I
Изобретение относится к машиностроению, а более конкретно к конструкциям кантователей - манипуляторов для сборки и сварки преимущественно длинномерных металлоконструкций и перемещения их с оцной технологической позиции на другую.
Иэ основного изобретения по авт. св. № 211705 известен сварочный манипулятор, содержащий стойки, поворотную раму и механизм поворота, причем поворотная рама выполнена с двумя рабочими площадками, расположенными симметрично относительно оси вращения манипулятора и установленными с возможностью поворота на 360° вокруг.своей продольной оси l1.
Однако на известном Манипуляторе невозможно производить сварку длинномерных рамных конструкций из-ва недостаточной жесткости поворотной рамы. Увеличение жесткости рамы приведет к увеличению металлоемкости конструкции и увеличению радиальных: габаритов., Недостаточная жесткость рамы приводит k. деформации изделия в процессе его поворота, что снижает качество сборки и сварки.
Цель Изобретения - повышение качества сварки путем исключения деформации изделия при его повороте,
Для этого собеих сторон поворотной рамы перпендикулярно ее плоскости закреплены кронштейны, на каждом иг ко10торых смонтирована V- -. образная опора; а каждая рабочая площадка снабжена по воротным разъемным кольцом для изде- .ЛИЯ, установленным в V Чобразной опоре рамы. При этом на одной из cToek15закреплены две поджимных, полумуфты, на рабочих площадках также смонтированы полумуфты, взаимодействующие с соответствующими полумуфтами стойки..
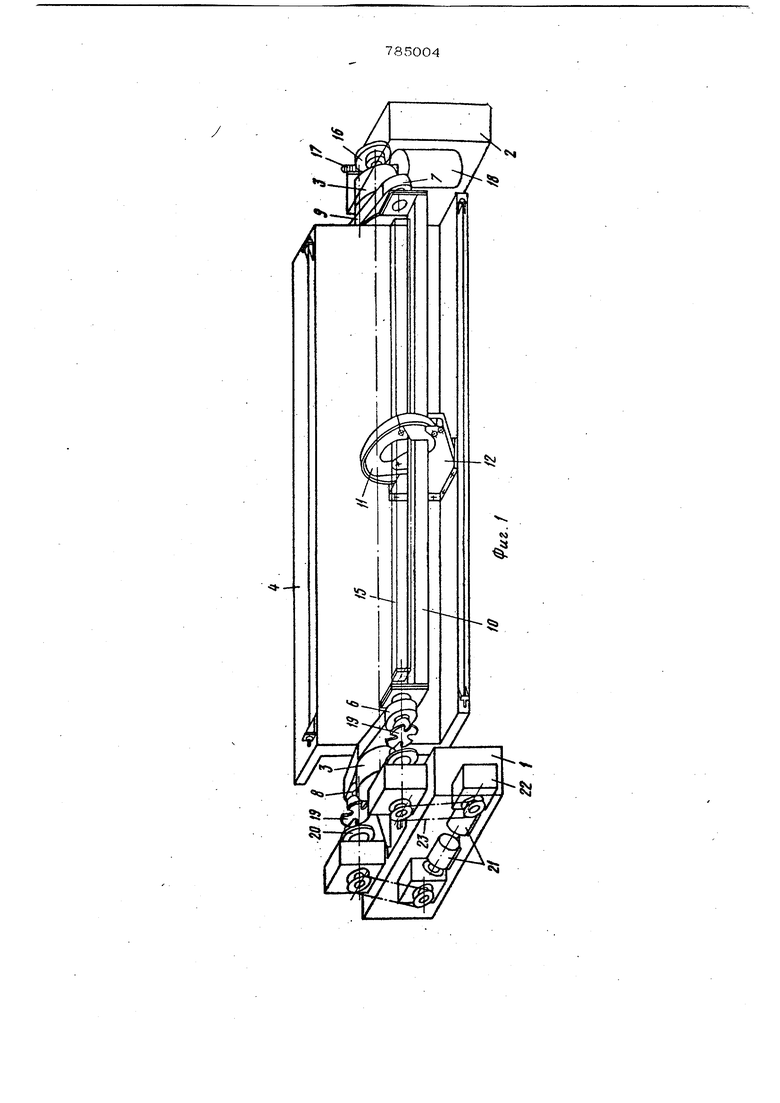
На фиг. 1 изображен предлагаемый
W манипулятор; на фиг. 2 - то же, вид сбоку.
Манипулятор содержит две стойки 1 и 2, в подшипниках 3 которой ус;таНовлена поворотная рама 4. По обе стороны поворотной рамы 4 перпендикулярно ее плоскости закреплен кронштейны 5, образуя - 2 -образную жесткую раму. На поворотной раме установлены две пары соосных шпинделей 6,7 и , на которых смонтированы жесткие рабочие площадки-ложементы 10 с -разъемными поворотными кольцами 11 . На кронштейнах рамы закреплены V-образные опоры 12 для кольца 11. Опоры 12 имеют два ряда опорных рол ков 13, взаимодействующие с внешней и внутренней поверхностями колец 11. Каждое кольцо имеет откидной сектор 1 и ложементы для изделия 15. На валу (на чертежах не показан) поворотной рамы 3 закреплена шестерня 16 взаимодействующая со штоком рейкой 17 имеющим привод возвратно-поступательного движения от пневмо- или гидроцилин дра 18, установленного на опорной стойке 2. Шпиндели 6 и 7 рабочих площадок снабжены полумуфтами 19. На стойке 1 смонтирован привод поворота свариваемого изделия при неподвижной поворотной раме 4. Привод выполнен в виде поджимных от пневмоцилиндров (на чертежах не показаны) полумуфт 20, приводимых во вращение от электродвигателей 21 посред ством редукторов 22 и цепных передач 23. Манипулятор работает следующим обра зом. В исходном, положении поворотная рама 4 повернута так, чтобы полумуфты 19 и 20 были расположены соосно, затем пневмоцилиндрами (на чертежах не показаны)полумуфгы 20 поджимаются с полумуфтами 19. На позиции загрузки 1 изделие 15 устанавливают и закрепляют на ложементе рабочей площадки 1О. В момент установки откидной сектор 14 открыт. После установки изделия 15 откидной сектор 14 закрывают и производят сборку и крепление привариваемых к изделию деталей (на чертежах не показаны). Для удобства установки и крепления деталей на изделии 15 рабочую площадку 1О по необходимости повс ачнёают на необходимый угол двигателем 21, соединенным с валом полумуфты 2О, посредством цепной передачи 23 и редуктора 22. После окончания сборки пневмо- цилиндры полумуфт 2О выводят ла зацепления с полумуфтами 19. Затем включается пневмоцилинар 18, вращая поворотную раму 4 посредством реечной передачи (рейка 17, шестерня 16). Поворотная рама 4 при этом поворачивается на 180L передавая тем самым собранное изделие 15 на позицию сварки П. После этого пневмоцилиндры полумуфг 20 поднимают и вводят полумуфты 2б в зацепление с полумуфтами 19. На позиции сварки Г1 производят приварку деталей к изделию 15. Поворот на этой позиции осуществляется аналогичным механизмом, описанным при сборке, Во время сварки на позиции П на по- зиции 1 производят сборку следующего изделия. После сварки поворотная рама 4 пневмоцилиндром 18 возвращается в исходное положение. Затем открывают откидной сектор 14 и убирают сваренное изделие 15. В дальнейшем цикл повторяется. Использование предлагаемого изобретения в конструкциях кантователей-манипуляторов позволяет повысить производительность и качество сварки, уменьшить габариты и улучшить условия труда. Формула изобретения .Сварочный манипулятор по авт. св. № 211705, отличающийся тем, что, с целью повышения качества сварки путем исключения деформации изделия при его повороте, с обеих сторон поворотной рамы, перпендикулярно ее плоскости закреплены кронштейны, на каждом из которых смонтированы V -образная опора, а каждая рабочая площадка снабжена поворотным разъемным кольцом, для изделия, установленным в V -образной опоре рамы. 2. Сварочный манипулятор по п. 1, отличающийся твм, что на одной из стоек закреплены две поджимные полумуфты, а на рабочих площадках также смонтированы палумуфты, взаимодействующие с соответствующими полумуфтами стойки, Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельсгво СССР NJ 211705, кл. В 23 К 37/О4,| кд. В 25 J 11/10, О9.12.66.
Фиг. 2

| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| Сварочный манипулятор | 1990 |
|
SU1775260A1 |
| Кантователь для автоматической сварки продольных швов изделий типа балок В.С.Левадного | 1988 |
|
SU1622112A1 |
| Кольцевой кантователь | 1986 |
|
SU1362603A1 |
| Сварочный манипулятор | 1976 |
|
SU585945A1 |
| СПОСОБ ЗАБИВАНИЯ И ИЗВЛЕЧЕНИЯ ИЗ ГРУНТА МЕТАЛЛИЧЕСКИХ СТОЛБИКОВ ПРЕИМУЩЕСТВЕННО ПРИ ВОЗВЕДЕНИИ И РЕМОНТЕ БАРЬЕРНЫХ ОГРАЖДЕНИЙ АВТОМОБИЛЬНЫХ ДОРОГ И КОПРОВЫЙ МАНИПУЛЯТОР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2211895C2 |
| Устройство для сварки полимерных упаковок | 1987 |
|
SU1444161A1 |
| Устройство для сборки и контактной точечной сварки панелей | 1986 |
|
SU1407725A1 |
| Автомат для сборки пакетов магнитопроводов электрических машин | 1988 |
|
SU1534645A1 |
| Манипулятор | 1975 |
|
SU583908A1 |