(54) УСТРОЙСТВО ДЛЯ ДРОБЛЕНИЯ СТРУЖКИ
П Т Б
ного станка; на фиг. 2 - временные диаграммы, иллюстрирующие функционирование устройства.
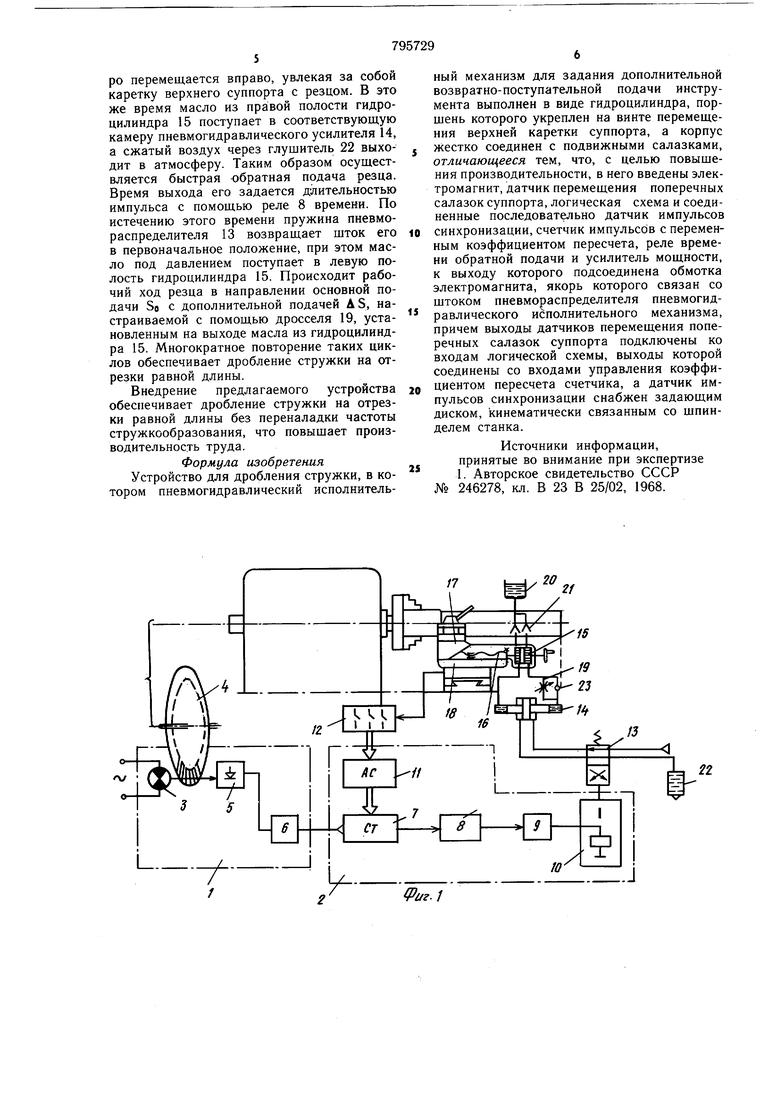
Основными узлами предлагаемого устройства стружкодробления являются датчик 1 импульсов синхронизации циклов стружкодробления , блок 2 уцравления и пневмогидравлический привод исполнительного механизма. Датчик 1 импульсов синхронизации, в свою очередь, содержит источник 3 света, задаюа1ий зубчатый диск 4, кинематически связанный со шпинделем станка и включенные последовательно приемник 5 светового потока и формирователь 6 импульсов. Выход последнего соединен со счетным входом счетчика 7 с переменным коэффициентом пересчета, находящимся в блоке 2 управления. Блок 2 управления также включает соединенные последовательно реле 8 времени обратной подачи и усилитель 9 мощности, нагруженный на обмотку электромагнита 10. Вход реле 8 времени соединен с выходом переноса счетчика 7. Входы управления коэффициентом пересчета счетчика 7 соединены с выходами логического устройства 11, входы которого, в свою очередь, подключены к контактным датчикам 12, перемещения, смонтированными на поперечных салазках суппорта.
Шток электромагнита 10 связан с пневмораспределителем 13, который подает сжатый воздух в правую, либо левую полость пневмоцилиндра пневмогидравлического усилителя 14, откуда масло под давлением поступает в исполнительный гидроциллиндр 15. Порщень гидроцилиндра укреплен на винте 16 перемещения каретки 17 верхнего суппорта, ввернутым в гайку, закрепленную на неподвижном основании 18, а корпус гидроцилиндра 15 жестко соединен с кареткой 17 верхнего суппорта. Дроссель 19 служит для регулирования дополнительной подачи резца. Исполнительный механизм снабжен подпиточным бачком 20 с обратными клапанами 21. Обратный воздух удаляется из пневмогидравлического усилителя 14 через глушитель 22. Обратный клапан 23 служит для подвода масла Б правую полость гидроцилиндра 15.
Устройство работает следующим образом.
Задающий зубчатый диск 4, приводимый в движение от шпинделя токарного станка, при своем вращении осуществляет периодическое прерывание светового потока от источника света 3 к приемнику 5 светового потока (например, фотоэлементу). Полученный в результате этого электрический сигнал усиливается и формируется на амплитуде и орме с помощью формирователя 6. При непосредственном соединении задающего диска 4 со щпинделем число электрических импульсов с выхода формирователя 6, поступающее на вход 7 в течение одного оборота щпинделя, в точности равно числу N зубьев по окружности задающего диска. Это
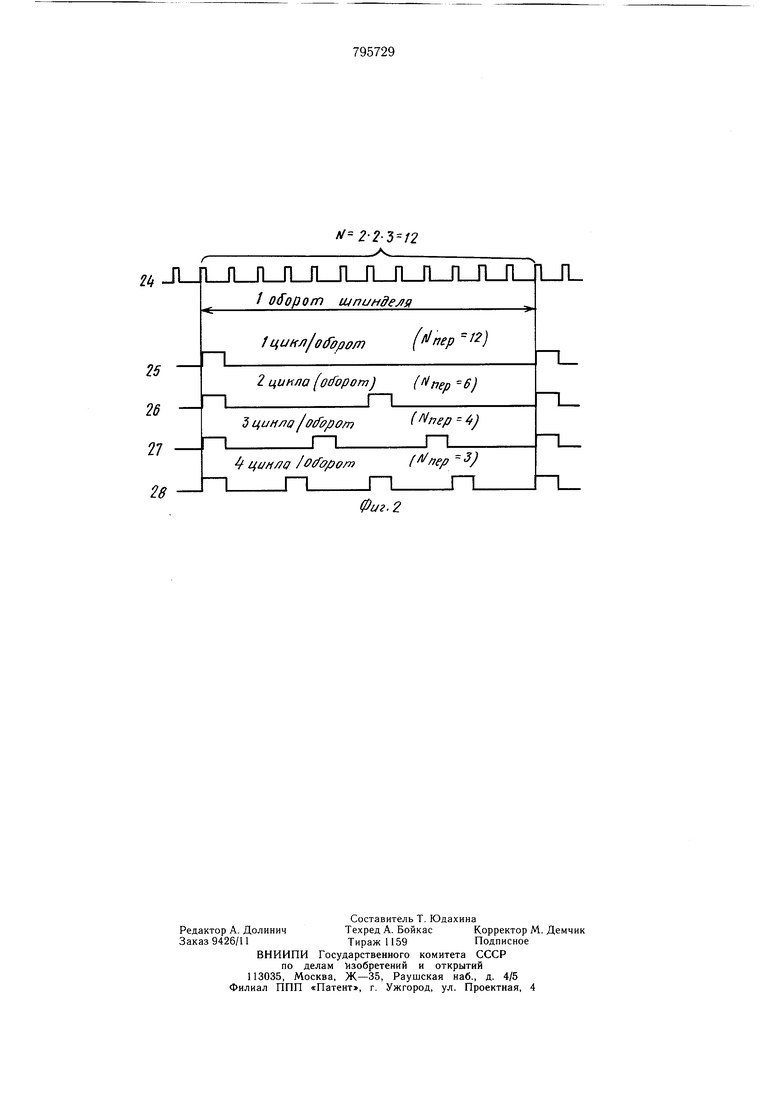
число N выбирается равным произведению ряда целых чисел. В рассматриваемом примере конкретного выполнения устройства N 2-2-3 NO 12 (диаграмма 24, фиг. 2). Соответственно счетчик 7 с переменным коэффициентом пересчета содержит три секции с коэффициентами пересчета 2, 2 и 3. Эти секции коммутируются с помощью логического устройства 11, которые, в свою очередь, управляются в зависимости от положения контактных датчиков 12 перемещения поперечных салазок суппорта станка. Таким образом, назначение логического устройства 11 - это преобразование информации о перемещении поперечных салазок, т. е. о диаметре заготовки, поступающей с датчиков 12, в сигнал управления коэффициентом пересчета счетчика 7. Логическое устройство 11 включает также схемы, исключающие ложную коммутацию счётчика от «дребезга,контактов при их срабатыйании. При малых диаметрах заготовки
состояние датчиков 12 и логического устройства 11 таково, что в счетчике 7 устанавливается максимальный коэффициент пересчета N „ер 2 2-3 12, т. е. включены все три секции. В результате, на выходе счетчика формируется по одному импульсу
в течение каждого оборота шпинделя (диаграмма 25, фиг. 2). Эти импульсы далее с помощью реле 8 времени формируются по длительности, а в усилителе 9 мощности усиливаются до уровня, достаточного для
O срабатывания электромагнита 10, включающего пневмораспределитель 13, в положение при котором происходит обратный ход подачи резца.
При увеличении диаметра обрабатываемой заготовки датчик 12 и логическое устройство 11 последовательно устанавливаются в состояние, при которых обеспечивается уменьшение коэффициента пересчета счетчика 7, как это показано на диаграммах 26, 27 и 28 (фиг. 2), при этом производится включение обратной подачи соответственно 2, 3 или 4 раза в течение одного оборота щпинделя станка. Величины коэффициентов пересчета в этих случаях равны шести (включены секции с коэффициентами пересчета 2 и 3), четырем (две секции с коэффициентами, пересчета 2) и трем (одна секция с коэффициентом, пересчета 3). Благодаря этому длина отреков стружки изменяется сравнительно в небольщих пределах относительно некоторого постоянного значения, соответствующего допустимой длине. При срабатывании электромагнита пневмораспределителя 13, сжатый воздух поступает в левую полость пневмоцилиндра пневмогидравлического усилителя 14. При 5 этом масло под давлением через обратный клапан 23 поступает в правую полость гидроцилиндра 15. Так как поршень его укреплен на винте перемещения верхней каретки суппорта, то корпус гидроцилиндра быстро перемещается вправо, увлекая за собой каретку верхнего суппорта с резцом. В это же время масло из правой полости гидроцилиндра 15 поступает в соответствующую камеру пневмогидравлического усилителя 14, а сжатый воздух через глущитель 22 выходит в атмосферу. Таким образом осуществляется быстрая обратная подача резца. Время выхода его задается длительностью импульса с помощью реле 8 времени. По истечению этого времени пружина пневмораспределителя 13 возвращает щток его в первоначальное положение, при этом масло под давлением поступает в левую полость гидроцилиндра 15. Происходит рабочий ход резца в направлении основной подачи So с дополнительной подачей AS, настраиваемой с помощью дросселя 19, установленным на выходе масла из гидроцилиндра 15. Многократное повторение таких циклов обеспечивает дробление стружки на отрезки равной длины. Внедрение предлагаемого устройства обеспечивает дробление стружки на отрезки равной длины без переналадки частоты стружкообразования, что повыщает производительность труда. Формула изобретения Устройство для дробления стружки, в котором пневмогидравлический исполнительный механизм для задания дополнительной возвратно-поступательной подачи инструмента выполнен в виде гидроцилиндра, порщень которого укреплен на винте перемещения верхней каретки суппорта, а корпус жестко соединен с подвижными салазками, отличающееся тем, что, с целью повышения производительности, в него введены электромагнит, датчик перемещения поперечных салазок суппорта, логическая схема и соединенные последовательно датчик импульсов синхронизации, счетчик импульсов с переменным коэффициентом пересчета, реле времени обратной подачи и усилитель мощности, к выходу которого подсоединена обмотка электромагнита, якорь которого связан со щтоком пневмораспределителя пневмогидравлического исполнительного механизма, причем выходы датчиков перемещения поперечных салазок суппорта подключены ко входам логической схемы, выходы которой соединены со входами управления коэффициентом пересчета счетчика, а датчик импульсов синхронизации снабжен задающим диском, кинематически связанным со щпинделем станка. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 246278, кл. В 23 В 25/02, 1968.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дробления стружки | 1979 |
|
SU831382A1 |
| Устройство для дробления стружки | 1977 |
|
SU722689A2 |
| Гидрокопировальный многопроходный суппорт | 1981 |
|
SU1134350A1 |
| УСТРОЙСТВО для ДРОБЛЕНИЯ СТРУЖКИ | 1973 |
|
SU379322A1 |
| Токарный полуавтомат | 1974 |
|
SU567553A1 |
| Металлорежущий станок | 1978 |
|
SU742045A1 |
| Тренажер токаря | 1986 |
|
SU1368908A1 |
| ЦИФРОВОЕ ПРОГРАММНОЕ УСТРОЙСТВО для УПРАВЛЕНИЯ подвижными УЗЛАМИ СТАНКА | 1972 |
|
SU332648A1 |
| Пневмогидравлический привод машины для сварки трением | 1986 |
|
SU1333510A1 |
| Гидрокопировальный многопроходный суппорт | 1982 |
|
SU1050849A1 |
L г./ J
И 2-2-Ъ-12
-As
f 4 JL LJ-JLJLJLJLJLJLJLJLJ
/ of op от шпинде/1я
}цинл/о }орот( )
25
2 цикла (ofopom) ( S)
3 цинло/oifffflomC nep )
fy цимла /0(fojOom(nefl )
-I nn
Фиг. 2
