1
Изобретение относится к обработке металлов давлением и может быть использовано для изготовления деталей коробчатой формы.
Известен штамп для гибки деталей коробчатой формы, содержащий закрепленный на верхней плите составной пуансон и смонтированные на нижней подпружиненный в направлении перемещения пуансона прижим и охватывающую прижим матрицу Г1.
Недостатком штампа является то, что он позволяет получать детали только одного типоразмера.
Цель изобретения - устранение этого недостатка.
С этой целью прижим в предлагаемом штампе выполнен составным из двух концентричных частей, внутренняя часть выполнена в виде приводного рольганга, приводные оси которого непараллельны боковой рабочей поверхности матрицы.
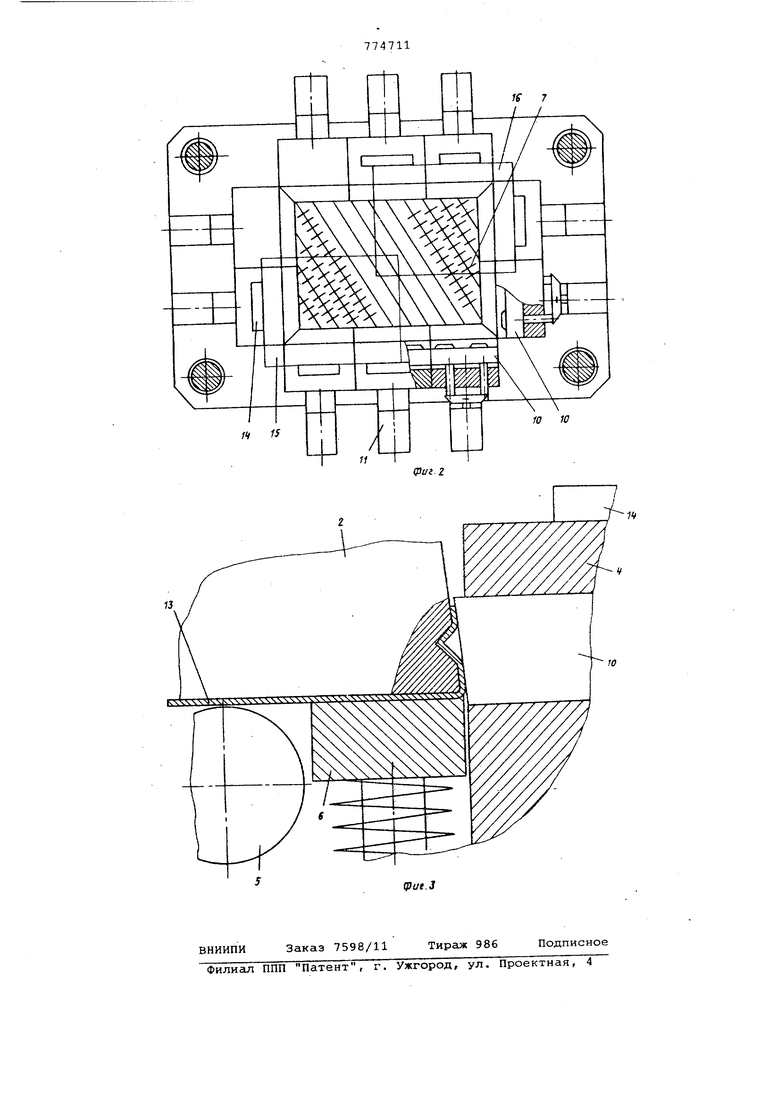
На фиг. 1 изображен схематично предлагаемый штамп; на фиг. 2 штамп, вид в плане; на фиг. 3 - положение рабочих органов в конце гибки.
На верхней плите 1 штампа закреплен составной пуансон 2. На ниж;ней плите 3 смонтированы матрица 4 и прижим, состоящий из приводного рольганга 5 и охва тывающей его части 6, подпружиненных в направлении перемещения пуансона 2. Приводные оси 7 рольганга непараллельны боковой рабочей поверхности 8 матрицы 4. Матрица 4 имеет паз 9 по всему периметру рабочей соковой поверхности, в котором размешен горизонтальный пуансон 10, приводимый гидроцилиндром 11, в секциях пуансона 2 установлены подпружиненные сбрасыватели 12.
Штамп работает следующим образом.
Листовую заготовку 13 помещают на рольганг 5. При включении рольганга заготовка перемещается до упоров 14. Затем включают пресс, пуансон 2 прижимает заготовку к рольгангу 5 и части 6 прижима и, утапливая ее вместе с рольгангом и прижимом, производит гибку двух угловых кромок заготовки. Совершив полное рабочее перемещение, верхняя плита 1 останавливается.
Под воздействием гидроцилиндров 11 начинсцот перемещение пуансоны 1C, которые завершают гибку кромок и
вьшавливают углубления. После возвращения пуансонов 10 в исходное положение верхняя плита 1 поднимается вверх, а загЪтовка снимается с пуансона 2 сбрасывателями 12.
После возвращения верхней плиты 1 в исходное положение включается рольганг 5 и заготовка перемещается из положения 15 в положение 16.
Затем производится гибка двух дргих кромок заготовки в аналогичном цикле.
Готовая деталь удаляется из штампа.
При наладке на типоразмер детали необходимо на верхней плите закрепи секций пуансона с таким расчетом, чтобы не снимать пуансоном отогнуты уже кромки детали.
Применение предлагаемого штампа обеспечивает изготовление коробча- . тых изделий и выдавливание углублений в отогнутых кромках, а также изготовление на одном штампе деталей многих типоразмеров.
Формула изобретения
Штамп для гибки деталей коробчатой формы, содержащий закрепленный на верхней плите составной пуансон и смонтированные на нижней плите подпружиненный в направлении перемещения пуансона прижим и охватывающую прижим матрицу, отличаю щи и с я тем, что, с целью обеспечения возможности изготовления деталей различных типоразмеров , прижим выполнен составным из двух концентричных частей, внутренняя из которых выполнена в виде приводного рольганга, приводные оси которого непараллельны боковой рабочей поверхности матрицы.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 472725, кл. В 21 0. 37/08, 01,06.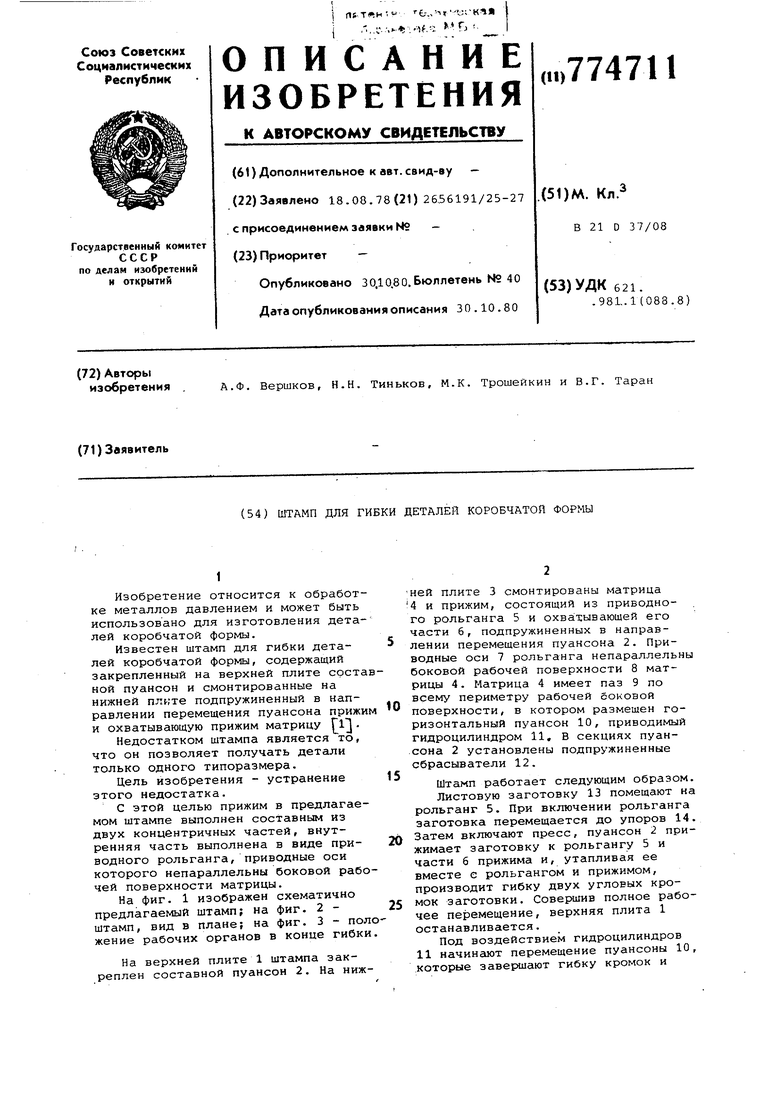
| название | год | авторы | номер документа |
|---|---|---|---|
| Гибочный штамп | 1985 |
|
SU1260065A1 |
| Многопозиционный гибочный штамп | 1979 |
|
SU889206A1 |
| Штамп последовательного действия | 1990 |
|
SU1733167A1 |
| Штамп второго перехода для изго-ТОВлЕНия дЕТАлЕй ТипА ХОМуТиКОВ | 1979 |
|
SU818709A1 |
| Штамп для гибки П-образных деталей | 1987 |
|
SU1470391A1 |
| Штамп совмещенного действия для вырубки и гибки заготовок из полосового материала | 1979 |
|
SU871911A1 |
| Штамп для гибки | 1978 |
|
SU764787A1 |
| Штамп для вытяжки с противодавлением | 1988 |
|
SU1593738A1 |
| Гибочный штамп | 1978 |
|
SU780929A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ГНУТЫХ ИЗДЕЛИЙ | 1991 |
|
RU2013170C1 |