(54) УСТРОЙСТВО ДЛЯ ПОДАЧИ ПОЛОСОВОГО И ЛЕНТОЧНОГО МАТЕРИАЛА В РАБОЧУЮ ЗОНУ ПРЕССА
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи полосового и ленточного материала в рабочую зону пресса | 1978 |
|
SU778879A1 |
| Устройство для подачи полосового и ленточного материала к обрабатывающей машине | 1978 |
|
SU778878A1 |
| Устройство для подачи полосового и ленточного материала в рабочую зону пресса | 1974 |
|
SU480481A1 |
| Устройство для подачи полосового и ленточного материала в рабочую зону пресса | 1979 |
|
SU889233A1 |
| Штамповочный комплекс | 1988 |
|
SU1609537A1 |
| Устройство для подачи ленточного и полосового материала в рабочую зону пресса | 1989 |
|
SU1706763A1 |
| Устройство для подачи полосового и ленточного материала в рабочую зону пресса | 1983 |
|
SU1091967A1 |
| Механизм подъема верхнего валкауСТРОйСТВА C дВуМя ВАлКАМи | 1978 |
|
SU816631A1 |
| Устройство для подачи полосового и ленточного материала в рабочую зону пресса | 1988 |
|
SU1648609A1 |
| Устройство для подачи полосового и ленточного материала в рабочую зону пресса | 1982 |
|
SU1061898A1 |
1
Изобретение относится к холодной обработке металлов давлением и может быть использовано для подачи полосового и ленточного материала в рабочую зону пресса.
Известно устройство для подачи полосового и ленточного материала в рабочую зо-. ну пресса, содержащее верхний и нижний валки и расположенный под валками механизм подъема нижнего валка, выполненный в виде силовых цилиндров, поршни которых через штоки связаны с нижним валком 1.
Однако в известном устройстве зазор .между валками постоянен, что не позволяет подавать материал, имеюш,ий различную толш,ину.
Цель изобретения - обеспечение возможности регулировки зазора между валками.
Поставленная цель достнгается тем, что устройство снабжено механизмом регулировки зазора, выполненным в виде резьбовых втулок, каждая из которых установлена на одном из штоков и ввернута в корпус силового цилиндра с возможностью взаимодействия с его поршнем.
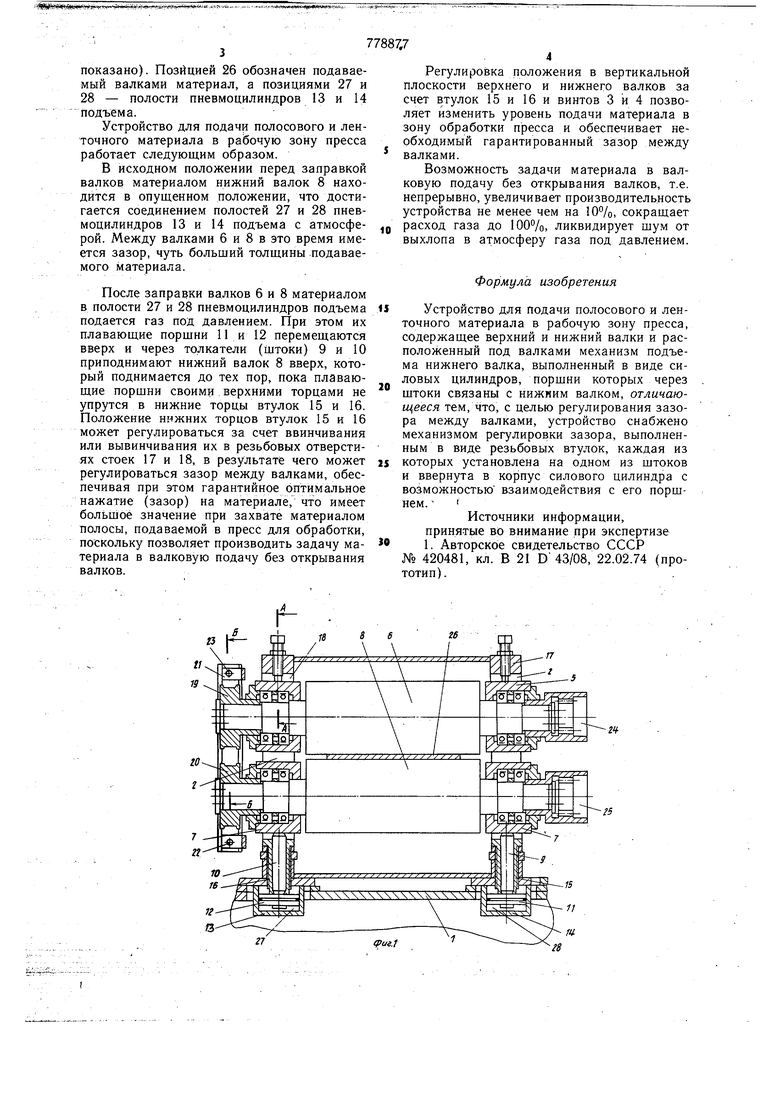
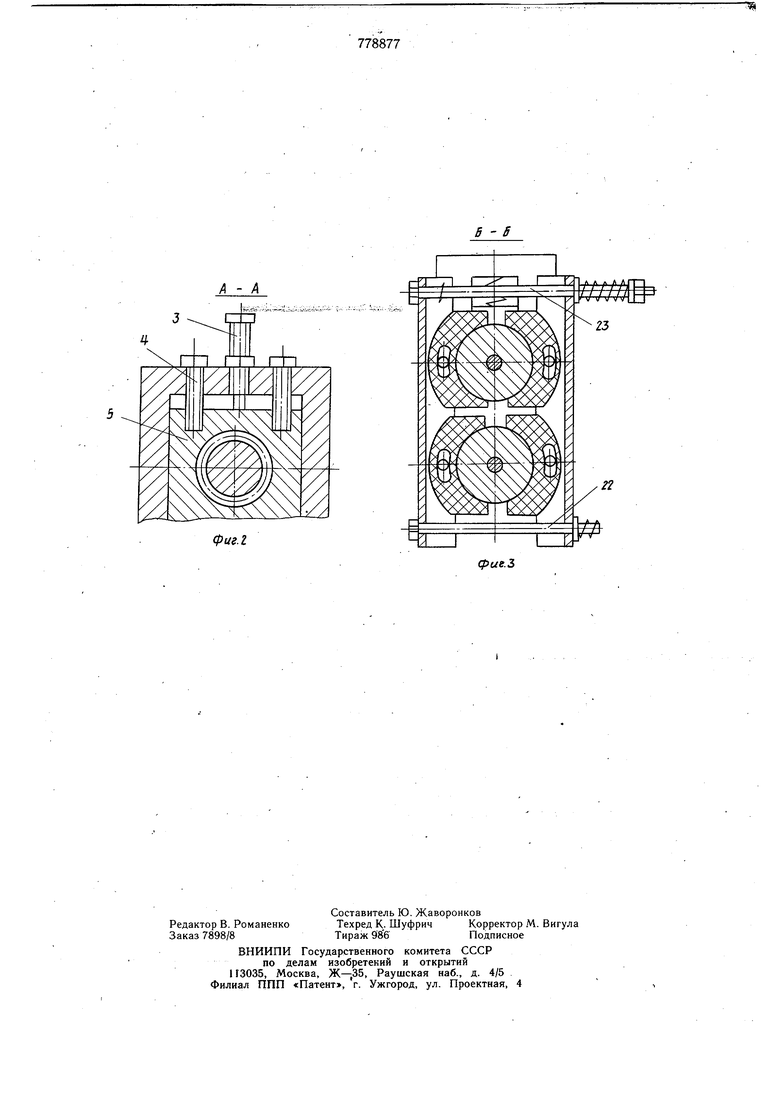
На фиг. 1 схематически изображено предлагаемое устройство, общий вид. разрез;
на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 разрез Б-Б на фиг. 1.
Устройство для подачи материала в рабочую зону пресса содержит цельносваренный корпус 1, в окнах 2 которого закреплеJ ны винтами 3 и 4 с возможнортью регулировки опоры 5 верхнего валка 6. Опоры 7 нижнего валка 8 вставлены в окна с возможностью вертикального перемещения в них и кинематически связаны через толкатели (шпонки)9 и 10 с плавающими порщня10 ми 11 и 12 пневмоцилиндров 13 и 14 подъема. При этом толкатели (штоки) 9 и 10 подвижно смонтированы в резьбовых втулках 15 и 16, установленных с возможностью вертикальной регулировки в резьбовых отверстиях стоек 17 и 18 корпуса 1. Втулки 15 и 16 предназнанены и для ограничения г движения плавающих поршней П и 12. На одном из конц,ов валков смонтированы тормоза 19 и 20 с общим узлом 21 регулирования, выполненным в виде охватывающего
20 их разъемного корпуса с регулируемыми подпружиненными винтами 22 и 23, а на противоположных концах валков смонтированы зубчатые полумуфты 24 и 25, соединенные с приводным устройством чертеже не показано). Позицией 26 обозначен подаваемый валками материал, а позициями 27 и 28 - полости пневмоцилиндров 13 и 14 подъема. Устройство для подачи полосового и ленточного материала в рабочую зону пресса работает следующим образом. В исходном положении перед заправкой валков материалом нижний валок 8 находится в опущенном положении, что достигается соединением полостей 27 и 28 пневмоцилиндров 13 и 14 подъема с атмосферой. Между валками 6 и 8 в это время имеется зазор, чуть больший толщины подаваемого материала. После заправки валков 6 и 8 материалом в полости 27 и 28 пневмоцилиндров подъема подается газ под давлением. При этом их плавающие порщни 11 и 12 перемещаются вверх и через толкатели (Штоки) 9 и 10 приподнимают нижний валок 8 вверх, который поднимается до тех пор, пока плавающие порщни своими верхними торцами не упрутся в нижние торцы втулок 15 и 16. Положение нижних торцов втулок 15 и 16 может регулироваться за счет ввинчивания или вывинчивания их в резьбовых отверстиях стоек 17 и 18, в результате чего может регулироваться зазор между валками, обеспечивая при этом гарантийное оптимальное нажатие (зазор) на материале, что имеет большое значение при захвате материалом полосы, подаваемой в пресс для обработки, поскольку позволяет производить задачу материала в валковую подачу без открывания валков.
77887,7 Регулировка положения в вертикальной плоскости верхнего и нижнего валков за счет втулок 15 и 16 и винтов 3 и 4 позволяет изменить уровень подачи материала в зону обработки пресса и обеспечивает необходимый гарантированный зазор между валками. Возможность задачи материала в валковую подачу без открывания валков, т.е. непрерывно, увеличивает производительность устройства не менее чем на 10°/о, сокращает расход газа до 100%, ликвидирует щум от выхлопа в атмосферу газа под давлением. Формула изобретения Устройство для подачи полосового и ленточного материала в рабочую зону пресса, содержащее верхний и нижний валки и расположенный под валками механизм подъема нижнего валка, выполненный в виде силовых цилиндров, порщни которых через щтоки связаны с нижним валком, отличающееся тем, что, с целью регулирования зазора между валками, устройство снабжено механизмом регулировки зазора, выполненным в виде резьбовых втулок, каждая из которых установлена на одном из штоков и ввернута в корпус силового цилиндра с возможностью взаимодействия с его поршнем. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 420481, кл. В 21 D43/08, 22.02.74 (прототип) .
А - Л
Цфиг. г
