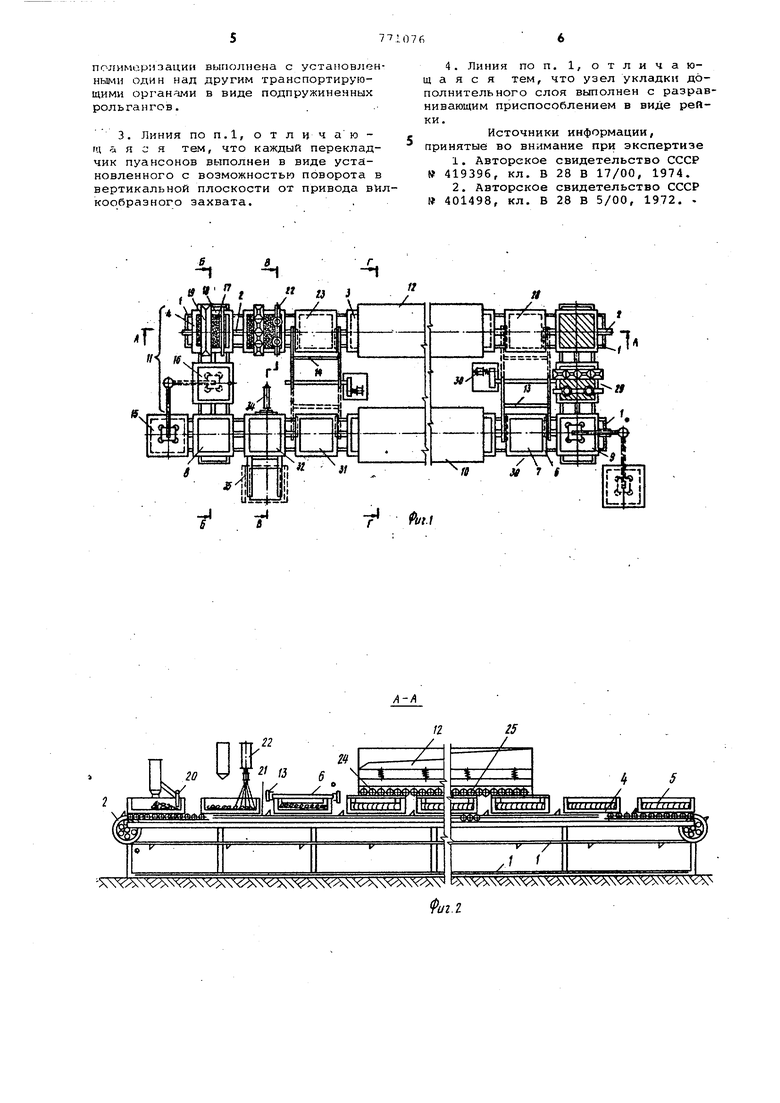
Каждый перекладчик пуансонов может быть выполнен в виде установленного с возможностью поворота в вертикальной плоскости от привода вилкообразного захвата. В предлагаемой поточной линии узел укладки дополнительного слоя может быть выполнен с разравнивающим приспособлением в виде рейки. На фиг, 1 изображена предлагаемая лоточная линия, план; на фиг. 2 - то же, разрез А-А на фиг. 1; на фиг. 3-то же, разрез Б-Б на фиг. 1; на фиг.4 то же, разрез В-В на фиг. 1; на фиг.5 то же, разрез Г-Г на фиг. 1. Поточная линия содержит станину 1 приводной шаговый конвейер 2 с прессформами 3 в виде поддона 4 с подвижным дном 5 и пуансона 6 с пустотообразующим коробом 7, узел 8 подготовки пресс-форм, узел 9 укладки теплоизоляционного сЛоя, камеру 10 полимеризации тейлоизоляционного слоя, узел 11 укладки дополнительного слоя камеру 12 полимеризации дополнительного слоя, перекладчики 13 и 14 пуан сонов. В начале с помощью узла.8 подготовки пресс-форм производят чистку и смазку поддонов 4, расположенных на продольной ветви шагового конвейе ра 2 с последующей передачей их на поперечную ветвь шагового конвейера 2, где с помощью узла 11 уклгщки дополнительного слоя осуществляют сначала укладку в поддоны слоя гидро изоляции 15 на посту 16,а затем засыпку определенной дозы наполнителя 17 (например, гранулированного керамзита, подогретого до 60-80°С) на посту 18. Засыпку производят из бунк ра 19, оборудованного системой подог рева. Наполнитель разравнивают приспособлением в виде рейки 20. Затем поддон поступает на пост 21, где осу щёствляют заливку компонентов связую щего из бункеров 22, снабженных системой подогрева. Далее поддон пресс-формы поступае на пост 23, где осуществляют установ ку на поддон пуансонов с помощью перекладчика 14 пуансонов. После закрытая пуансоном пресс-форма 3 поступает в камеру 12 полимеризации допол нительного слоя, выполненную с установленными один над другим транспорт рующими органами в виде подпружиненных рольгангов 24 и 25, установленных на общей раме 26 с ограничительными роликами 27. После выхода из ка меры 12 полимеризации дополнительног слоя пресс-форма поступает на пост 2 где с помощью перекладчика 13 пуансо нов осуществляют съем пуансона с под дона, который далее поступает на поперечную ветвь шагового конвейера, на которой расположен пост 29 дозирования, перемешивания и заливки в . по,ццрн компонентов связующего для теплоизоляционного слоя. Далее ПОДДОЕ поступает на следующий пост, где е помощью узла 9 укладки теплоизоляционного слоя осуществляют укладку пароизоляции. На посту 30 с помощью перекладчика 13 пуансонов поддон накрывают пуансоном вверх пустотообразующим коробом, после чего закрытая пуансоном пресс-форма поступает в камеру 10 полимеризации теплоизоляционного слоя После выхода из нее пресс-форма поступает на пост 31, где осуществляют съем пуансона перекладчиком 14 пуансонов, который может быть выполнен в виде установленного с возможностью поворота в вертикальной плоскости от привода вилкообразного захвата. После съема пуансона поддон поступает на пост 32, где с помощью пневмоцилиндра 33 подвижное дно 5 поддона 4 поднимают вместе с изделием выше боковой стедки поддона 4, а с помощью пневмоцилиндра 34 изделие сдвигают в контейнер 35. После этого подвижное дно 5 опус кают на место, поддон перемещают к узлу 8 подготовки пресс-форм, и цикл повторяется. Предлагаемая линия позволяет изготовить многослойные теплоизоляционные плиты с повышенной прочностью в заводских условиях или на стройплощадке, повысить производительность и индустриализацию строительного производства, В качестве дополнительного слоя люжет быть использована минеральная или стеклянная вата. Формула изобретения 1,Поточная линия для изготовления теплоизоляционных изделий, содержа- , гцая шаговый конвейер со смонтированными на нем узлами подготовки пресс-форм в виде поддона и пуансона, укладки теплоизоляционного слоя и камеру полимеризации последнего, отличающаяся тем, что, с целью получения многослойных изделий, она снабжена установленными последовательно между узлом подготовки пресс-форм и узлом укладки теплоизоляционного слоя узлом укладки дополнительного слоя и симметрично расположенной камере полимеризации теплоизоляционного слоя камерой полимеризации дополнительного слоя, а также перекладчиками пуансонов, причем один из них расположен между входом камары,полимеризации теплоизоля1ионного слоя и выходов камеры полимеризации дополнительного слоя, а другой - между выходом и входом соответствующих камер полимеризации. 2.Линия по п. 1 , о т л и ч а ющ а я с я тем, что аждая камера
полимеризации выполнена с установленными один над другим транспортирующими органами в виде подпружиненных рольганго;в.
3. Линия по П.1, о т л и ч а ю ГЦ а я с я тем, что каждый перекладчик пуансонов выполнен в виде установленного с возможностью поворота в вертикальной плоскости от привода в 1лкообраэного захвата..
4. Линия по п. 1, отлича ющ а я с я тем, что узел укладки дополнительного слоя выполнен с разравнивающим приспособлением в виде рейки.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР 419396, кл. В 28 В 17/00, 1974.
2.Авторское свидетельство СССР 401498, кл. В 28 В 5/00, 1972, .
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия ремонта шиберных затворов | 1990 |
|
SU1731428A1 |
| Конвейерная линия для изготовления бетонных и железобетонных изделий | 1980 |
|
SU950533A1 |
| Технологический комплекс по производству железобетонных изделий | 1987 |
|
SU1445974A1 |
| Технологическая линия для изготовления строительных изделий | 1979 |
|
SU897518A1 |
| Поточная линия для изготовления железобетонных изделий | 1976 |
|
SU701806A1 |
| Поточная линия по производству древесностружечных плит | 1980 |
|
SU905117A1 |
| Технологическая линия для изго-ТОВлЕНия СТРОиТЕльНыХ издЕлий | 1978 |
|
SU808298A1 |
| Поточная линия для изготовления волокнистых плит из волокнистой суспензии | 1989 |
|
SU1761480A1 |
| МНОГОСЛОЙНЫЙ СТРОИТЕЛЬНЫЙ ЭЛЕМЕНТ, СПОСОБ ЕГО ПРОИЗВОДСТВА И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПО ПРОИЗВОДСТВУ МНОГОСЛОЙНОГО СТРОИТЕЛЬНОГО ЭЛЕМЕНТА | 2017 |
|
RU2645314C1 |
| Технологическая линия для изготовления теплоизоляционных материалов | 1990 |
|
SU1787792A1 |

Хл УХЛУС АХ%ЛУх Ч х УхХ Ух S-S
Фиг.5
Фиг.5
