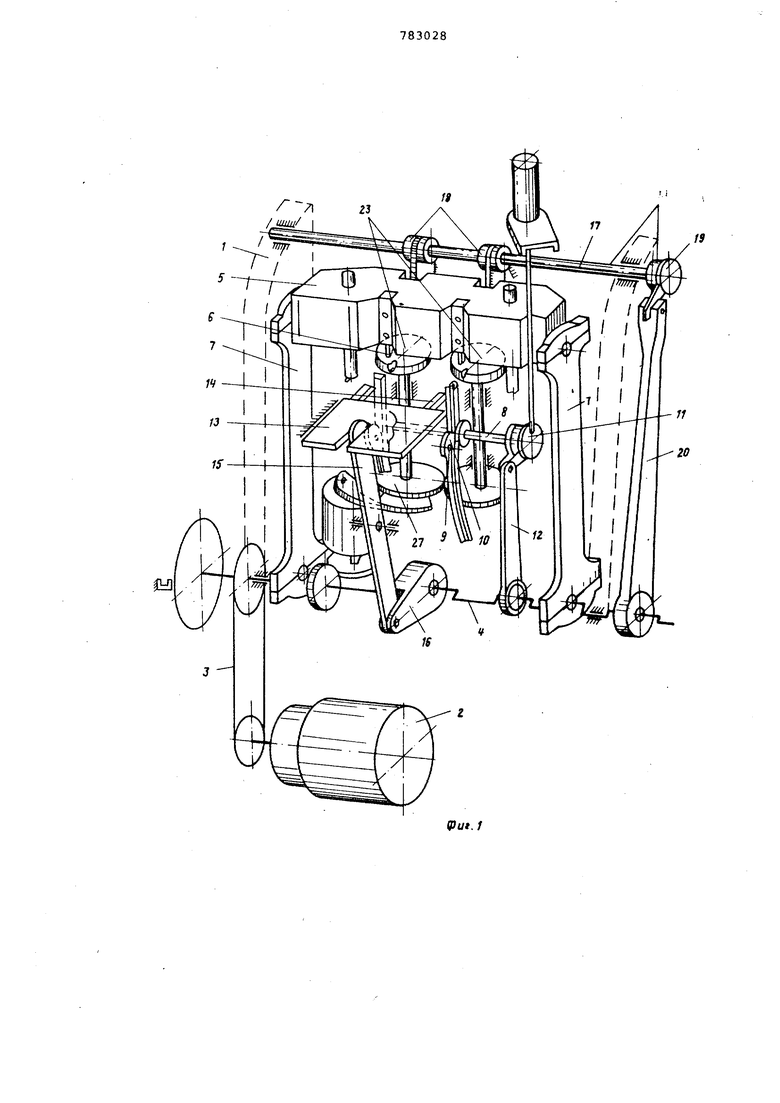
УстроЯстзо для изготовления засте ки молния содержит станину 1, на которой смонтированы привод 2, связанный через клиноременную передачу 3 с коленчатым валом 4, траверса 5, несущая рабочие инструменты 6 (пуансоны) и расположенная между шатунами. 7, установленньпли на коленчатом в ЛУ 4, механизм подачи профильного Проката, выполненный в виде расположенных на привоДном вгшу 8 и неподвижной оси 9 профильных валиков 10, Приводимых от храпового механизма 11 через рычаг 12, установленный на коленчатом валу 4, узел отрезки профил ного проката, состоящий из закреплен ных в ползуне 13 пуансонов 14 и связанный с коленчатым валом 4 через рычаг 15 и короГ/ысло 16, механизм подачи текстильной ленты, выполненный в виде 17, ка }сотором установлены -рифленые валки 18, получающи прерывистое движение от храпового ме ханизма 19, обеспечивающего постоянное натяжение текстильной ленты при подаче ее в зону насадки звеньев,, связанный с коленчатым валом 4 через рычаг 20. Величинанатяжения текстил ной ленты регулируется с помощью при жимнох-о устройства 21, закрепленного Йа оси (не показана), расположенной Параллельно валу храпового механиз-ма 19. Узел насадки звенвев на текстильную ленту вг-.шолнен в виде прижимных кулачков 22„ Расположенные на станине 1 револь верные диски 23 имеют рабочие позици 24(матрицы), призматические выемки 25и углубления 26 на верхней плоско ти дисков, высота которого соответст вует толщине ножки звена, а глубина в радиальном направлении - ее длине С приводом 2 револьверные диски 23 связаны через систему шестерен 27. Устройство работает следующим образом. При выполнении рабочего цикла подача профильного проката с катушек (не показаны) в зону резки заготовки звена осуществляется двумя потоками помощью профильных валиков 10 механи ма подачи профиля, получаккцик преры-вистое вращение от храпового механиз ма 11 через рычаг 12, связанный с приводом 2 через коленчатый вал 4, Отрезка, заготовки звена осуществляется с помощью закрепленных в пол зуне 13 пуансонов 14, имеющих размер соответствующие толщине звена. Затем эти же пуансоны подают отрезанное звено в зону штамповки револьверного диска 23. Пуансоны 14 получают движение от коленчатого вала 4 через рычаг 15 и коромысло 16, Подача текстильной ленты oc jngecTвляется с помощью рифленных валков 18 механизма подачи текстильной ленты, установленных на валу 17 и получающих vpapbT.DHCToe даижение от храпового механизма 19, который обеспечивает постоянное натяжение текстильной ленты при подаче ее в зону насадки звеньев. Величина натяжения текстильной ленть регулируется с помощью прижимного устройства 21. О Дновременно с подачей эвена на рабочую Jloзицию 24 (матрицу) револьверного диска 23 происходит опускание траверсы 5 с рабочими инструментами б (пуансонами) и они формуют заготовки звена, находящиеся в рабочих позициях 24.В то же время прижимные кулачки 23 узла насадки звеньев на текстильную .ленту насаживают, звено на ленту, находящуюся в призматической выемке 25 револьверного диска 23. Далее .1е срлнзм подачи текстиль1г:О.й ленты с помо.а1-.-ю риф. валков 18 и храпового механизма 19 пролвигает ее па с.цин шг-.г,. Цикл многократно поиторягется до заданного устройством для отмеривания длины застежки чкс.ло.м шагов (не показано) , Имеющиеся нл. револьверном диске призматические выемки 25 сохраняют точную ориентацию текстильной ленты относительно насаживаемых звеньев, а выполнение верхней плоскости 26 револьверного диска заниженной на толщину ножки звена, а в радиальном направлении на ее длину, обеспечивает равномерное зажатие по всей толщиУстрои.стзо для из.готовления застежек молння,- содержащее )тированные нгл станине механизмы пода-ги профиля .и тексти.пьной .ггенты, узел отрезки звеньев от профиля, пуансоны дл)-; формования звеньев, закрепленные на траверсе, для формования звеньев, закреплеи; ые в держателе, в ЧЕ1.СТНОСТИ на ровольверном дисзче узел ;а(;адки о .грезанных звеньен на :ексти.)ь;;у:0 ленту, отличающееся тек, что, с целью улучи ения к;;.чест;за и пов-nnjjeния прочности, застежек путе:.; обеспечения стгхбильного относн.гельного расположения 1екстильной ленты и насаживаемых звен.ьев, на боковой поверхности держателя матриц-в эоле, при.пежащей к зоне расположения рабочих поверхностей .матриц, выполнены выемки, соответствующие профи/ Ю знутоенмей части звена застежки, а aai торцозсй поверхHocTts дер кателя, oOpai-seHHOfi к пуансонам, выполнено у.глубление, высота которого соответсгв-ует толщине ножки заена,- а гл-убнна - д. ножки. Источники -Нформации, принятые во внимание при экспертизе 1, Патент QUA ;J 2508782, кл 29/410, 1950, А71

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи ленточного материала в зону обработки | 1983 |
|
SU1110526A1 |
| Устройство для изготовления кабельных наконечников | 1987 |
|
SU1480937A1 |
| МНОГОПОТОЧНАЯ РОТОРНАЯ МАШИНА | 1972 |
|
SU343919A1 |
| Автомат для изготовления изделий из листового материала | 1981 |
|
SU1033347A1 |
| Автомат для изготовления охлаждающих пластин и сборки секции ребристых радиаторов | 1983 |
|
SU1207591A1 |
| МНОГОПОТОЧНАЯ РОТОРНАЯ МАШИНА | 1972 |
|
SU350715A1 |
| Штамп-автомат для выдавливания полых деталей типа втулок | 1986 |
|
SU1409400A1 |
| Устройство для реставрации изношенных валов | 1979 |
|
SU897457A1 |
| УСТАНОВКА ДЛЯ НАМОТКИ ЛЕНТЫ НА ОПРАВКУ | 2008 |
|
RU2399575C2 |
| Штамп последовательного действия | 1984 |
|
SU1196083A1 |