Известны присг;особ.:1ения к токар1-10-гз 1нторезном станку л.чя авто ;ат1 ческсго нарезания резьбы, обеспечпваюише беспрерывное возвратно-постунате.чьное движение нродольного еупнорта н нодачу нопе ечного еупнорта при номощи .храпового ie,ai;ii3Ma.
Описываемое ириснособление имеет целью обеспечить, кроме того, быстрый подвод и отвод резца в конечных пхнктах двцже}1ия нродольного суниорта.
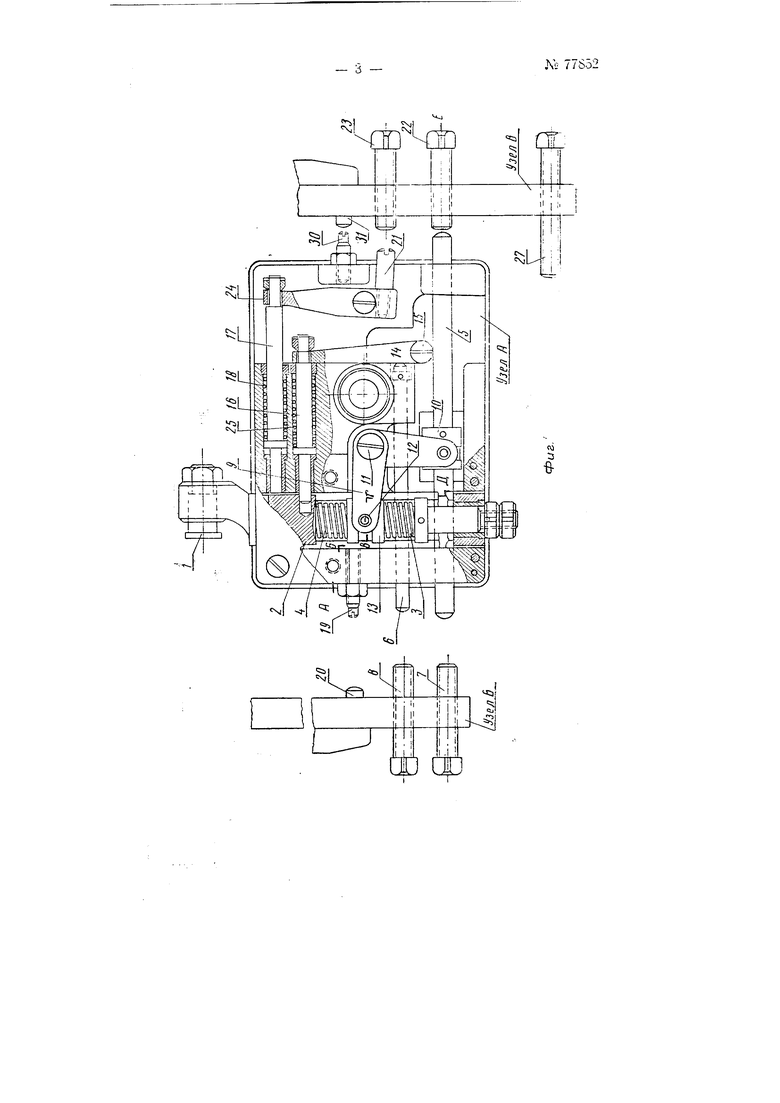
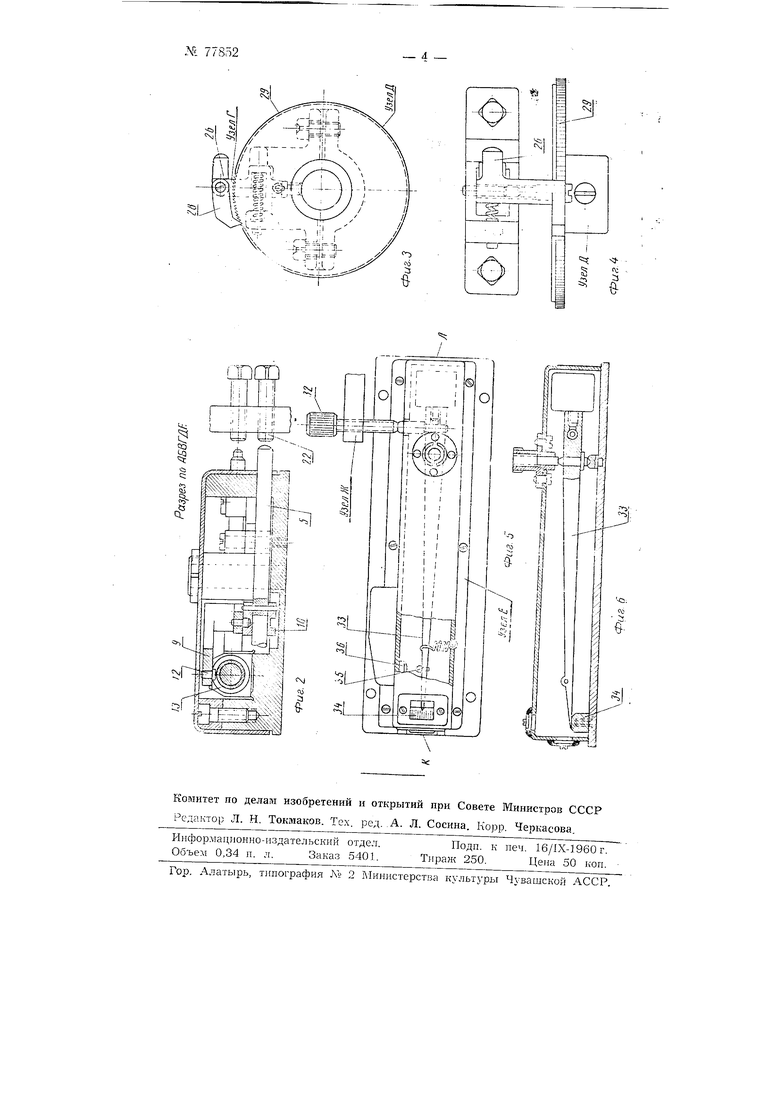
На фнг. изображены узлы А, Б и В присиособления. обеспечивающие быстрый подвод и отвод резиа; па фиг. 2-разрез узлов А и В пэ ,;1; 11-;и АБВГДЕ; иа . 3-узлы Г и Д приспособления, обесиечиваюии е поперечную по.тачу резца, вид с торца; на фиг. 4-узлы Г и Д, вид в 1ла11е; иа фиг. 5-узлы Е и Ж ириспособления, обеспечивающие выключение нривода станка при окончании работы парезаиия; на фиг. 6- разрез узла Е но КЛ иа фиг. 5.
Узел А устанавливают своим центральным отверстием на шпильку верхней части суппорта вместо резцедержателя. Узлы Б и В кренятся к станние станка. Узел Г крепят к втулке иодшипннка ходового винта поперечной нодачи. Узел Д устанавливают иа ходовом виите поперечной нодачи. Узел Е кренят па верхней части иоиеречиых еалазок еуииорта. зел Ж привиичивают к нижней части сугнюрта. Резец крепят при номощи резцедержателя 1 на ползуне 2. еовершающем подвод и отвод резца цод действием пруж1 и 3 и 4, смонтированных на хвостовике иолзуиа.
После устаиовки изделия, подвода резца в исходное ноложение н пуска станка работа протекает в следующем порядке.
Если при пуске станка суппорт начал двигаться в переднем иагфав.чеиии, то в тот момепт, когда 11езец приблюится к противоположному коицу резьб| 1, толкатели 5 и 6 подходят соответственно к упорам 7 и
ль 77852- 2 -
8 узла Б. При дальнейшем движении сунпорта рычаг 9, сопряженный с втулкой 10, скренленной с толкателем 5, поворачивается на оси 11 и сдвигает своим штифтом 12 насаженный на хвостовик нолзуна 2 сухарь 13, причем пружина 3 сжимается, а пружина 4 растягивается. Б то же время рычаг 14 поворачивается на оси 15 и вытягивает фиксатор 16 из отверстия ползуна. При этом нолзун с резьбовым резцом, освобожденный от фиксатора 16, отталкивается растянутой пружи 1ой 4 от нарезаемой детали, а фиксатор 17 пружиной 18 задвигается во второе отверстие по.тзуна 2. Упор 19 нажимает на кнопку 20 выклюмателя, реле нереключает механизм продольной подачи станка и суплюрт начннает двигаться в обратном направлении.
Когда резец ирнблизится к началу резьбы, толкатель 5 и упор 21 остапавливаются упорами 22 и 23 уз.та В. При дальнейшем движении суппорта рычаг 9 поворачивается на оси 11, сдвигает сухарь 13 и сжимает пружину 4. Одновременно растягивается пружина 3. Рычаг 24 поворачивается на оси н вытягивает фиксатор 17 из отверстия нолзуна 2, Ползун с резьбовым резцом нружипой 4 выдвигается инеред, после чего фиксатор 16 задвигается пружиной 25 в отверстие ползуна.
Упор 26 (фиг. 3 и 4), дойдя до упора 27 (фиг. 1), останавливается. При дальнейшем движеипп суппорта собачка 28 поворачивает храповое колесо 29 и ходовой винт ионеречной подачи подает резец вперед на толщину стружки. Одно1зременно упор 30 нажимает на кнонку 31 выключателя узла В. реле переключает механизм продо.лыюй подачи и супнорт снова }1ач11нает движение вперед.
Упор 32 (фпг. 5 и 6), по мере углублепия резьбы, поворачивает стрелку 33 ппд11катора вдо.ль П1калы 34. По окопчапии последне1о прохода упор 35 нажимает па кнопку 36 выключателя и реле останавливает с ганок.
Предмет изобретения
Приснособлеиие к токарно-випторезному станку для автоматического нарезания резьбы, обеснечивающее беспрерывпое возвратно-поступательное движепие продольного суппорта п подачу поперечпого с ппорта посредством храпового механизма, отличающееся тем, что, с целью осуществления быстрого подвода и отвода резца, на станпне станка устанавливаются четыре упора, из которых одна пара управляет фиксаторами резцедержателя, а другая-сухарем, растягивающим попеременно одну из пружин и одповременно сжимающим другую на хвостовике нолзуна, несущего на себе резцедержатель.
1«ol ffl
, 4t
«5
1
1
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нарезания резьбы на токарном станке | 1980 |
|
SU933320A1 |
| Универсальное приспособление к токарно-винторезным станкам для многопроходного нарезания наружных резьб | 1953 |
|
SU100116A1 |
| РЕЗЬБОТОКАРНЫЙ ПОЛУАВТОМАТ С НЕРЕВЕРСИВНЫМ ШПИНДЕЛЕМ | 1969 |
|
SU241904A1 |
| Приспособление к токарному станку для нарезания резьбы | 1987 |
|
SU1546216A1 |
| Механизм автоматической нарезки резьбы к специальному токарно-резьбонарезному станку | 1983 |
|
SU1117160A2 |
| ДОЛБЕЖНОЕ УСТРОЙСТВО | 1973 |
|
SU373097A1 |
| Зубообрабатывающий станок для изготовления крупномодульных колес внутреннего зацепления | 1983 |
|
SU1151389A1 |
| Полуавтоматическое резьбонарезное устройство | 1976 |
|
SU595096A2 |
| Устройство для автоматизации нарезания резьбы на токарно-винторезном станке | 1955 |
|
SU116129A1 |
| Суппорт резьботокарного полуавтомата | 1974 |
|
SU584976A1 |