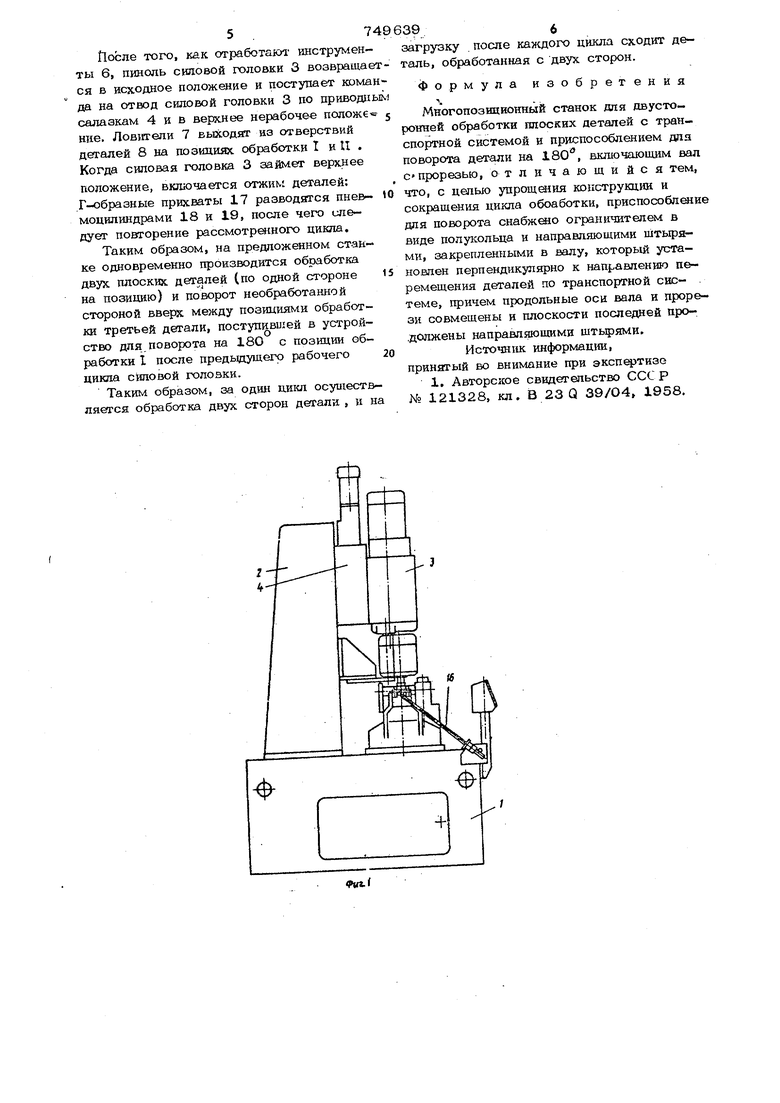
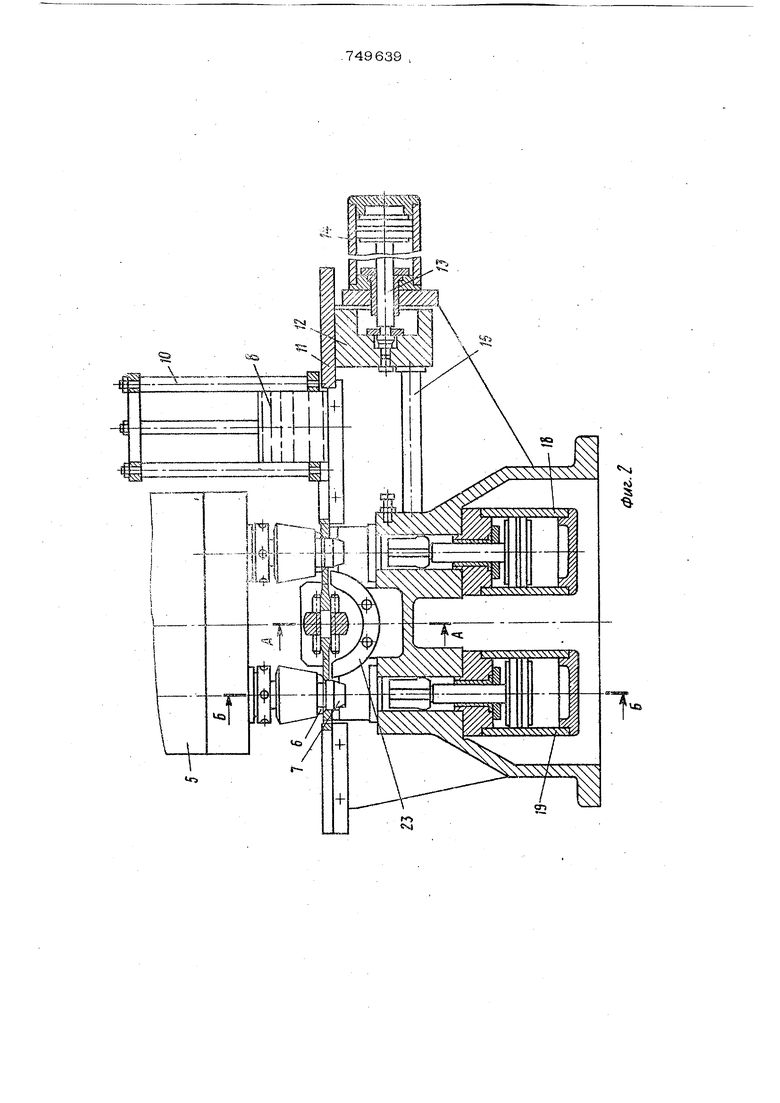
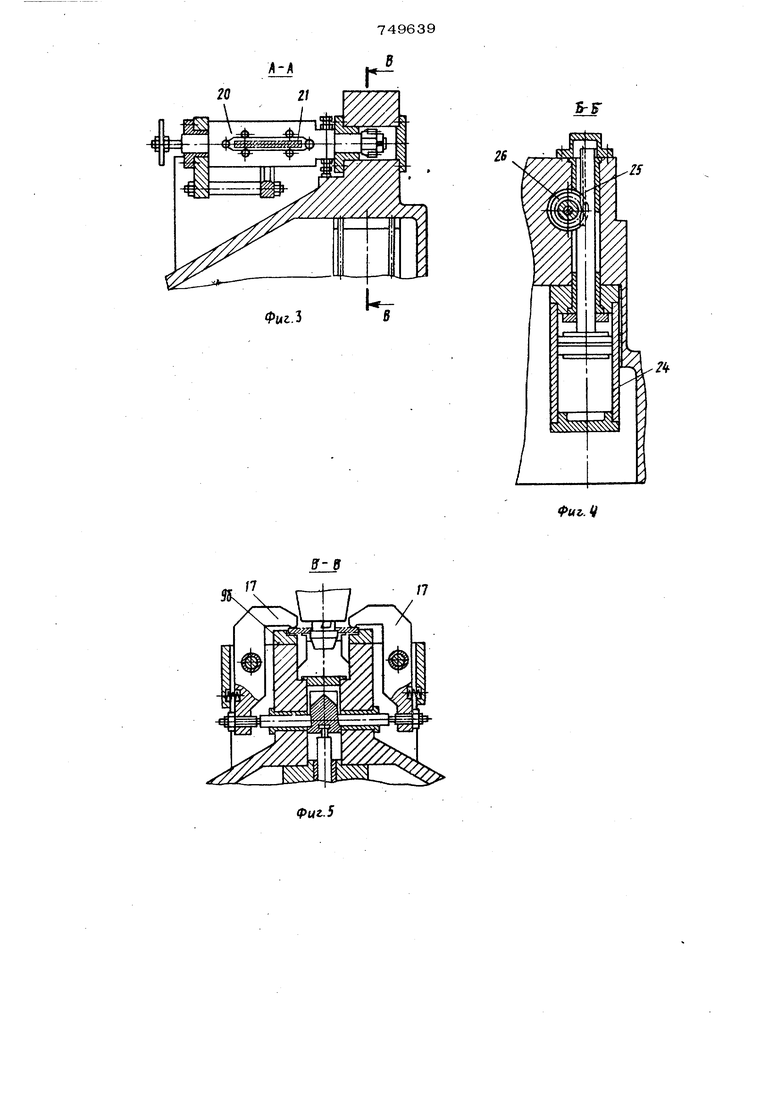
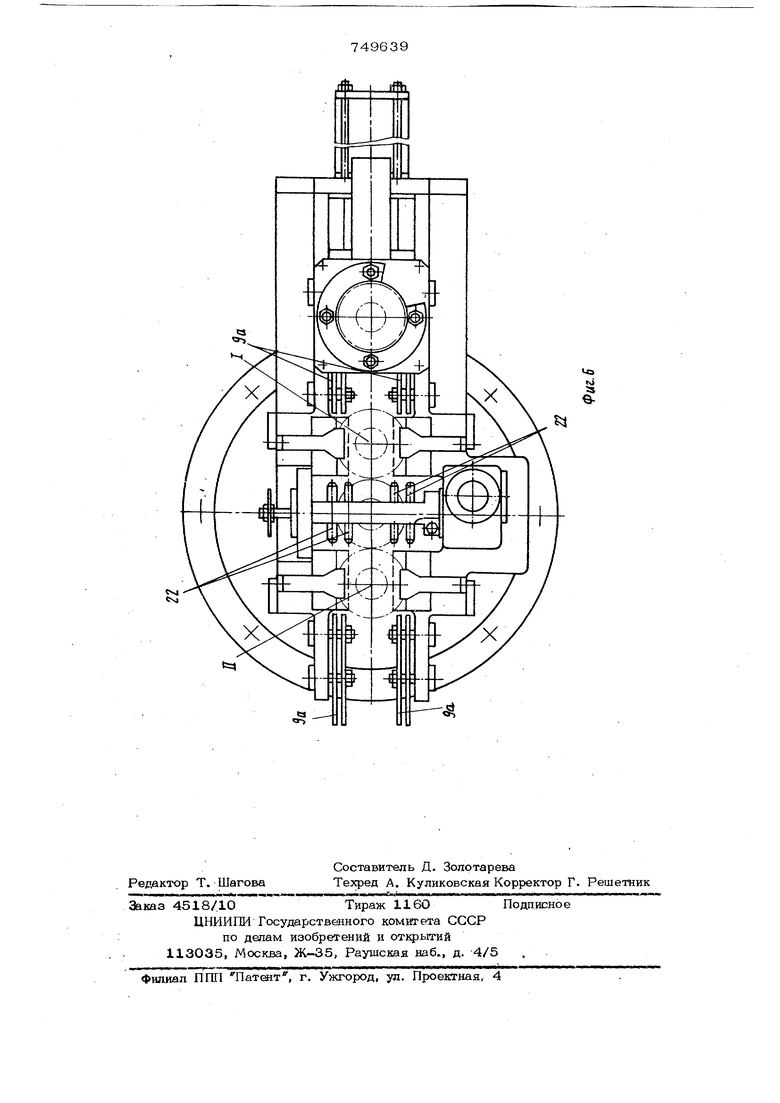
На фиг. 1 изображен предлагаемый ста-, нок, общий вид; на фиг, 2 - продольный разрез станка; на фиг. 3 - сечение А-А на г. 2; на фиг. 4 - сечение Б-Б на фиг. 2; на фиг. 5 - сечение В-В на фиг . 3; на фиг. ,6 - вид рабочей зоны станка сверху.
Предлагаемый многопозиционный станок имеет станину 1 с вертикальной стойкой 2} несущей силовой узел в виде силовой головки 3, установленной с возможностью перемещения в вертикальной плоскости на приводных салазках 4. Силовая головка 3 оснащена, например, двухшпиндельной насадкой 5, несущей режущие инструменты 6 с ловителями 7, служащими. для базирования обрабатываемых деталей 8 0о имеющимся в HEX отверстиям .
На станине 1 установлены направляющие 9, входные и выходные участки которых выполнены в виде ножевых направляющих 9 а, а участки на позициях обработки I и II выполнены в виде плоских направляющих а б. На йходлом участке ножевых направляю щих 9а установлен магазин - накопитель 10 для обрабатываемых деталей 8, снаб женный шибером-побудителем 11, -закрепленным с возможностью совместного перемещения на ползуише 12, которая соединена с поршневым штоком 13, например пневмоцилиндра 14, и установлена на направляющих 15. К выходному участку ножевых направляющих 9 а подведена вершина быстросъемного разгрузочного стержня 16, закрепленного на станш е 1 и служащего для автоматического приема обработанных деталей 8. На позициях обработки I и II установле парные Г-образные прихваты 17, слу;кащи для прижима обрабатываемых деталей 8 к соответствующим базовым поверхностям плоских направляющих 96 на позициях обработки 1 и И и связанные соответствен но с приводами зажима, например, в виде пневмоцилиндров 18 и 19, установленных в станинен 1. Между позициями обработки 1 и И и перпендикулярно к направлению перемещен деа-алей 8 от магазина - накопителя Ю к разгрузочному стержню 16 установлен вал 20, снабженный закрытой прорезью 21 под деталь 8, по периметру которой с обеих сторон вала 20 закреплены направлящие штыри 22, служащие продолжением плоскост.ей прорези 21. Продольные оси вала 2О и прорези 21 совмещены. Вал -2О установлен с возможностью поворота на 180 и снабжен ограничителем детали, выполненным в виде полукольца 23. Привод поворота вала 20 может быть выполнен, например, в виде пневмоцилшад- ра 24, шток-рейка 25 котрого зацепляетс с щестерней 26, выполненной на шейке ва да 20. Станок работает следующим образом. От соответствующих элементов управления (упоминаемые здесь и далее элемен ты управления на чертежах не показаны) nocTjTiaeT команда на осуществление цикл Включается подача воздуха в пневмоцилин 14 и система перемещения деталей 8 вст пает в действие. Порщневой шток 13 пс- редвигает по направляющим 15 ползушку 12, совместно с которой движется и шибер 11, перемещающий по входному участ ку ножевых направляющих 9а нижнюю де.таль 8 из стопы, загруженной в магазин накопитель 10.. Указанная деталь, находящаяся в позиции обработки I и обработанная в предьщущем цикле обработки. сдвигается с пл.оских направляющих 96, Сдвигаемая с позиции обработки 1 деталь, заходя по направляющим штыря1м 22, продолжающим плоскости прореза 21 вала 20, в упомянутую прорезь 21, в свою очередь выталкивает из последней деталь, повернутую на 180 в предьодущем цикле обработки. Эта повернутая необработанной стороной вверх деталь по направляющим щтырям с другой стороны вала 20 переходит на плоские 1иправляющие 96 позиции обработки И , сдвигая, оттуда деталь, уже обработан. ную с обеих сторон, на выходной участок ножевых направляющих 9а. Эта выходящая с позиции обработки II деталь, в свою очередь , сталкивает с выходного участка ножевых направляющих 9а находивщуюся там ранее обработанную деталь, занимая ее место, а последняя нанизьшается на разгрузочный стержень 16. Таким образом, в процессе работы станка производится автоматическая укладка обработанных деталей на разгрузочный стержень 16, исключающая возможность появпения забоин на деталях. При заполнении быстросъ емкого разгрузочного стержня 16 его снимают и освобождают от гото- вых деталей. После возврата шибера 11 в исходное положение подается команда на подвод силовой головки 3, находившейся до сих пор в нерабочем верхнем положении, по приводным салазкам 4. Ловители 7 заходят в отверствия деталей 8, свободно лежащих на плоских направляющих 96 на позициях oбIJaбoтки I и II I и осуществляют одновременное их центрирование. Поступает команда на зажим деталей. Пневмоцилиндры 18 и 19 соответственно сводят Г-образные .прихваты 17, прижимая детали 8 к базовым поверхностям, плоских нап равляющьх 96, после чего включается главное движение и подача пиноли (на чертежах не показана) силовой головки 3. Силовая головка 3 приходит в рабочее положение. Одновременно включается подача воздуха в пневмоцилиндр 24 и при помощи штокарейки 25 с шестерней 26 ьа щейке вала 20осуществляется поворот на 18О вала 20 вместе с деталью 8, находящейся в закрытой по периметру осевой прорези 21и предохраняемой от вьшадания при повороте полукольцом 23 (щток-рей.ка 25 в каждом цикле осуществляет ход в одну сторону: вверх либо вниз). Таким .образом поворот вала 20 совмещен с циклом работы СИЛОбОЙ ГЮЛОВКИ 3 .
Поспе Torx), как отработаю инструменты 6, пинопь силовой головки 3 возвращается в исходное положение и поступает команда на отвод силовой головки 3 по приводуьй салазкам 4 и в верхнее нерабочее положе j Hue. Ловители 7 выходят из отверствий деталей 8 на позициях, обработки I и II . Когда силовая головка 3 займет верхнее положение, включается отжим деталей: Г-образные прихваты 17 разводятся пнев- «О моцилиндрами 18 и 19, после чего иле- дует повторение рассмотренного цикла.
Таким образом, на предложенном станке одновременно производится обработка двух плоских деталей (по одной стороне 15 на позицию) и поворот необработанной стороной вверх между позициями обработки третьей детали, поступивигей в устройство для поворота на 180 с позиции обработки I после предыдущего рабочего 20 цикла силовой головки.
Таким образом, за один цшо1 ocyuiecTBляегся обработка двух сторон деггали , и на
загрузку после каждого цикла сходит деталь, обработанная с двух сторон.
Формула изобретения
Многопознционный станок для двусторонней обработки плоских деталей с транспортной системой и приспособлением для поворота детали на 180°, включающим вал Спрорезью, отличающийся тем, что, с целью упрощетия конструкции и сокращения цикла обоаботки, приспособлш1и для поворота снабжено ограничителем в виде полукольца и направляющими штырями, закрепленными в валу, который установлен перпендикулярно к направлению перемещения деталей по транспортной сие- . теме, причем продольные оси вала к прорези совмещены и плоскости последней продолжены направляющими штырями.
Источник информации, принятый во внимание при
1, Авторское свидетельство СССР № 121328, кл. В 23Q 39/О4, 1958.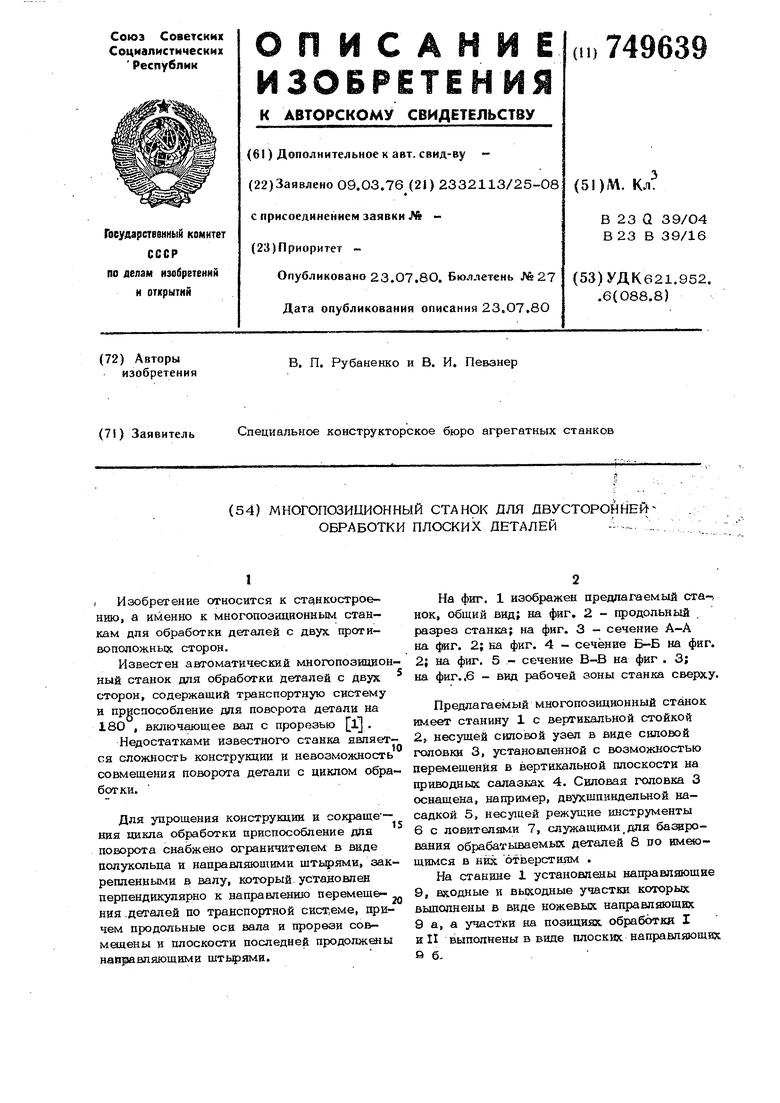

| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегатный станок | 1977 |
|
SU686848A1 |
| Многопозиционный станок для двусторонней обработки деталей | 1982 |
|
SU1027014A1 |
| Поворотный стол многопозиционного станка | 1983 |
|
SU1090536A1 |
| Многопозиционный станок | 1985 |
|
SU1284788A1 |
| Агрегатный станок | 1975 |
|
SU553088A1 |
| Многопозиционный агрегатный станок | 1981 |
|
SU988529A1 |
| Полуавтоматическая сборочная линия | 1982 |
|
SU1115886A1 |
| МНОГОПОЗИЦИОННЫЙ СТАНОК С КРУГЛЫМ ДЕЛИТЕЛЬНЫМ СТОЛОМ | 1994 |
|
RU2108221C1 |
| МНОГОПОЗИЦИОННЫЙ СТАНОК-АВТОМАТ | 1972 |
|
SU433012A1 |
| Агрегатный станок для обработки длинномерных деталей | 1987 |
|
SU1459896A1 |
Фмг.З
s-r
Я
.y
П
Ча
