Изобретение относится к станкостроению, в частности к многооперационнык станкам с автоматической сменой ifflc- румента типа обрабатывающий центр. Известны металлорежущие станки с автоматической сменой инструмента, содержащие устройство ОЛЯ смены 1шстру- мента, перемещающееся по траверсе между магазином для инструментов и шпинделем станка С Магазин преимущественно цеш ного типа расположен с одной из боковых сторон относительно стойки станка. Траверса с круговыми направляющими жестко соединена со шпиндельной бабкой, благодаря чему в процессе автоматической смены инструмента устройство для смены перемещается вместе со щпиндельной бабкой вдоль магазина цепного типа, что CBSIзано с существенными недостатками кс«ст рукции.. Основным недостатком станка является . невозможность обеспечения автоматической смены инструментальных головок при одностороннем относительно стойки распа:ложении магазинов для инструментов и инструментальных головок. В последнее время в станкостроении наметилась тенденция к созданию обрабатывающих центров Сповышенными технологическими возможностями. С этой целью нх снабжают дополнительно магазшюм ifflCTpyментальных головок. Размещение магазинов инструментов и инструментальных головок с разных сторон относительно стойки станка связано со значительным усложнением конструкций. Устранить этот недостаток позволяет одностороннее относительно стойки станка размещение vtarasHHOB инструментов и инструментальных головок. Однако в известной конструкции станка осуществить это невозможно. Недостатком известного станка является также то,, что жесткая связь траверсы со шгншдельной бабкой приводит к увапи.ченшо массы и громоздкости послеш1ей, что в свою очередь снижает надежность работы станка.
Кроме того, смена ииструмонта осу1ществляется за счет перемещения самой шпиндельной бабки, что отрицательно ска аывается на точности позиционировщшя штшцеля и производительности работы.
Целью изобретения является обеспечение возможности автоматической сме«ны ifflcTpyментальных головок при оцностороннем относительно стойки станка расположении магазшов для инструментов и инструментальных головок, а также повышение надежности работы, точности позиционирова шя и производительности.
Указанная цель достигается за счет того, что в известном станке с однос-
торонним относительно стойки расположением магазинов для инструментов и инструментальных головок траверса вы« полнена из двух стыкуемых между собой частей, ршш из которых размещена ,на шпшшельной бабке, а другая - на стойке, причем траверса размещенная на шшшдельной бабке станка, располо жена со стороны магазинов для инструментов и инструментальных головок и жляется общей направлотощей для устройства смены инструмента и для перемещения инструментальных гатювоКс
Кроме того, часть траверсы может быть установлена на стойке с возмож
ностью перемещения вдоль нее.
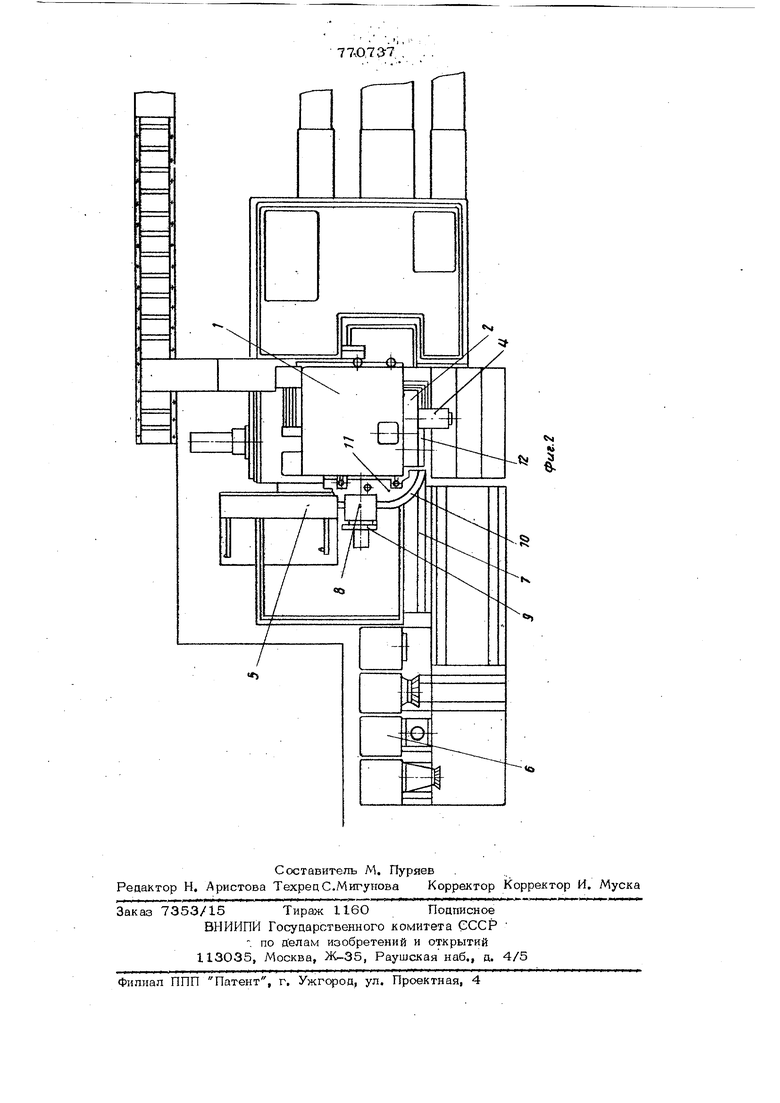
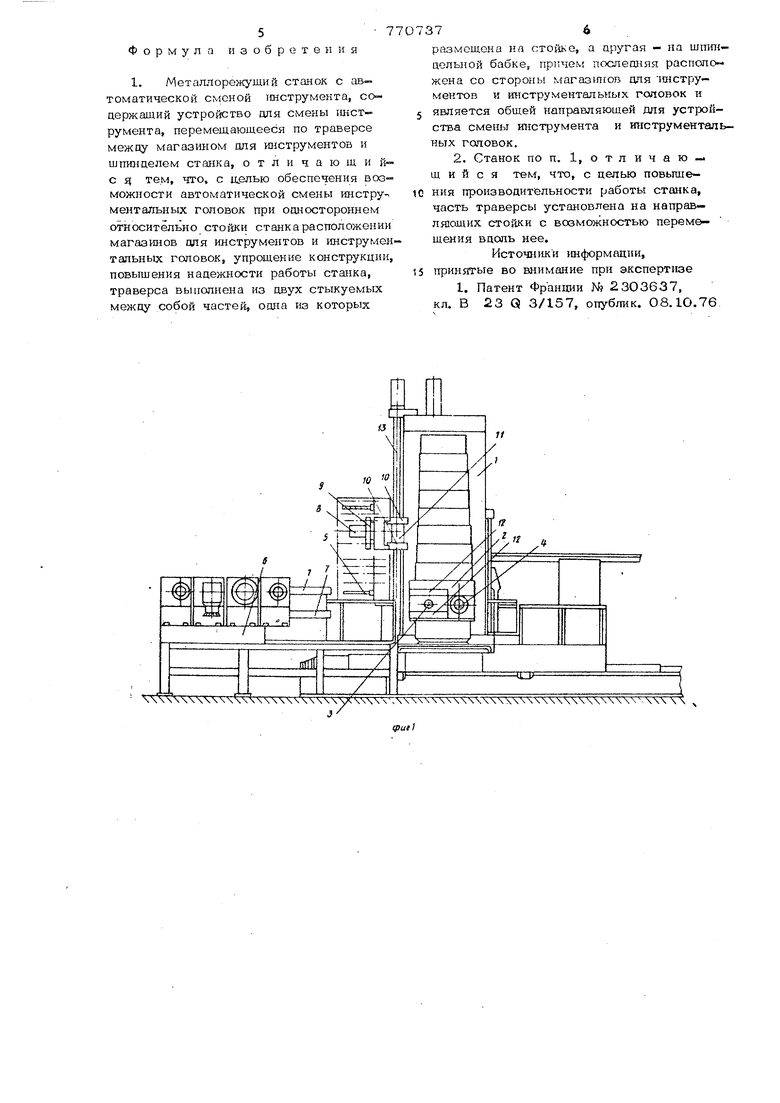
На фиг. 1 показан станок, вид спереди;на, фиг. 2 - то же, вид в плане.
Станок содержит стойку 1 порталь- ного типа, перемещающуюся на стан1Ше в двух взаим 1о перпендикулярных направлениях. По направляющим стойки пе ремещается шпиндельная бабка 2 с двумя горизонтальными шп шделями 3 и 4, один из которых инструментальный 4, а другой головочный 3.
С стороны (с левой стороны относительно стойки) размещен магазин 5 барабанного типа для инструментов, магазин инструментальных головок 6, снаб- женный направляющими 7 для перемещени головок, выполненными в виде привертных планок.
Станок снабжен устройством автоматической смены инструментов 8 с захватами 9, перемещающимися по круговым направляющим Ю, которые выполнены в виде планок, укрепленных на траверсе 11, установленной на стойке 1 .
На лобовой плите шпиндельной бабки 2 со стороны размещения магазинов укреплены другие части направляющих 12 в вице привертных планок, которые стыкуются с направляющими Ю траверсы 1
Кроме того, траверса 11 поромещает- ся на опорах качения по вертикальным направляющим 13, укрепленным на стойке.
Станок работает следующим образом.
В случае жесткого крепления траверсы с частью направляющих на стойке, причем траверса расположена п зоне размещения магазина инструментов, по команде на смену инструмента, поступающей с пульта управления, стойка 1 отходит назад, выводя инструмент из зоны резания. При этом включается привод перемещения шпиндельной бабки 2. Направляющие 12 цшиндельной бабки совмещаются с направЛ5ПОЩИМИ Ю траверсы 11 и фиксируются. Устройство смены инструмента 8 перемещается с направляющих Ю траверсы на направляющие 12 бабки, происходит захват инструмента и обратное его дви- Ж;ение к магазину 5.
.По команде на ввод в дерйтвие инструментальных головок шпиндельная бабка 2 перемещается в крайнее ниншее положение, соответствующее зоне сменЬ головок. Стойка 1, двигаясь перпендикулярно оси шшшделя, подходит к магазину инструментальных головок 6, при этом направляющие 7 магазгаш совмещаются с направляющими 12 шпиндельной бабки 2 и фиксируются. Далее головки перемещаются из магазина 6 на шпиндельн то бабку 2, где они фиксируются на головочном шпинделе 3 и зажимаются.
Выполнение траверсы 11 из двух стыкуемых частейа размещенных: одна на стойке, другая - на шпиндельной бабке, обеспечивает возможность авто матической смены инструментальных головок ппи одностороннем относительно стойки расположения магазинов для инструментов и инструментальньгх головок, а также приводит к уменьшению массы шпиндельной бабки, а значит, и повышен1по надежности работы станка.
В случае крепления траверсы с частью направляющих на стойке с возможностью перемещения вдоль нее смена инструмента осуществляется путем перемещения не шпиндельной бабки, а непосредственно траверсы, в результате чего повышается точность позиционирования шшшделя, а значит, дополнительно и надежность работы станка. Повышается также производительность станка и упрощается цикл смены инструмента, так как. перемещение траверсы не входит во вспомогательное время цикла смены иснтрумента.
Формула изобретения
1. Металлорежущий стачок с автоматической сменой тшструмента, содержащий устройство для смены imcTрумента, перемещающееся по траверсе между магазином для инструментов и шпинделем станка, о т л и ч а ю щ и и с q тем, что, с целью обеспечения возможности автоматической смены инструментальных головок при одностороннем относительно стойки станка расположении магаз шов для инструментов и инструментапьных головок, упрощение конструкции, повышения надежности работы станка, траверса выполнена из двух стыкуемых между собой частей, одна из которых
размещена на cToitKe, а другая - на шпиндельной бабке, причем послеш яя расположена со стороны магазшюв для чщструментов и инструментальных головок и является общей направляющей для устройства смены инструмента и инструментальных гачовок,
2. Станок по п. 1, о т л и ч а ю - щ и и с я тем, что, с делью повышения производительности работы станка, часть траверсы установлена на направляющих стойки с возможностью перемещения вдоль нее.
Источники ушформации, принятые во внимание при экспертизе
I. Патент Франции № 2303637, кл. В 23 Q 3/157, опублик. 08.1О.76

| название | год | авторы | номер документа |
|---|---|---|---|
| Металлорежущий станок с автоматической сменой инструмента | 1979 |
|
SU921768A2 |
| Устройство для автоматической смены инструмента и инструментальных головок на металлорежущем станке | 1987 |
|
SU1481026A1 |
| Многооперационный станок с автоматической сменой инструмента | 1983 |
|
SU1133799A1 |
| Многооперационный станок | 1987 |
|
SU1454653A1 |
| Металлорежущий станок | 1990 |
|
SU1803277A1 |
| Обрабатывающий центр | 1990 |
|
SU1756104A1 |
| Металлорежущий станок с устройством для автоматической смены инструмента | 1978 |
|
SU763067A1 |
| Устройство для автоматическойСМЕНы иНСТРуМЕНТОВ HA МЕТАллО-РЕжущЕМ CTAHKE | 1978 |
|
SU852163A3 |
| Многооперационный станок | 1979 |
|
SU880689A1 |
| МНОГОЦЕЛЕВОЙ СТАНОК С УСТРОЙСТВОМ АВТОМАТИЧЕСКОЙ СМЕНЫ ИНСТРУМЕНТА | 1994 |
|
RU2108218C1 |