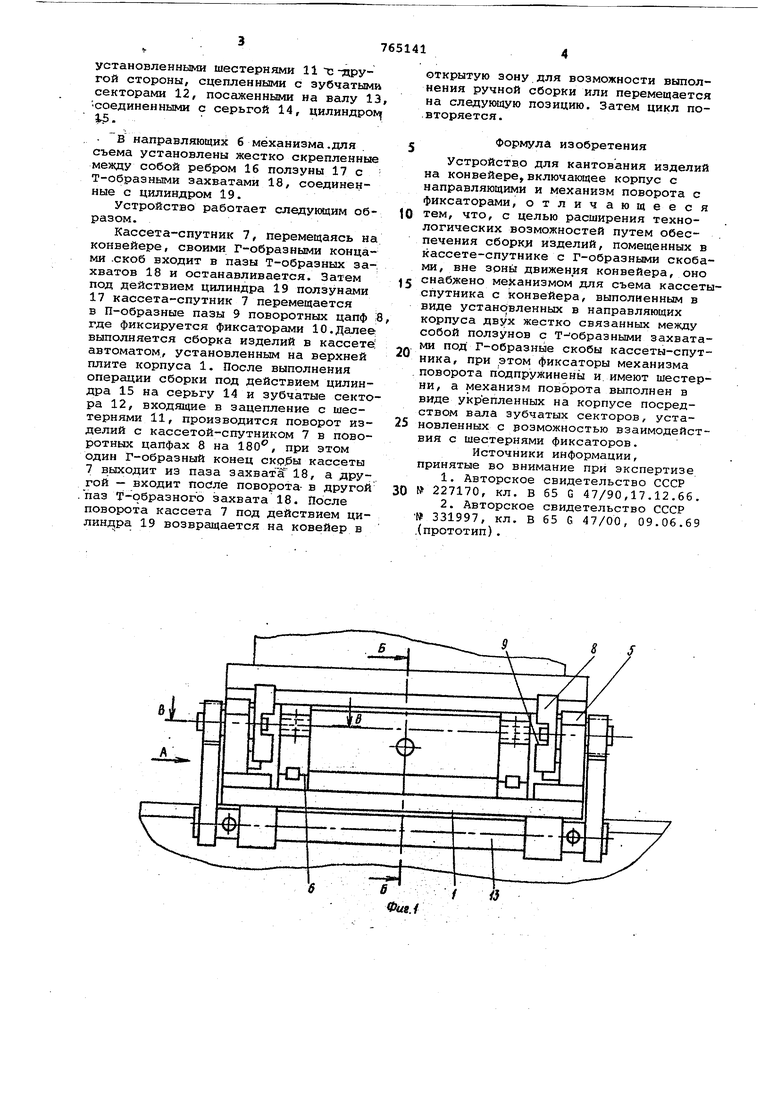
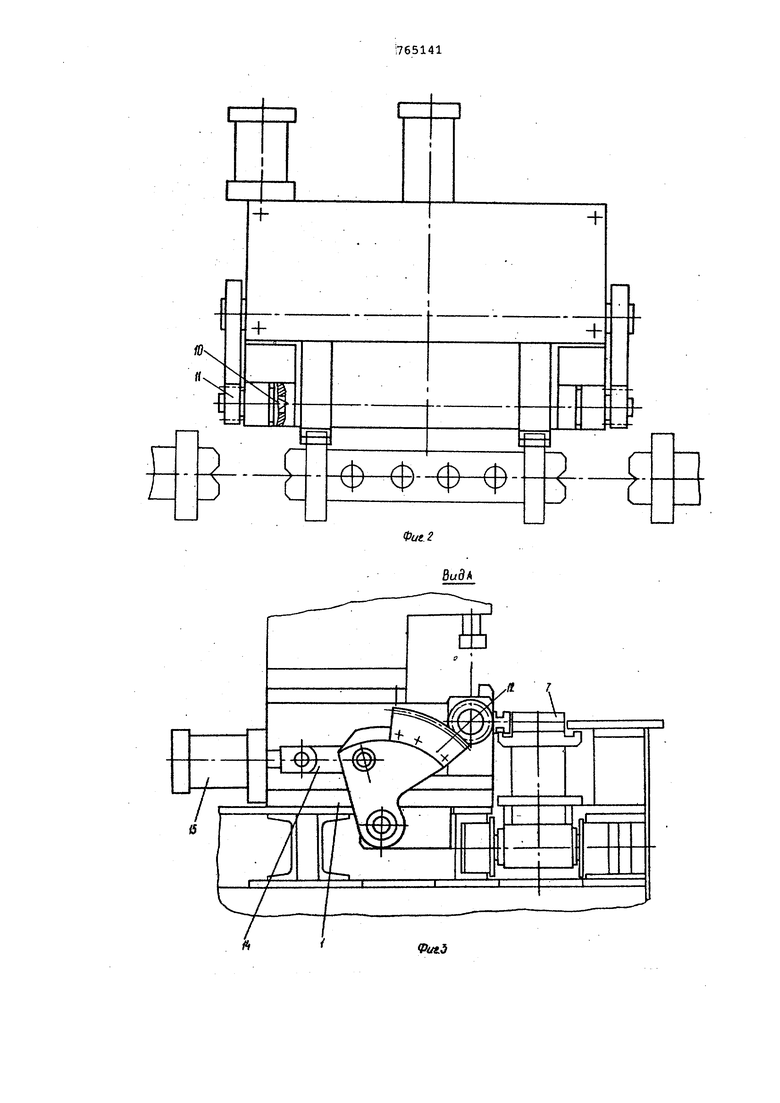
Изобретение относится к машиностроению, в частности к устройствам для кантования изделий, подлежащих сборке. Известно устройство для кантовани изделий, включающее конвейер, корпус с направляющими и механизм поворота с фиксаторами ij. Однако такое устройстно не обеспе чивает возврата кантуемого изделия в исходную позицию. Известно устройство для кантовани изделий на конвейере, включающее кор пус с направляющими и механизм поворота с фиксаторами 2 . Недостатком устройства является невозможность поворота изделий в вертикальной плоскости вне зоны движ ния конвейера, а также невозможность сборки автоматом и вручную на той же позиции. Целью изобретения является расширение технологических возможностей путем обеспечения сборки изделий, помещенных в кассете-спутнике с Г-образными скобами, вне зоны движения конвейера. Это достигается тем, что устройст во снабжено механизмом для съема кас сеты-спутника с конвейера-, выполненным в виде установленных в направляющих корпуса двух жестко связанных между собой ползунов с Т-образными захватами под Г-образные скобы кассеты-спутника, при зтом .фиксаторы мег анизма поворота подпружинены и имеют шестерни, а механизм поворота выполнен в виде укрепленных на корпусе посредством вала зубчатых секторов, установленных с возможностью в взаимодействия с шестернями фиксаторов . На фиг.1 изображено описываемое устройство, вид спереди; на фиг.2 - то же, вид сверху; на фиг.З дан вид по стрелке А на фиг.1 ;на фиг..4 - разрез Б-Б на фиг,1; на фиг.5 - разрез В-В на.,фиг.1 Устройство для кантования изделий на конвейере включает корпус 1 с двумя ребрами 2, к которалм прикреплены верхняя 3 и нижняя 4 плиты. На плите 4установлены две стойки 5 механизма поворота и две направляющие 6 механизма съема кассеты-спутника 7, имеющей Г-образные скобы. В стойках 5механизма поворота смонтированы две иоворотные цапфы 8 с П-образными пазами 9 и подпружиненными фиксаторами 10 с одной стороны и жестко
установленными шестернями 11 тз-другой стороны, сцепленными с зубчатыми секторами 12, посаженными на валу 13, соединенными с серьгой 14, цилиндрог/ .
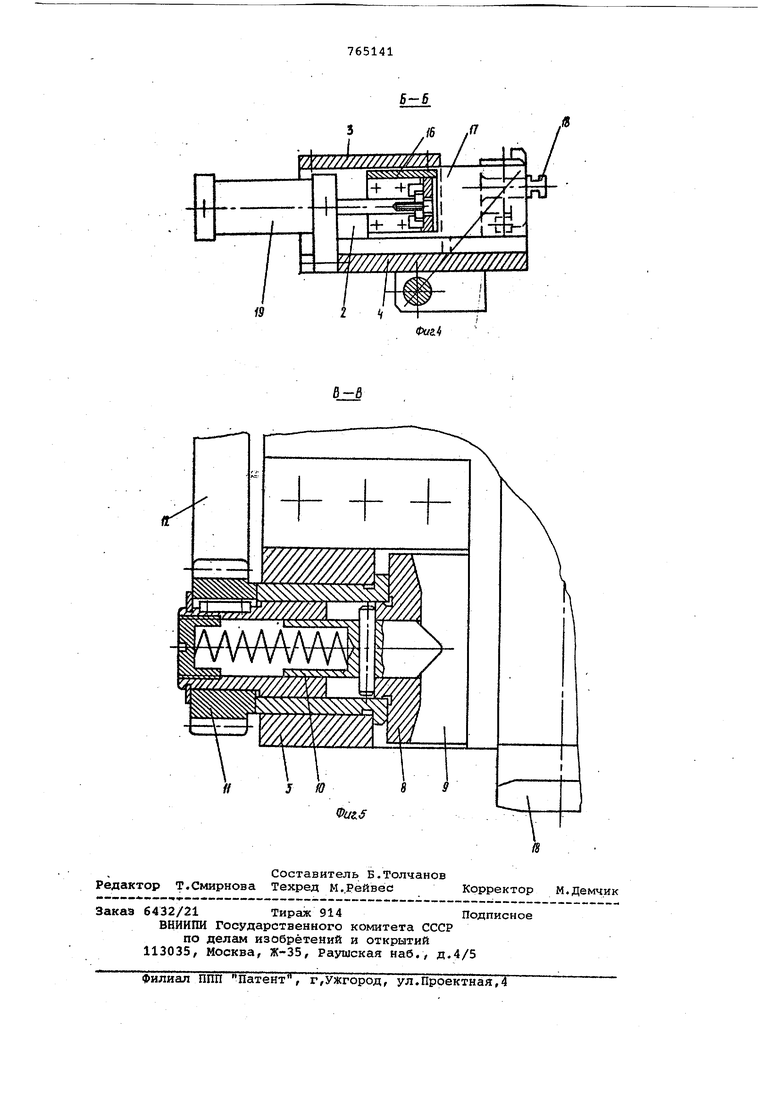
- в направляоощих 6 механизма .для . съема установлены жестко скрепленные между собой ребром 16 ползуны 17 с Т-обраэными захватами 18, соединенные с цилиндром 19.
Устройство работает следующим образом.
Кассета-спутник 7, перемещаясь на конвейере, своими Г-образными концами .скоб входит в пазы Т-образных за-. хватов 18 и останавливается. Затем под действием цилиндра 19 ползунами 17 кассета-спутник 7 перемещается в П-образные пазы 9 поворотных цапф 8 где фиксируется фиксаторами 10.Далее; выполняется сборка изделий в кассете автоматом, установленным на верхней плите корпуса 1. После выполнения операции сборки под действием цилиндра 15 на серьгу 14 и зубчатые сектора 12, входящие в зацепление с шестернями 11, производится поворот изделий с кассетой-спутником 7 в поворотных цапфах 8 на 180, при этом один Г-образный конец скр.бы кассеты 7 выходит из паза захвата 18, а другой - входит после поворота- в другой .паз Т-образного захвата 18. После поворота кассета 7 под действием цилиндра 19 возвращается на ковейер в
открытую зону для возможности выполнения ручной сборки или перемещается на следующую позицию. Затем цикл повторяется.
формула изобретения
Устройство для кантования изделий на конвейере,включающее корпус с направляющими и механизм поворота с фиксаторами, отличающееся тем, что, с целью расширения технологических возможностей путем обеспечения сборкл изделий, помещенных в кассете-спутнике с Г-образными скобами, вне зонй движения конвейера, оно снабжено механизмом для съема кассеты5спутника с йонвейера, выполненным в виде устанс;вленных в направляющих корпуса двух жестко связанных между собой ползунов с Т-образными захватами под Г-образные скобы кассеты-спут0ника, при этом фиксаторы механизма поворота подпружинены и. имеют шестерни, а механизм поворота выполнен в виде укрепленных на корпусе посредством вала зубчатых секторов, установленных с возможностью взаимодейст5вия с шестернями фиксаторов. Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР
227170, кл. В 65 G 47/90,17.12.66.
0
2.Авторское свидетельство СССР
№ 331997, кл. В 65 G 47/00, 09.06.69 .(прототип) .
| название | год | авторы | номер документа |
|---|---|---|---|
| Транспортная система автоматизированной линии для групповой сборки | 1979 |
|
SU891336A1 |
| Установка для перегрузки штучных грузов | 1989 |
|
SU1775338A1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕГРУЗКИ ИЗДЕЛИЙ, ПРЕИМУЩЕСТВЕННО ПОЛУПРОВОДНИКОВЫХ ПРИБОРОВ | 1990 |
|
RU2028698C1 |
| Устройство для перемещения изделий | 1987 |
|
SU1495055A1 |
| ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ | 1996 |
|
RU2101115C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ТИПА ЧЕРВЯЧНЫЙ ХОМУТ И ПОЛУАВТОМАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2445180C1 |
| Захват-кантователь для литейных ковшей | 1985 |
|
SU1296298A1 |
| Автоматическая роторная линия для сборки и сварки металлоконструкций | 1978 |
|
SU766801A1 |
| Устройство для ориентированной укладки штучных изделий | 1983 |
|
SU1135691A1 |
| Устройство для кантования изделий | 1985 |
|
SU1265120A1 |
-Н
+
и
-h
+
