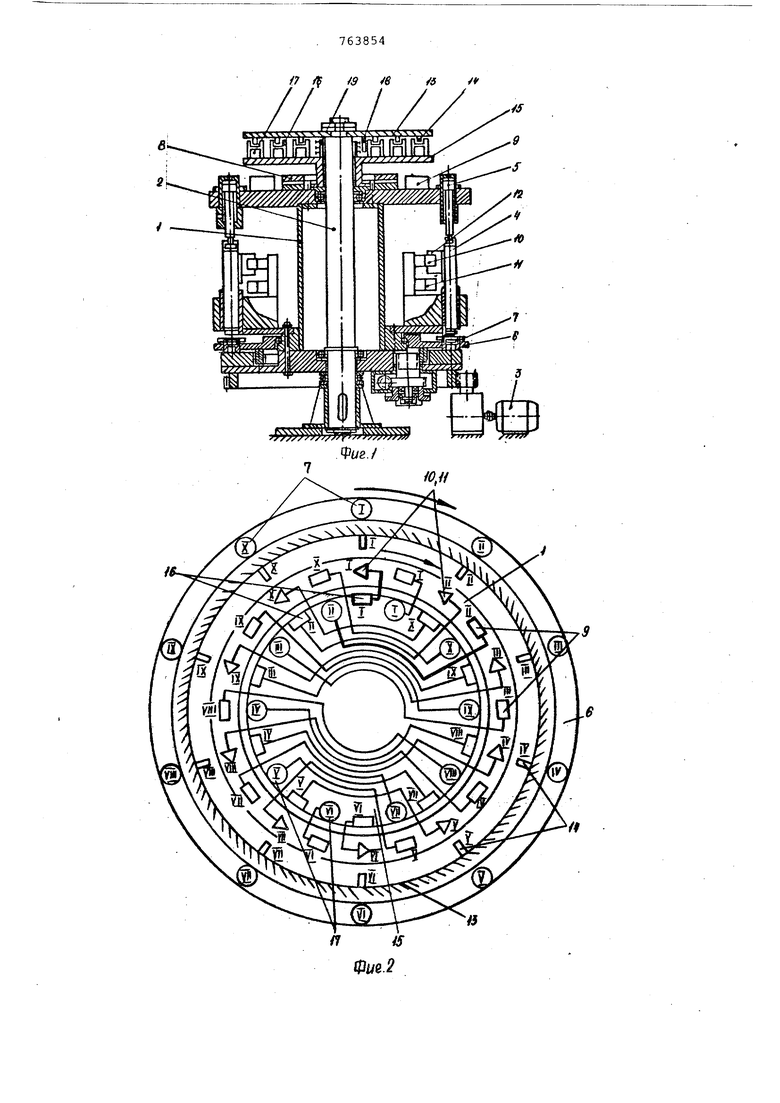
осуществляется от гидрораспределителя 8. На магистрали рабочего хода каждого гидроцилиндра установлен элемент 9 блокировки, выполненный, напрЫер в виде золотника с электромагнитным управлением. Инструментальные блоки снабжены датчиками 10 и 11 полжения, контролирующими качество сборки, т.е. расположение комплектующей детали относительно базовой в момент завершения рабочего хода инструмента На датчики воздействуют флажки 12, закрепленные на рабочих инструментах В верхней части машины установлен блок памяти, состоящий из неподвижного диска 13 с элементами 14 памяти, закрепленного на валу 2, и вращающегося диска 15, закрепленного на роторе 1, на кото1эом установлены записывающие 16 и считывающие 17 элементы блока памяти. Элементы 14 памяти выполнены в виде постоянных магнитов, которые расположены на неподвижном диске по концентрическим окружностям и на равном угловом расстоянии друг от друга, в количестве и по расположению соответствующем расположению рабочих инструментов. Записывающие элементы 16 выполнены в виде импульсных электромагнитных катушек, а считывающие элементы 17 в виде магнитоуправляемых контактов , которые расположены на вращающемся диске 15 по окружностям и на равном угловом расстоянии друг от друга так, что при вргицении ротора 1 записывающие 16 и считывающие 17 элементы каждой рабочей позиции проходят последовательно мимо каждого элемента 14 памяти. Блоки с аппаратурой управления также размещены на вращающемся диске. Токоподвод выполнен в виде закрепленных на неподвижном диске 13 щеткодержателей со щетками 18 и вращающихся вместе с ротором 1 токопроводящих колец 19.
Система управления работает следукщим образом.
Рабочие инструменты 4 приводятся в возвратно-Поступательное движение в вертикальной плоскости при непрерывном вращении ротора 1. Опускаясь инструменты 4 совершают технологическую операцию, т.е. устанавливают комплектующую деталь в базовую деталь 7 при совместном вращении ротора 1 и револьверного диска 6. Поднимаясь, инструменты выходят из гнезд диска 6, который затем поворачивается относительно ротора 1 на один заданный шаг, перемещая тем самым изделия последовательно с одной рабочей позиции на другую, и так до позиции выгрузки. Циклограмма работы рабочих инструментов задается конструкцией гидрораспределителя 8. В момент завершения рабочего хода инструмента 4 датчики 10 и 11 подключаются к импульсной катушке 16/ которая обтекается постоянным током, причем при правильной сборке направление тока в катушке будет одно, а при каком-либо браке - противоположное. При этом проходящий мимо катушки 16 постоянный магнит 14 приобретает то или иное расположение магнитных полюсов. При дальнейшем вращении ротора 1 вблизи данного магнита оказывается магнитоуправляемый контакт 17, который через усилитель связан с элементом 9 блокировки следующей рабочей позиции. В зависимости от раположения полюсов постоянного магнита 14 магнитоуправляемый контакт 17 замыкается размыкается, таким образом при правильно произведенной сборкЕ на предыдущей позиции разрешен ход рабочего инструмента 4 на следующей позиции, а при браке ход инструмента 4 запрещен. Элементы блока 14 памяти установлены на неподвижном диске 13 в порядке, соответствующем следованию рабочих позиций, а записывающие элементы 16 и считывающие 17 установлены на вращающемся диске 15 в порядке, противоположном следованию рабочих позиций. Например, если рабочие позиции на револьверном диске 6 и постоянные магниты на диске 13 размещены по часовой стрелке, с I по X, то соединенные с их датчиками 10 и 11 импульсные катушки 16, а также магнитоуправляемые контакты 17 размещены на диске 15 против часовой стрелки.
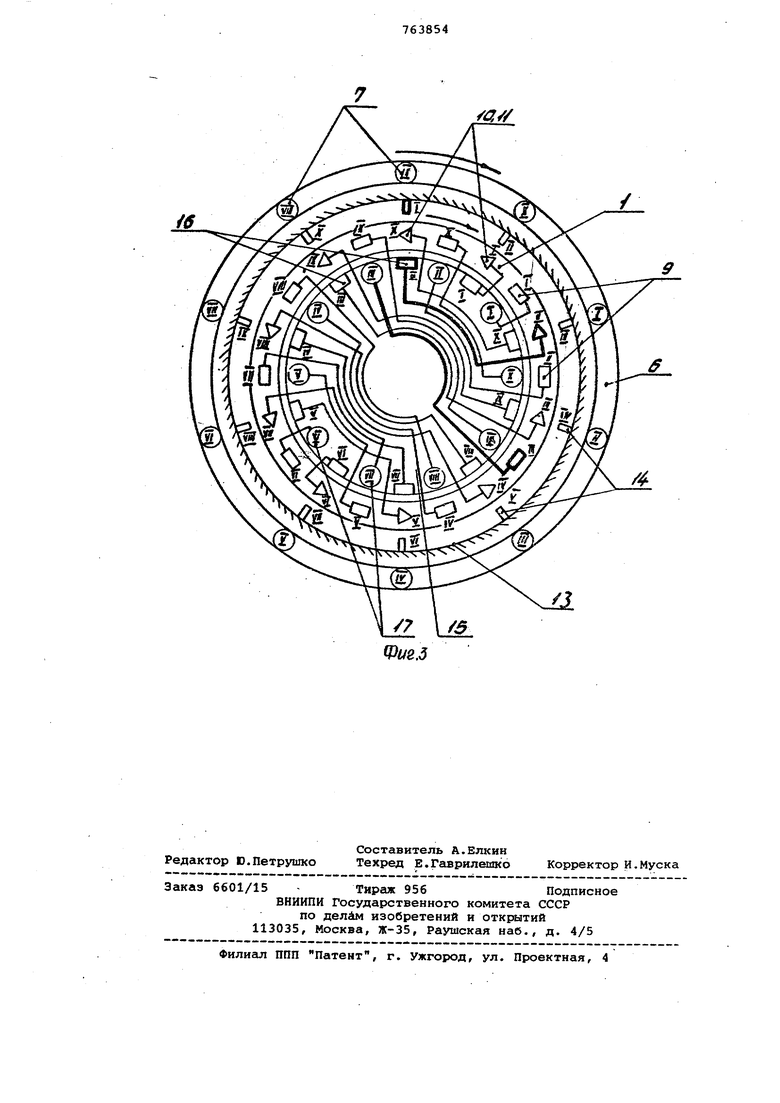
На фиг. 2 изображен момент, когда 1-ая деталь обрабатывается на 1-ой рабочей позиции, при этом 1-й датчик 10 и 11, связанный с 1-ой импульсной катушкой 16, записывает информацию о качестйе сборки на 1-1Д постоянный магнит 14. При дальнейшем вращении ротора по часовой стрелке II -ой магнитоуправляемый контакт 17 считывает информацию с I -ого магнита 14 и передает на связанный с ним И -ой элемент 9 блокировки, разрешающий или запрещающий ход II -ого рабочего инструмента 4 на II -ой рабочей позиции.
На фиг. 3 изображен момент, когда ротор 1 поворачивается на один шаг, причем угловой размер шага определяется количеством рабочих позиций. В этом положении I -ая деталь обрабатывается на П -ой рабочей позиции, 11-ой датчик 10 и 11, связанный со tl-ой импульсной катушкой 16, записывает информацию о качестве сборки на тот же I -и постоянный магнит 14. При дальнейшем вращении ротора магнитоуправляемый контакт 17 считывает информацию с I -ого магнита 14 и передает на связанный с ним 111-ый элемент 9 блокировки, разрешадощий или запрещающий ход рабочего инструмента 5 4 на tll-вй рабочей позиции.
Контроль и передача информации на последних рабочих позициях аналогична описанным.
Таким образом, расположение элементов памяти, а также записывающих и считывающих элементов обеспечивает то, что один и тот же неподвижно установленный постоянный магнит 14 запоминает и передает информацию об обработке одного и того же изделия последовательно всеми рабочими инструментами 4 до позиции выгрузки. Общее число элементов 14 памяти в одном регистре равно числу одновременно обрабатываемых изделий и числу рабочих позиций. Как указывалось выше, любой брак - как неправильная сборка, так и недоукомплектация собираемого изделия, зарегистрированный регистраторами кратковременной памяти, приводит к запрещению рабочего хода инструмента следующей рабочей позиции.
На позиции выгрузки происходит разделение двух видов брака: неправильно собранное изделие удаляется из потока, а недоукомплектованное остается на револьверном диске, причем и после позиции выгрузки должны быть запрещены рабочие хода ,инструмтов до той позиции, на которой был зафиксирован некомплект. Позиция выгрузки снабжена двумя рабочими инструментами. При осуществлении ход обоих происходит выгрузка готового годного изделия, при запрещении хода одного из них происходит съем бракованного изделия, при запрещении хода обоих - изделие остается на револьверном диске.
Для обнаружения и ликвидации недоукомплектовки устройство снабжено регистрами долговременной памяти количеством по числу позиций,на которых возможна неукомплектовка. Элементы 14 памяти, записывающие 16 и считывающие 17 элементы регистров долговременной памяти выполнены и размещены так же, как для кратковременной памяти, однако записывающие элементы 16 устанавливаются только н
позициях возможного некомплекта, а считывающие элементы 17 - на позициях возможного некомплекта и на позиции выгрузки.
Информация о неудокомплектовке поступает от датчика 11 на импульсную катушку 16 и записывается на элемент 14 памяти соответствующего регистра, где и хранится в течение полного оборота ротора. На всех позициях, в том числе и на позиции выгрузки, запрещаются рабочие хода инструментов, на: позиции, где произошел некомплект, ход рабочего инструмента разрешается, при этом поступает новая информация.
Изобретение позволяет упростить схему управления автоматической роторной машиной.
Формула изобретения
20
Система управления автоматической роторной машиной с револьверным диском транспортирования деталей, содержащая закрепленные на роторе датчики положения рабочих инструментов и элементы блокировки их привода, электрически связанные с записывающими и считывающими элементами блока магнитной памяти соответственно, отличающаяся тем, что, с
0 целью упрощения, магнитные элементы блока памяти закреплены на неподвижном основании роторной машины по окружности, соосной окружности закрепления записывающих и считывающих
5 элементов блока памяти на роторе, которые в свою очередь соединены с датчиками контроля и элементами блокировки предыдущих рабочих инструментов и смещены от них на угол, кратный удвоенному угловому смещению рабочих инструментов.
Источники информации, принятые во внимание при экспертизе 5 1- Кошкин Л.Н. Комплексная автоматизация производства на базе роторных линий. М., 1472, с.159 (прототип) .
17 4 9 6 /cj
/f
/I
/J
Ф1/8.3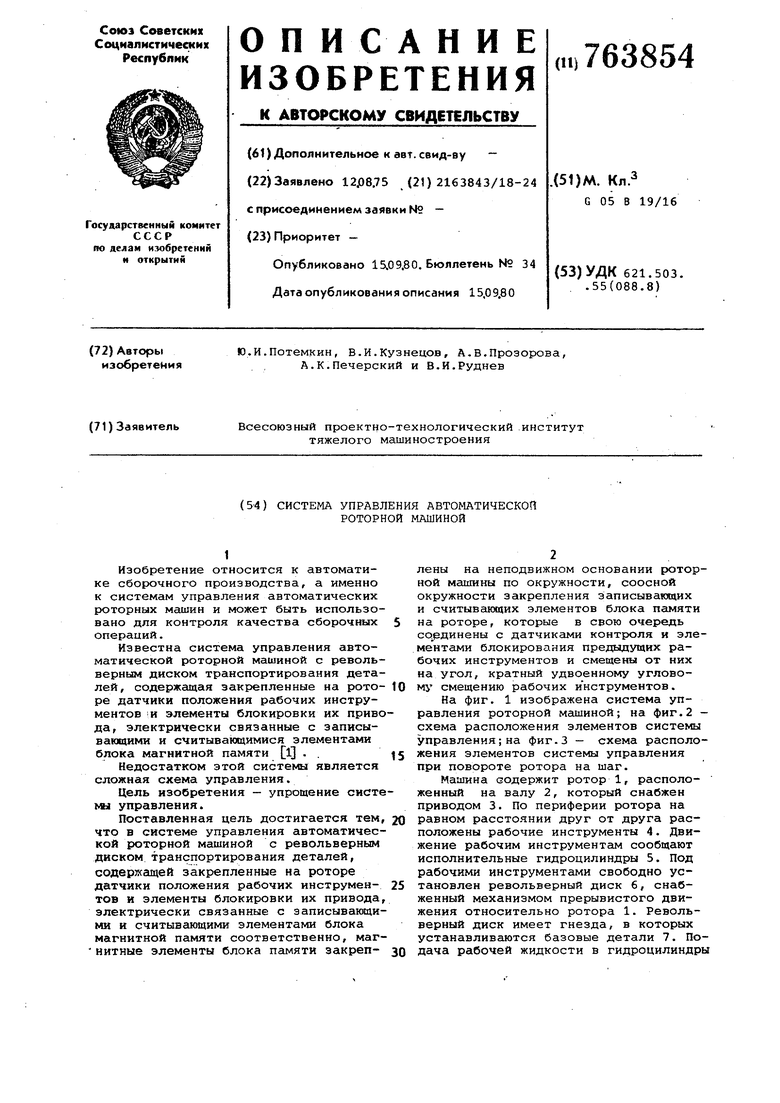
| название | год | авторы | номер документа |
|---|---|---|---|
| Роторно-конвейерная машина | 1980 |
|
SU940993A1 |
| Роторно-конвейерная машина | 1980 |
|
SU948618A1 |
| МНОГОПОТОЧНАЯ РОТОРНАЯ МАШИНА | 1967 |
|
SU205799A1 |
| Роторно-конвейерная машина | 1978 |
|
SU831627A1 |
| Роторная машина | 1981 |
|
SU1038040A1 |
| Автоматическая роторно-конвейерная линия для сборки медицинской иглы однократного применения | 1990 |
|
SU1775266A1 |
| Роторно-конвейерная машина | 1981 |
|
SU1016208A1 |
| Роторная машина | 1978 |
|
SU781086A1 |
| МНОГОПОТОЧНАЯ РОТОРНАЯ МАШИНА | 1972 |
|
SU350715A1 |
| Револьверная головка | 1981 |
|
SU984702A1 |