(54) ШТАМП ДЛЯ ПОЛУЧЕНИЯ ПОЛЫХ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Комбинированный штамп для выполнения разделительных и формообразующих операций на прессах двойного действия | 1981 |
|
SU958014A1 |
| Устройство для изготовления полых деталей из полосового и ленточного материала | 1983 |
|
SU1204302A1 |
| ПРЕСС ГИДРОПУЛЬСАЦИОННО-ШАГОВОГО ДЕЙСТВИЯ | 1994 |
|
RU2101121C1 |
| Устройство для штамповки полых изделий из листовых заготовок | 1983 |
|
SU1119755A1 |
| Штамп последовательного действия | 1989 |
|
SU1606238A1 |
| Штамп для получения изделий с резьбовыми отверстиями | 1990 |
|
SU1776215A3 |
| Штамп для штамповки деталей | 1983 |
|
SU1123787A2 |
| Штамп последовательного действия | 1990 |
|
SU1808444A1 |
| Комбинированный штамп для штамповки и просечки отверстий | 1979 |
|
SU774757A1 |
| Штамп для двухпереходной вытяжки | 1982 |
|
SU1053929A1 |
1
Изобретение относится к технологической оснастке для получения полых изделий, {в частности, при обрезке), высота которых превышает ход пресса, 5 а технологическое усилие - номинальное усилие пресса.
Известен штамп для разделительных операций,имеющий раму, несущую инструмент, и подвижную плиту, а также Ю узел перемещения другого инструмента, имеющий гидроцилиндр с поршнем, несущим другой инструмент, и толкатели, закрепленные на подвижней плите и входящие в отверстия поршня Ij . 5
Известен штамп для получения полых изделий, содержащий взаимодействукидие рабочие инструменты, один из которых установлен на подвижной плите, а другой - на неподвижной, и узел осевого 20 перемещения инструмента, установленного на неподвижной плите относительно этой плиты навстречу другому инструменту.,
Однако в известном штампе узел осе25 вого перемещения выполнен в виде зубчато-реечной передачи, применение которой не позволяет достичь требуемой точности при обрезке полых яздёлий с фланцами.
Цель изобретения - повышение точности изготовления полых изделий с фланцем при их обрезке.
Поставленная цель достигается тем, что узел осевого перемещения выполнен в виде, по меньшей мере, одного гидроцилиндра, закрепленного в неподвижной плите, с размещенной в нем жидкостью и поль1м поршнем ,подпружиненным относительно верхней плиты, поплавка, опирающегося на жидкость, и толкателя, смонтированного на подвижной плите и взаимодействующего с поплавком, а другой инструмент соединен с поршнем с возможностью их совместного перемещения относительно неподвижной плиты в осевом направлении
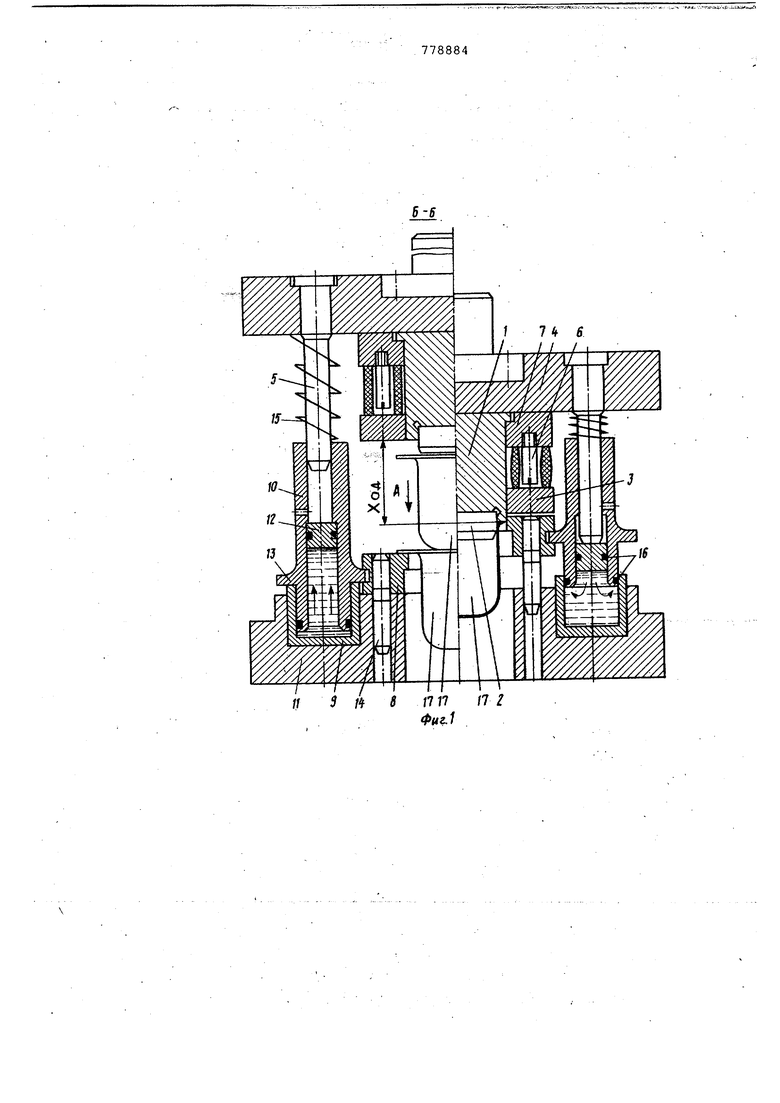
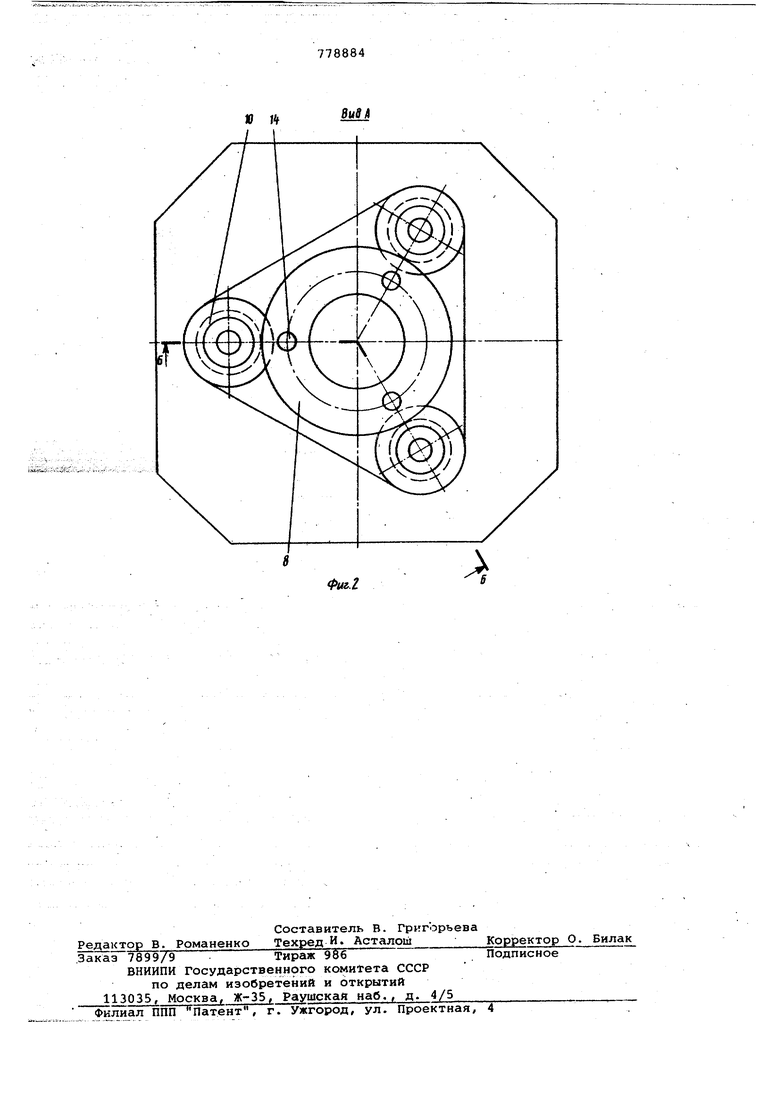
На фиг. 1 :схематически изображен предлагаемый штамп, продольный разрез; на фиг. 2 - вид А на фиг. 1.
Штамп содержит расположённые в верхней части пуансон 1 с ловителем 2, съемник 3, подвижную плиту-4 с толкателями (направляющими колонками) 5,а также упоры 6, закрепленные б держателе 7. предназначены для удобства наладки штампа по величине хода. В нижней части штампа
установлена матрица 8, помещенная на неподвижную плиту.
Штамп имеет узел осевого переещения матриц В, включающий толкатель 5, гидроцилиндры 9, являющиеся также направляющими втулками с поршнями 10, заполненные вязкой жидкостью и смонтированные в неподвижной лите 11, поплавки 12, опирающиеся ha жидкость и взаимодействующие с олкателями 5. Поршни 10 снабжены ыступами 13, входящими в пазы матриы 8 и соединенными с неподвижной литой 11 направлякнцими штифтами 14. ежду поршнями 10 и подвижной плиой 4 размещены пружины 15. Поршни 10 и поплавки 12 имеют уплотнения 16, редотвращакицие просачивание масла з прлостей гидроцилиндров.
Штамп работает следующим образом.
В крайнем верхнем положении штампа, а значит и пуансона 1 с ловителем 2, его матрица 8 находится в своем крайнем нижнем положении, опираясь на плиту 11 (см. фиг. 1, слева от осевой линии). При этом расстояние между нижней плоскостью ловителя 2 и зеркалом матрицы 8 превосходит высоту штампуемого изделия, что позволяет беспрепятственно установить изделие 17 в матрицу 8.
При движении верхней плиты 4 вниз пуансон 1 может опуститься только на величину хода пресса. Недостающий пуансону ход совершает матрица 8, перемещаясь навстречу пуансону, блаГОДаря тому, что при движении вниз толкатели (направляющие колонки) 5, нажимая на поплавки 12, вытесняют масло из полости поршня 10, масло, в tiiB(3«)очередь, ока:зйвает давление на дно цилиндра 9, прижимая плиту к столу пресса, и на кольцевой участок нижнего торца поршня 10 (движение масла на фиг, 1 показано стрел- . к ами) . Пррде нь 10 пбднййаё тШ и TiBoими буртикш 1И 13 поднимает матрицу 8. If определённом участке своего пути пуансон 1 и матрица 8 встречаются, 11рЪйэвоЙя при этом отдёлейие припуска флайца :;бт й§делйй| 111 йчё1й1 дав ление, развиваемое прессом при обрёзкё, Увеличивается во столько раз, во сколько площадь нижнего торца поршня 10 больше площади поплавков 12
Пружины 15 при Движении плиты 4 и цилиндра 9 навстречу друг другу сжаты (см. фиг. 1, справа от осевой линии). .
При движении матрицы ее центровка относительно пуансона осуществляется благодаря центрирующим штифтам 14.
При обратном ходе пресса колонки 5 поднимаются вверх, под действием выпрямляющихся пружин 15, а также веса матрицы 8 и самих поршней 10, последние опускаются, вытесняя масло в собственную полость. Масло поднимает поплавки 12 и, когда они занимают свое крайнее верхнее положение, матрица 8 принимает первоначальное положение.
Съем отхода с пуансона 1 при обратном ходе совершает съемник 3, а готовое изделие удаляют из провальйого окна плиты 11.
Предлагаемый штамп имеет широкие технологические возможности, обусловленные тем, что он может эксплуатироваться на прессах, усилие которых меньше потребного технологического усилия на, операции, а ход - меньше высоты изделия..
Использование штампа позволяет также повысить коэффициент использования обслуживания в связи с рУасширениём сферы применения прессов с малым ходом и усилием.
формула изобретения
UlyeiMn для получения полых изделий, содержащий подвижную и неподвижную плиты и взаимодействующие инструменты, один из которых закреплен на под вижной плите, и узел осевого перемещения другого инструмента, отличающийся тем, что, с целью йовьйаения точности изготовления полых изделий с фланцем при их обрезке, узел осевого перемещения выполнен в виде, по меньшей мере, одного гидроцилиндра, закрепленного в неподвижной плите, с размещенной в нем жидкостью и полым поршнем, подпружиненным относительно верхней плиты, поплавка/опйрающегося на жидкость, и толкателя, смонтированного на подвижной плите и взаимодействующего с поплавком, а другой инструмент соединен с поршнем с возможностью их совместного перемещения относительно не. подвижной плиты в осевом направлении.
Источники информации, Принятые во в1чимание при экспертизе
345999, кл. В 21 D 28/14, 15.10.79.
101136, кл. В 21 D 22/20, 19.01.55 (прототип).
