(54) ГОЛСеКА ЖЕЛОБОДСВОДОЧНОГО СТАНКА
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматический желободоводочный станок | 1973 |
|
SU543501A1 |
| Станок для суперфинишной обра-бОТКи жЕлОбОВ КОлЕц шАРиКОВыХ пОд-шипНиКОВ | 1979 |
|
SU848305A1 |
| Станок для суперфинишной обработки желоба кольца шарикового подшипника | 1980 |
|
SU918058A1 |
| Устройство для обработки | 1976 |
|
SU891382A2 |
| Суперфинишная головка | 1981 |
|
SU973323A2 |
| Станок для суперфинишной обработки желобов колец шариковых подшипников | 1978 |
|
SU774809A1 |
| Устройство для суперфинишной обработки деталей | 1986 |
|
SU1404300A1 |
| СТАНОК ДЛЯ ГИБКИ ИЗДЕЛИЙПРОКАТА | 1971 |
|
SU320326A1 |
| Суперфинишная головка | 1986 |
|
SU1399092A2 |
| Устройство для абразивной обработки | 1971 |
|
SU456713A1 |
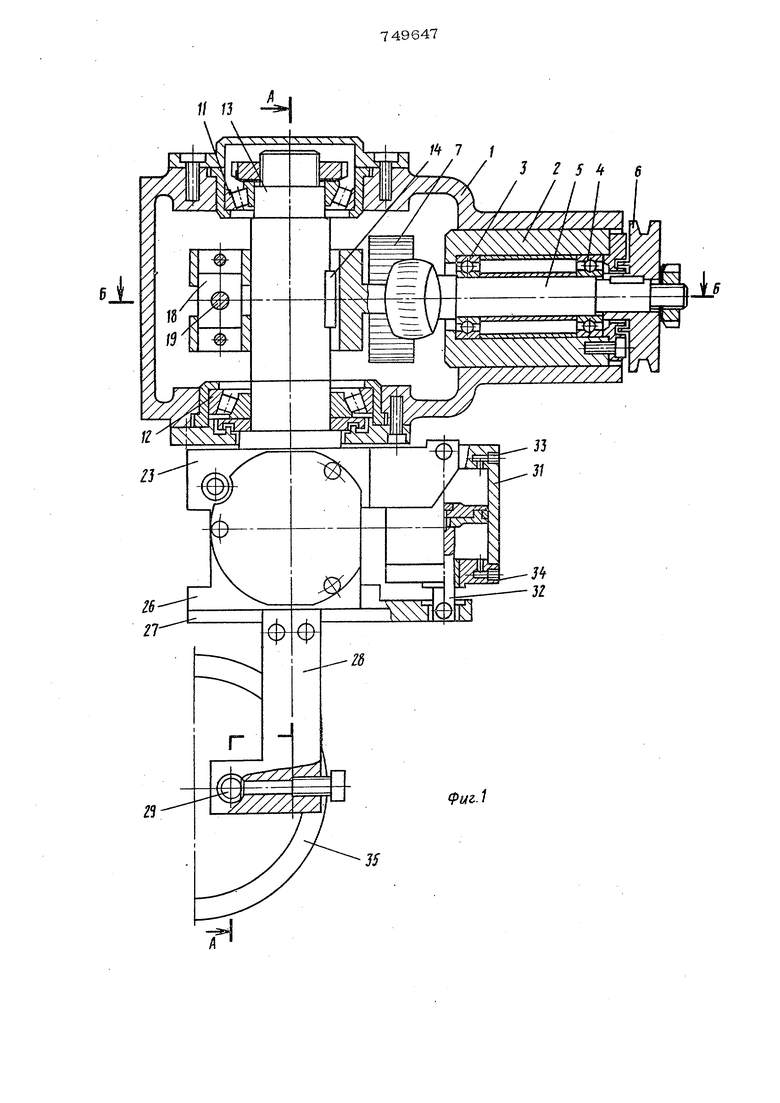
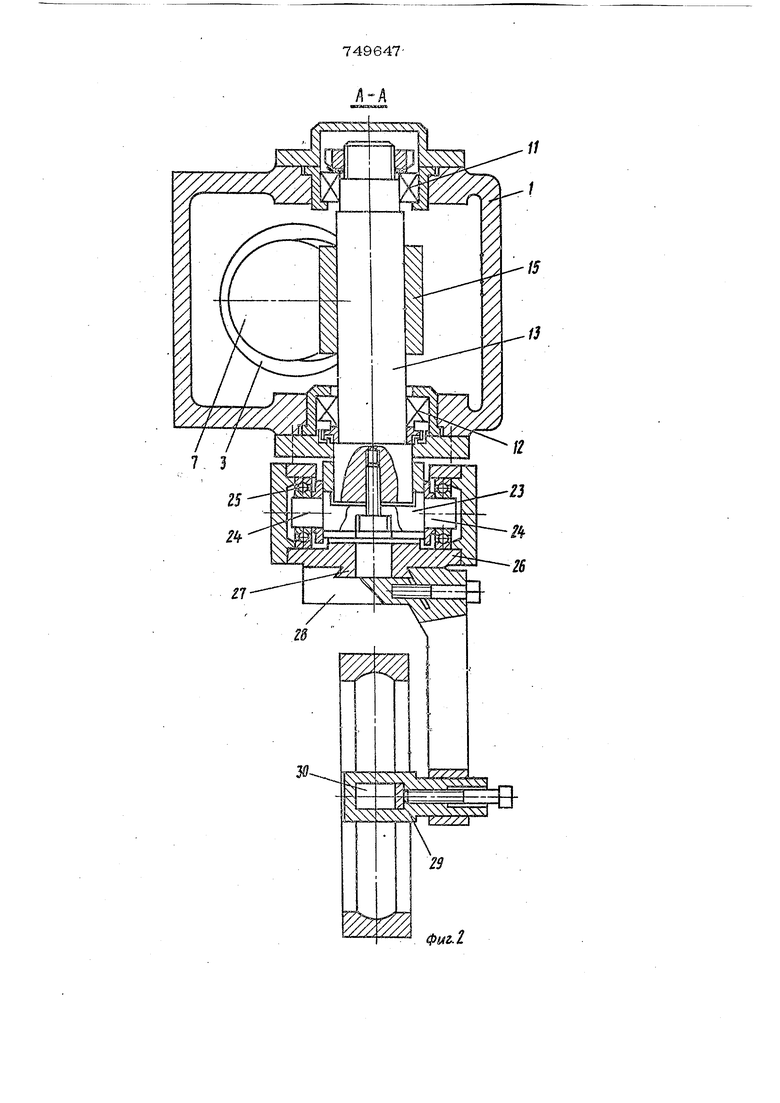
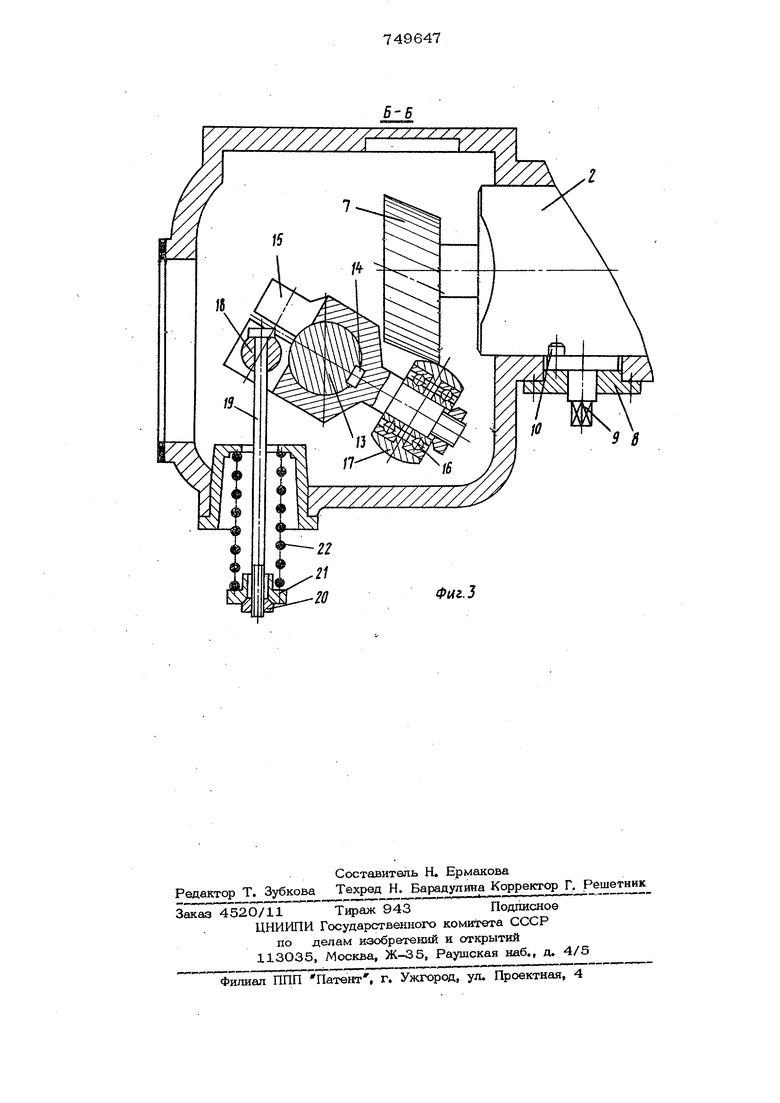
Данное техническое решение относитс 6 области суперфиниширования и предназначено для использования в конструкциях суперфинишных, станков. Известна головка желободоводочного станка, в корпусе которой установлены соединенный с приводом ведущий и соеди ненный с державкой инструмента ведомый вал, а также механизм гфеобразования вращения ведущего вала в качание ведомого вала i. Указанный механизм выполнен в виде пространственного шарнирного сочленения, связывающего ведущ и ведомый валы. Недостатком известного устройства является невысокое качество обработки. Цель изобретения - повьш1ение качества обработки. ; Указанная цель достигается тем, что механиэм преобразования снабжен установлен ным на ведущем валу кулачком, выполненным в виде наклонного цилиндра, установленным на ведомом валу роликом и упругим элементом силового замыкания ролика на цилиндр, при этом оси ведущего и ведомого валов скрещиваются, а ось ролика перпендикулярна оси ведомого вала. На фиг. 1 представлен общий вид головки} на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1. В корпусе 1 смонтирована гильэа 2, в которой на подшипниках 3, 4 установлен ведущий вал 5 с аа1фепленными на нем шкивом б и наклонным цилиндром 7, сечения которого перпендикулярными оси вала 5 плоскостями имеют круглую форму, и средства для осевого перемещения гильзы 2 и вала 5 с цилиндром 7, вьгаолненные в виде .фланца 8 с валиком 9, а связанный с последними эксцентриковый палец 1О входит в поперечный паз 2. В корпусе 1 на подаиипниках 11, 12 смонтирован вал качания 13, на котором посредством шпошш 14 и кдеммного зажима закреплен рычаг 15, несущий установлешйгй на подщщшиках 16 ролик 17, рычаг 15 посредством цилш цэического сухаря 18, тяги 19, гайки 20 и сферической чашки 21 связан с пружиной 22 СИЛОВОГХ5 замыкания ролика 17 на ЦИЛИНДР 7. На нижнем торце вала качания 13 закреплен элемент 23 о цалфами 24, с которыми посредством подшипников 25 связана пластина 26 с налравляющей 27 в форме ласточкина хвоста, несущий кронштейн 28 с закрепленным в нем держателем 29 инструмента 30. На элементе 23 шарнирно закреплен цилиндр 31 шток 32 которого щарнирно связан с пластиной 26. Цилиндр 31 снабжен резьбовыми отверстиями 33, 34 для присоединения к пневмо- или гидросистеме. При доводке желоба кольца 35 шарико вого подшипника головка, работает следуюшим образом. Кольцо 35 базируется и приводится во вращение не входящими в предлагаемое устройство элементами бабки. изделия станкЯо Ось вала качания 13 совмещена с центром 1ФИВИЗНЫ профиля желоба кольца 35. Давление воздуха или жидкости подается в верхнюю полость цилиндра 31 через отверстие 33, инструмент (абразив ный брусок) 30 прижат к подлежащей обработке тороидной поверхности желоба. Вращение, сообщаемое посредством ремен ной передачи {на чертежах не показана) шкиву 6, валу 5 ицилиндру 7, преобразуется в каче)Еше ролшса 17, рьгаага 15 и вала 13 с элементами 3-32; зле-, MeiETH 18-22 обеспечивают силовое замыкание между роликом 17 и циливдром 7. Сечения последнего плоскостями, перпендикулярными оси вала 5, имеют круглую форму, при этом каждое из сечений иной эксцентриситет. Осевое пеемещение гильзы 2 путем поворота валика 9 позволяет вводить ролик 17 в контакт с участками поверхности цилиндра 7, имеющими различный эксцентриситет, и тем самым изменять амплитуду качаний вала 13 и инструмента 30. После окончания обработки подают воздух или жидкость под давлением через отверстие 34, шток 32 поворачивает пластину 26 по часовой стрелке, инструмент 30 отходит от обрабатываемой поверхности; в этом положении готовую деталь 35 , заменяют очередной заготовкой, и цикл повторяется. Такое конструктивное вьшолнение головки желободоводочного станка позволяет повысить качество обработки. ормула изобретения Головка желободоводочного станка, Ь корпусе которой установлены соединенный с приводом ведуший и соединенный с державкой инструмента ведомый валы, а также механизм преобразования вращения ведущего вала в качание ведомого вала, отличающаяся тем, что, -с целью повышения качества обработки, механизм преобразования снабжен установленным на ведущем валу кулачком, выполненным в виде наклонного цилиндра, установленным на ведомом валу роликом и упругим элементом силового замыкания ролика на дилшщр, при этом оси ведущего и ведомого валов скрещиваются, а ось ролика перпендикулярна оси ведомого вала. Источники информации, принятые во внимание при экспертизе 1. Патент ФРГ N 2323063, кл. В 24 В 35/00, опублик. 1973. / 7 / 25
