(54) ШТАМП ДЛЯ ШТАМПОВКИ ДЕТАЛЕЙ ТИПА ШАРОВЫХ ПАЛЬЦЕВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формообразования тонкополотной поковки | 2018 |
|
RU2724235C2 |
| Устройство для изготовления стержня с утолщениями | 2021 |
|
RU2773178C1 |
| Установка для литья под низким давлением | 1970 |
|
SU456401A3 |
| Штамп для штамповки деталей в разъемных матрицах | 1974 |
|
SU538802A1 |
| Штамп для горячей объемной штам-пОВКи | 1975 |
|
SU795698A1 |
| Устройство для гидравлической штамповки тонкостенных полых деталей | 1986 |
|
SU1323154A1 |
| Штамп для объемной штамповки | 1990 |
|
SU1731397A1 |
| Штамп для получения изделий типа глубоких стаканов | 1977 |
|
SU733841A1 |
| Штамп для выдавливания | 1990 |
|
SU1722674A1 |
| Способ и устройство для штамповки блисков | 2021 |
|
RU2766625C1 |
Изобретение относится к области обработки металлов давлением и может быть использовано при получении деталей типа шаровых пальцев, т. е. стержневых деталей с полой сфбричес- 5 кой головкоП.
Известен штамп для холодной штамповки шаровых пальцев, содержащий смонтированные в индивидуальных обоймах две полуматрицы с рабочими по- О верхностями, образующими в сомкнутом положении сферу с центром, расположенным в плоскости их разъема, в одной из которых перпендикулярно к плоскости разъема выполнена полость 15 под стержневую часть изделия, пуансон, входящий в указанную полость и пропущенный через сквозное отверстие, выполненное в соответствупгцей обойме, а также полый корпус с дон- 20 ной частью, в котором размещена эта обойма VJ .
Недостатком известного устройства является невысокая точность штампуемых деталей, ввиду теплового расши- 25 рения полуматрицы и в продольном .направлении, вызываемым TeijЛОВЫ1Л эффектом деформации.
Целью изобретения является повышение точности получаемых изделий за 30
счет компенсации продольного теплового расширения рабочих элементов.
Поставленная цель достигается тем, что штамп для штамповки деталей типа шаровых пальцев, содержащий смонтированные в индивидуальных обоймах две полуматрицы с рабочими поверхностялли J образующими в сомкнутом положении сферу с центром, расположенным в плоскости их разъема, в одной из которых перпендикулярно к плоскости разъема выполнена полость под стержневую часть изделия, пуансон, входящий в указанную полость и пропущенный через сквозное отверстие, выполненное в соответствующей обойме, а также полый корпус с донной частью, в котором разг (ещена эта обойма, снабжен размещенным меясду донйоП частью корпуса и опорным торцом обоймл упругим элементом, усилие которого превйшает усилие штамповки, но меньше усилия от теплового расширения указанной обой1ь&1 и полуматрицы, смонтированной в ней, при этом обойма установлена с возможностью продольного перемещения относительно корпуса и снабх ена уступом, взаимодействующим с буртом, выполненным на
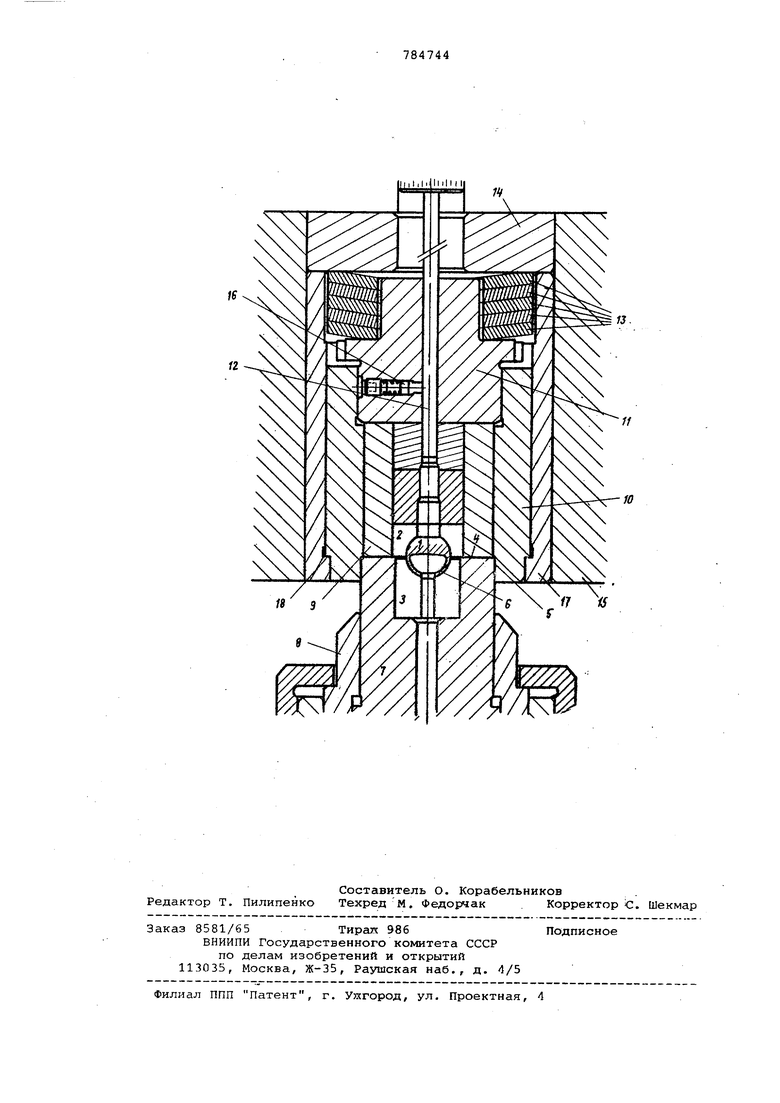
внутренней поверхности корпуса на уровне плоскости.разъема полумптриц. На чертеже показан итамп, разрез. Штамп для штамповки детали 1 типа шарового пальца содер хит две полуматрицы 2 и 3 со сферической рабочей полостью, которой расположен в плоскости 4 их разъема, взаимно сцентрированные посредством напранляющего элемента 5 высотой, превы|шающей высоту подлежащего формовке борта 6 заготовки. Следовательно, направление полуматриц одной относительно другой обеспечено с момента начала штамповки до ее конца. Штамп содержит oбoйJvly 7. Полуматрица 3 смонтирована по ходовой посадке в направляющем элементе 8 на упругих элементах (не показаны).
Полуматрица 2 смонтирована в обойме , состоящей из втулки 9, охватывающей ее муфты 10 и опорной (донной части 11. В ней выполнено сквозное отверстие, через которое пропущен пуансон 12, входящий в полость полуматрицы 2 под стержень штампуемой детали. Обойма своим верхним концом опирается на тарельчатые пружины 13 большей жесткости контактирующие с дном 14 корпуса 15. В опорной части 11 смонтирован также поддерживающий палец 16. Обойма размещена во внутренней втулке 17 корпуса 15,, на поверхности которой выполнен на уровне плоскости 4 бурт 18, в который Обойма (муфта 10) упирается своим уступом.
Штамп работает следующим образом. Полуматрицы 2 и 3 смыкают, в образовавшуюся полость помещают заготовку и воздействуют на нее пуансоном 12. При первом контакте борта б заготовки с полуматрицей 3обойма 7 углубляется в направляющий элемент 8, сдавливая упругие элементы до соприкосновения с толкателем пресса (не показанного), давление которого на обойму 7 и полуматрицу 3 вьазывает формовку борта 6.
В процессе штамповки возможен разогрев полуматрицы 2 и продольное тепловое расширение полуматрицы и обой1йы вверх от бурта 18, которое вызывает сдавливание тарельчатых пружин 13, усилие которых меньше усилия , возникающего от теплового расширения.
Однако усилие пружин 13 превьллает |усилие штамповки и поэтог 1у гарантируется нераскрытие полуматриц 2 и 3 в процессе деформирования заготовки-, причем плоскость 4 разъема всегда находится на одном уровне с опорной плоскостью бурта 18. В радиальном направлении передача тепла затруднена ввиду наличия нескольких концентричных деталей 9, 10 и 17.
Таким образом, за счет компенсаци пружинами 13 осевого теплового расширения рабочих элементов штампа обепечивается высокая точность штамповки.
Формула изобретения
Штамп для штамповки деталей типа шаровых пальцев, содержащий смонтированные в индивидуальных обоймах две полуматрицы с рабочими поверхностями, oбpaзyющи /IИ в сомкнутом положении сферу с центром, распошоженннм в плоскости их разъема, в одной из которых перпендикулярно к ; плоскости разъема выполнена полость под стержневую часть изделия, пуансон, входящий в указанную полость и пропущенный через сквозное отверстие, выполненное в соответствующей обойме, а также полый корпус с донной частью, в котором размещена эта обойма, отличающийся тем, что, с целью повышения точности получаемых изделий, он снабжен размещенным между донной частью корпуса и onopHtoM торцом соответствующей обоймы -упругим элементом, усилие которого превышает усилие шта товки, но меньше усилия от теплового расширения указанной обоймы и полуматрицы смонтированной в ней, при этом обойма установлена с возможностью продольного перемещения относительно корпуса и снабжена уступом, взаимодействующим с буртом, выполненным на внутренней поверхности корпуса на уровне плоскости разъема полуматриц.
Источники информации, принятые во внимание при экспертизе
