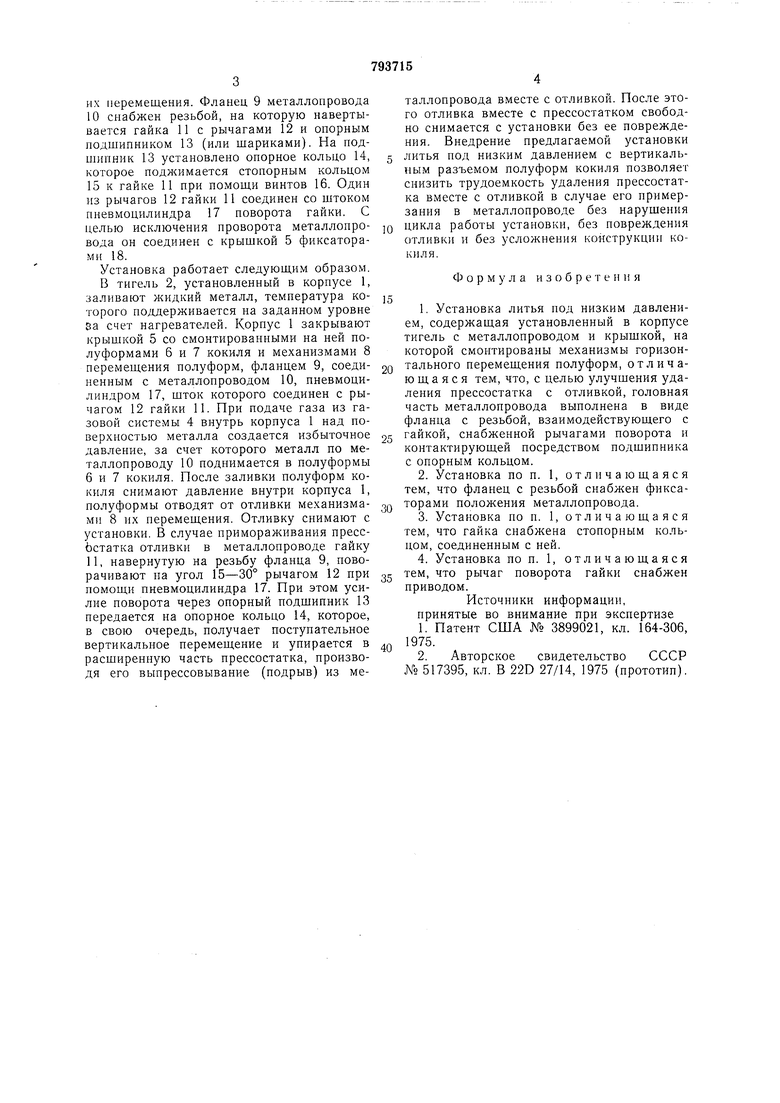
их перемещения. Фланец 9 металлопровода 10 снабжен резьбой, на которую навертывается гайка 11 с рычагами 12 и опорным подшипником 13 (или шариками). На подП1ИПНИК 13 установлено опорное кольцо 14, которое поджимается стопорным кольцом 15 к гайке 11 при помош,и винтов 16. Один из рычагов 12 гайки 11 соединен со штоком пневмоцилиндра 17 поворота гайки. С целью исключения проворота металлопровода он соединен с крышкой 5 фиксаторами 18.
Установка работает следуюшим образом.
В тигель 2, установленный в корпусе 1, заливают жидкий металл, температура которого поддерживается на заданном уровне sa счет нагревателей. Корпус 1 закрывают рышкой 5 со смонтированными на ней полуформами 6 и 7 кокиля и механизмами 8 перемешения полуформ, фланцем 9, соединенным с металлопроводом 10, пневмоцилиндром 17, шток которого соединен с рычагом 12 гайки 11. При подаче газа из газовой системы 4 внутрь корпуса 1 над поверхностью металла создается избыточное давление, за счет которого металл по металлопроводу 10 поднимается в полуформы 6 и 7 кокиля. После заливки полуформ кокиля снимают давление внутри корпуса 1, полуформы отводят от отливки механизмами 8 их перемещения. Отливку снимают с установки. В случае примораживания прессбстатка отливки в металлопроводе гайку 11, навернутую на резьбу фланца 9, поворачивают на угол 15-30° рычагом 12 при помощи пневмоцилиндра 17. При этом усилие поворота через опорный подшипник 13 передается на опорное кольцо 14, которое, в свою очередь, получает поступательное вертикальное перемещение и упирается в расширенную часть прессостатка, производя его выпрессовывание (подрыв) из металлопровода вместе с отливкой. После этого отливка вместе с прессостатком свободно снимается с установки без ее повреждения. Внедрение предлагаемой установки
литья иод низким давлением с вертикальным разъемом полуформ кокиля позволяет снизить трудоемкость удаления прессостатка вместе с отливкой в случае его примерзания в металлопроводе без нарушения
цикла работы установки, без повреждения отливки и без усложнения конструкции кокиля.
Формула изобретения
1.Установка литья иод низким давлением, содержащая установленный в корпусе тигель с металлопроводом и крышкой, на которой смоптированы механизмы горизонтального перемещения полуформ, отличающаяся тем, что, с целью улучшения удаления прессостатка с отливкой, головная часть металлопровода выполнена в виде фланца с резьбой, взаимодействующего с
гайкой, снабженной рычагами поворота и контактирующей посредством подшипника с опорным кольцом.
2.Установка по п. 1, отличающаяся тем, что фланец с резьбой снабжен фиксаторами положения металлопровода.
3.Установка по п. 1, отличающаяся тем, что гайка снабжена стопорным кольцом, соединенным с ней.
4.Установка по п. 1, отличающаяся тем, что рычаг поворота гайки снабжен
приводом.
Источники информации, принятые во внимание при экспертизе
1.Патент США № 3899021, кл. 164-306, 1975.
2.Авторское свидетельство СССР № 517395, кл. В 22D 27/14, 1975 (прототип).
Газ
16 15 и 6 7 / л
III/ II
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка литья под низким давлением | 1980 |
|
SU899260A1 |
| Устройство для литья под низким давлением | 1978 |
|
SU789234A1 |
| Машина для литья под электромагнитным давлением | 1978 |
|
SU701004A1 |
| Установка для литья под низким давлением | 1990 |
|
SU1792798A1 |
| Установка для литья под избыточным давлением | 1977 |
|
SU791450A1 |
| Установка для литья с противодавлением | 1979 |
|
SU831315A1 |
| Машина для литья под низким давлением | 1980 |
|
SU900969A1 |
| Установка для литья под низким давлением | 1981 |
|
SU1042880A1 |
| Установка для литья под избыточным давлением | 1979 |
|
SU791451A1 |
| Машина для литья под низким давлением | 1978 |
|
SU789235A1 |

