(54) ТРАНСПОРТНАЯ СИСТЕМА АВТОМАТИЗИРОВАННОЙ ЛИНИИ ДЛЯ ГРУППОВОЙ СБОРКИ
1
Изобретение относится к машиностроению, в частности к транспортным системам для автоматизированных линий групповой сборки.
Известна транспортная .система автоматизированной линии для групповой сборки, содержащая тележечный конвейер с толкающим приводом, сборочные автоматы, установленные по ходу технологического процесса, кассеты-спутники и устройство для переноса кассет-спутников на позициях сборки 1.
Недостатком известной транспортной системы является ограниченность технологических возможностей.
Цель изобретения - расширение технологических возможностей.
Поставленная цель достигается тем, что транспортная система снабжена устройствами для поворота кассет-спутников в вертикальной плоскости, выполненными в виде установленных с возможностью поворота цапф с подпружиненными фиксаторами и пазами под кассеты-спутники, причем последние снабжены Г-образными скобами, а устройства для переноса кассет-спутников выполнены в виде двух жестко связанных между собой ползунов с Т-образными захватами, расположенными с возможностью взаимодействия с Г-образными скобами при переносе и повороте кассет-спутников.
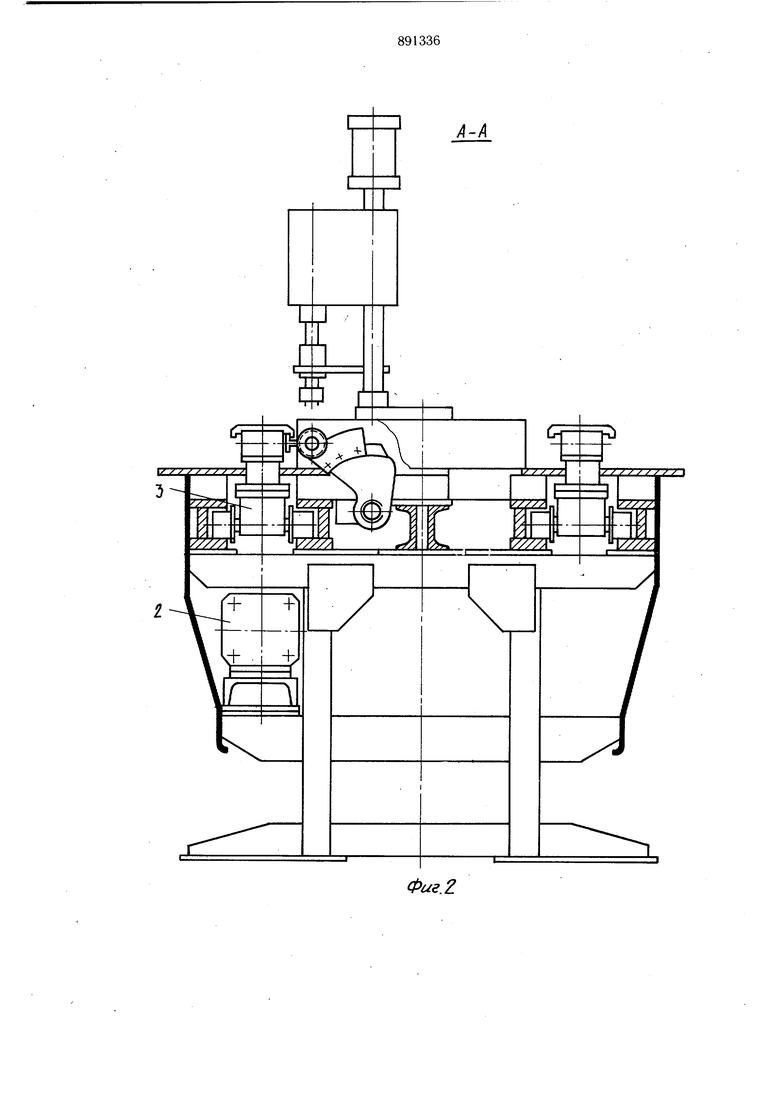
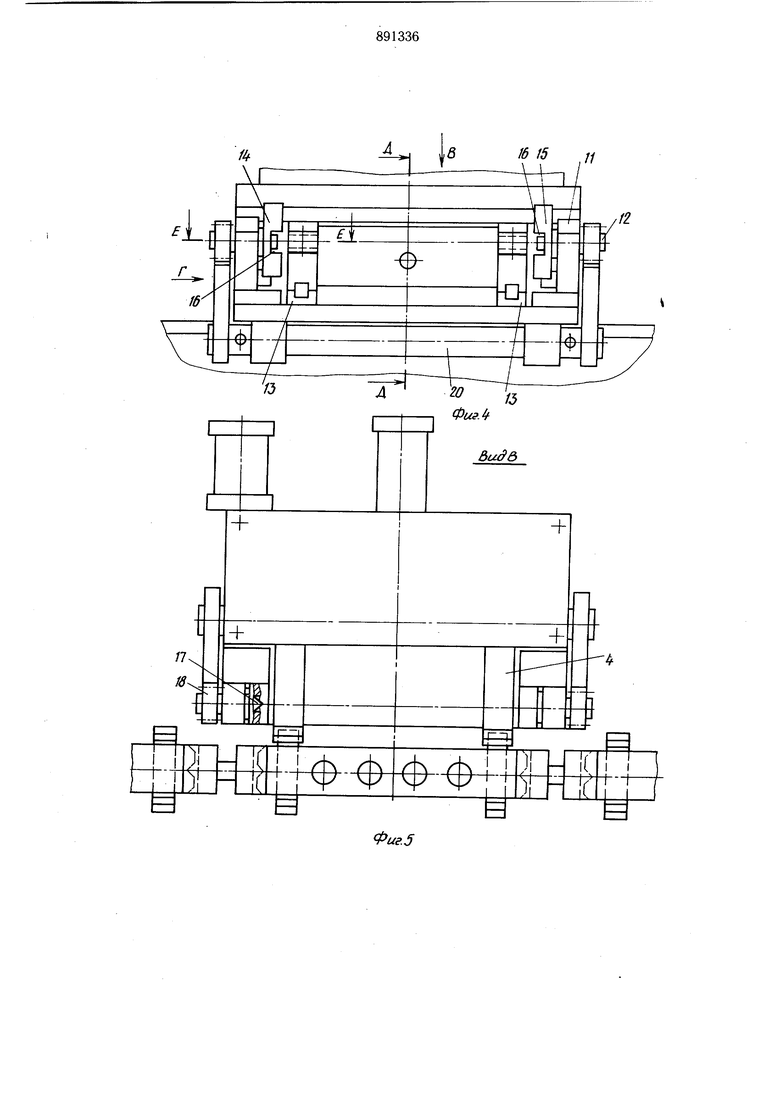
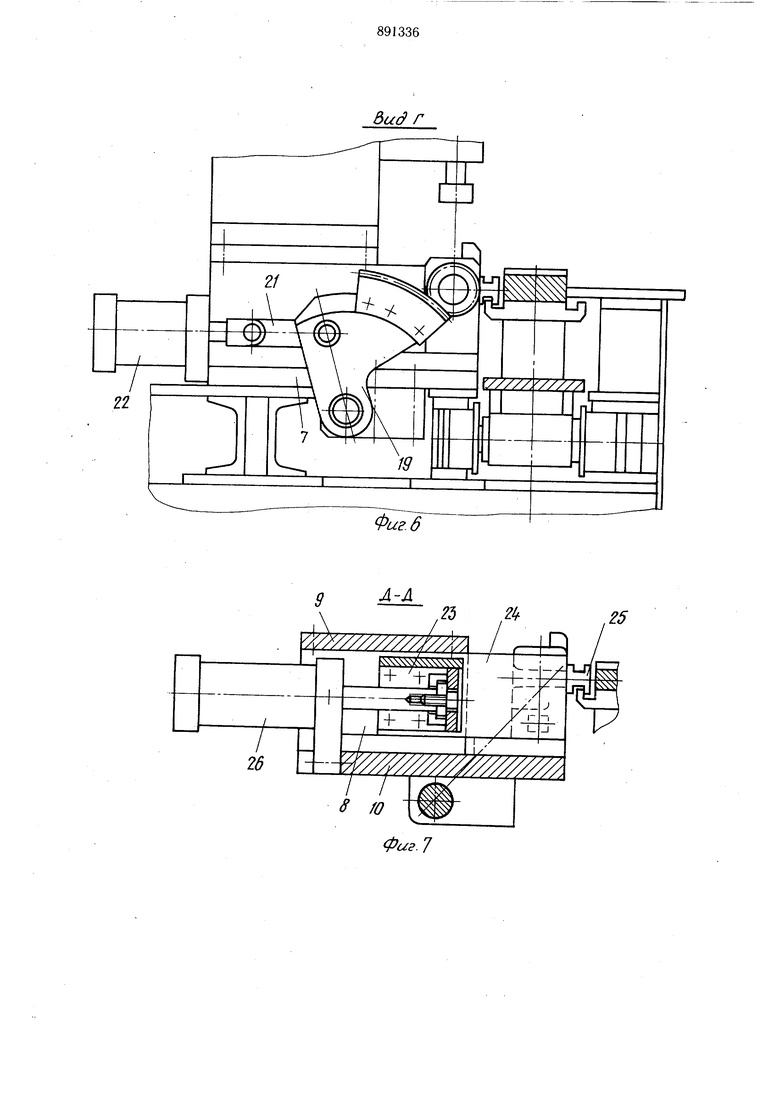
На фиг. 1 показана транспортная система, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - механизм поворота, вид спереди; на фиг. 5 - вид В на фиг. 4; на фиг. 6 - вид Г на фиг. 4; на фиг. 7 - разрез Д-Д на фиг. 4; на фиг. 8 - разрез Е-Е на фиг. 4; на фиг. 9 - кассета-спутник в исходной позиции на тележечном конвейере; на фиг. 10то же, на позиции сборки; на фиг. 11 -поворот кассеты-спутника на 180°; на фиг. 12установка кассеты-спутника на тележечный конвейер.
Транспортная система содержит горизонтально замкнутый конвейер 1 с толкак щити приводом 2, на тележках 3 которого установлены устройства 4 для переноса кассет-спут НИКОВ 5, имеющих Г-образные скобы 6.
Устройство для переноса включает корпус 7 с двумя ребрами 8, к которым прикреплена верхняя 9 и нижняя Ю плиты. На плите 10 установлены две стойки 11 механизма 12 поворота и две направляющие 13 механизма захвата. Механизм 12 поворота содержит две поворотные цапфы 14 и 15 с П-образными пазами 16 под кассеты-спутники 5, подпружиненные фиксаторы 17 с одной стороны и жестко установленные шестерни 18 с другой, сцепленные зубчатыми секторами 19, насаженными на валу 20, и соединенные серьгой 21 с пневмоцилиндром 22.
В направляющих 13 механизма захвата установлены жестко скрепленные между собой ребром 23 ползуны 24 с Т-образными захватами 25, соединенные пневмоцилиндром 26. На корпусе устройства 4 для переноса кассет-спутников жестко закреплен сборочный автомат 27, соответствующий данной технологической операции. На каждой рабочей позиции имеется пульт управления.
Транспортная система работает следующим образом.
Кассета-спутник 5, перемещаясь на конвейере, своими Г-образными скобами 6 входит в зацепление с Т-образными захватами 25 ползунов 24 и останавливается. При помощи пневмоцилиндра 26 кассета-спутник 5 ползунами 24 перемещается в П-образные пазы 16 поворотных цапф 14 и 15 и фиксируется фиксаторами 17. Затем выполняется сборка изделий, помещенных в кассете-спутнике. После выполнения операции сборки под действием пневмоцилиндра 22 на серьгу 21 и зубчатые сектора 19, входящие в зацепление с щестернями 18, производится поворот кассеты-спутника в поворотных цапфах 15 на 180°, при этом один конец Г-образной скобы кассеты-спутника выходит из Т-образного захвата 25, а другой конец входит. После поворота кассета-спутник под действием цилиндра 26 возвращается на конвейер в исходное положение для возможности выполнения ручной сборки или перемещается на следующую позицию.
Расположенные по ходу технологического процесса сборочные автоматы выполняют при сборке гидроклапанов угледобывающих машин установку резиновых уплотнений, капроновых седел клапанов, втулок, шариков, завертывание пробок.
Использование настоящего изобретения позволяет расширить технологические и функциональные возможности, повышает производительность линии.
Формула изобретения
Транспортная система автоматизированной линии для групповой сборки, содержащая тележечный конвейер с толкающим приводом, сборочные автоматы, установленные по ходу технологического процесса, кассетыспутники и устройства для переноса кассетспутников на позициях сборки, оличающаяся тем, что, с целью расширения технологических возможностей транспортной системы, она снабжена устройствами для поворота кассет-спутников в вертикальной плоскости, выполненными в виде установленных с возможностью поворота цапф с подпружиненными фиксаторами и пазами под кассеты-спутники, причем последние снабжены Г-образными скобами, а устройства для переноса кассет-спутников выполнены в виде двух жестко связанных между собой ползунов с Т-образными захватами, расположенными с возможностью взаимодействия с Г-образными скобами при переносе и повороте кассет-спутников.
Источники информации, принятые во внимание при экспертизе 1. Горелик Г. И., Василевский М.Я. и Беранский М. И. Транспортные устройства автоматических линий с приспособлениямиспутниками М., НИИМАШ, с-1, 1976, с. 14.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для кантования изделий | 1978 |
|
SU765141A1 |
| Сборочный центр | 1985 |
|
SU1311908A1 |
| Автомат для сборки | 1985 |
|
SU1329922A1 |
| Кассетно-транспортное устройство | 1983 |
|
SU1098868A1 |
| АВТОМАТ СБОРКИ ФИЛЬТРОВ | 1992 |
|
RU2026791C1 |
| Сборочная линия | 1981 |
|
SU986730A1 |
| Линия для сборки покрышек пневматических шин | 1981 |
|
SU1033363A1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕГРУЗКИ ИЗДЕЛИЙ, ПРЕИМУЩЕСТВЕННО ПОЛУПРОВОДНИКОВЫХ ПРИБОРОВ | 1990 |
|
RU2028698C1 |
| Автоматическая сборочная линия | 1985 |
|
SU1299772A1 |
| Поточная автоматизированная линия для сборки реле | 1989 |
|
SU1675961A1 |



Фиг}
Фиг.2
Q I
O
1615 ji
V+-1/
Фиг. 5
- -
26
Л-Л
/ /О
Фиг.З
У//////////777Л
Фиг. //
Фиг. 11
