(54) УСТРОЙСТВО ДЛЯ ШАГОВОГО ПЕРЕМЕЩЕНИЯ ИЗДЕЛИЯ В ЗОНУ ОБРАБОТКИ

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для контактной сварки | 1978 |
|
SU764893A1 |
| Сборочная линия | 1985 |
|
SU1255352A1 |
| Устройство для шаговой подачи изделий | 1979 |
|
SU856723A1 |
| Машина для контактной сварки плоских сеток | 1976 |
|
SU647082A1 |
| Автомат для сборки и сварки скребков со звеньями цепи | 1981 |
|
SU1004057A1 |
| Устройство для подачи полосового или ленточного материала в рабочую зону пресса | 1988 |
|
SU1523231A1 |
| Привод шаговых перемещений | 1990 |
|
SU1778048A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЖГУТОВ АДРЕСНЫХ ПРОВОДОВ ДОЛГОВРЕМЕННЫХ ЗАПОМИНАЮЩИХ УСТРОЙСТВ ТРАНСФОРМАТОРНОГО ТИПА | 1972 |
|
SU427376A1 |
| Установка для сварки электрозаклепками | 1978 |
|
SU827285A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ИЗДЕЛИЙ ИЗ ТЕРМОПЛАСТИЧНЫХ МАТЕРИАЛОВ | 2001 |
|
RU2191115C1 |

Изобретение относится к металлообработке и может найти применение при контактной многоточечной сварке листовых конструкций.
Известно устройство, содержащее тележку, установленную на основании с возможностью продольного перемещения и Снабженную механизмом шаговой
Чюдачи, выполненным в виде жестко связанной с тележкой линейки с отверстиями, каретку с закрепленным на ней подпружиненным штырем, установленную на основании с возможность перемещения в направлении, параллельном направлению перемещения тележки,. При этом привод перемещения штыря выполнен в виде подвижного штока с профильным кулачком, воздействующим
.через закрепленный на каретке двуплечий рычаг на штырь D-1 .
Данное устройство не обеспечивает фиксацию тележки, кроме того, процесс возврата каретки и тележки в исходное положение снижает произ-водительность.
Известно устройство для подачи пластин на позицию сварки, содержащее привод, стан1 ну с направляющими и перемещающуюся по ним каретку с пазом, смонтированную на станине цепную передачу со звездочками, на цепи которой жестко закреплен тол1:атель (палец), взаимодействующий с пазом каретки, при этом цепная передача со звездочками выполнена в виде гребенки с одинаковой высотой зубьев, шаг которых равен шагу подачи каретки,и управляющие.конечные выключатели.Продолжительность цикла сварки опреде
0 ляет время перемещения толкателя в пазу каретки, при длительном цикле сварки толкатель, а следовательно,и цепь, на которой он закреплен, должны перемещаться медленно. В против5ном случае длина паза в каретке должна быть большой, что обуславливает большие габариты устройства С2.
При Мсшой скорости цепи перемещение каретки на L:ar осуществляется
0 также медленно, поэтому при перемещении свариваемого изделия на большой шаг имеют место потери времени. Кроме того, возврат каретки в исходное положение для загрузки обуслав5ливает значительные потери времени особенно при больших перемещениях свариваемого изделия.
Данное устройство пригодно дЛй перемещения изделия на небольшие ша0ги, например, 50-100 мм и при небольших циклах сварки, при перемещении свариваемого изделия на большие шаги {600-10 О мм и большие) при длительных циклах сварки данноеустройство имеет низкую производительность
Кроме того, в данном устройстве отсутствует точная фиксация каретки и, следовательно, свариваемого изделия, так как толкатель (палец), закрепленный на цепи, при переходе с одной звездочки на другую в момент сварки не фиксирует каретку с изделием относительно корпуса, что приводит к некачественной сварке и интенсивному износу электродов,
Наиболее близким по технической сушности и достигаемому результату к предлагаемому является устройство для шагового перемещения изделий в зону обработки преимущественно при сварке, содержащее размещенные на станине направляющие, приводной транспортер в виде цепи/ утапливающиеся упоры и основные конечные выключатели, установленные с определенным интервалом f3.
Недостатком этого устройства является невысокая точность перемещения изделия на шаг и фиксации в зоне обработки.
Цель изобретения - повышение точности перемещения и фиксации изделия в зоне обработки.
Поставленная цель достигается тем что устройство снабжено толкателями установленными на цепи с определенньли интервалом и дополните ль ньгми конечными выключателями, установленными на станине в зоне выгрузки с интервалом, близким к шагу подачи,утапливающиеся упоры жестко, закрёплены на станине в зоне загрузки изделий с интервалом, равным шагу подачи,а основные конечные выключатели расположены на утапливающихся упорах.
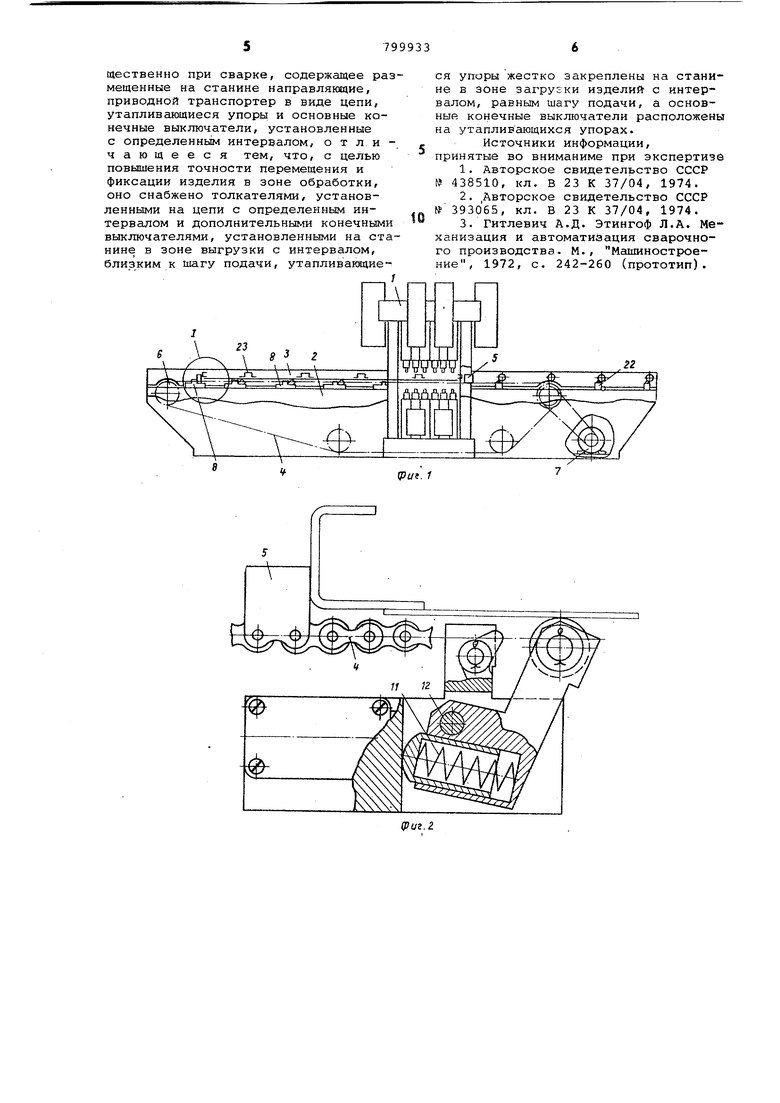
На фиг. 1 показано устройство для шаговой подачи, вид сбоку; на фиг. 2 - узел Т на фиг. 1, утапливающийся упор в исходном положении; на фиг. 3 - то же, в промежуточном положении на фиг. 4 - то же, в рабочем положении.
Устройство содержит сварочный блок 1, станину 2, направляющие 3, транспортирующее устройство, выполненное в виде бесконечной цепи 4 с з репленными не ней толкателями 5. Цепь 4 перемещается на звездочках 6 приводом 7 и расположена по оси устройства. В зоне загрузки на станине 2 с заданным шагом закреплены утапливающиеся упоры 8, состоящие из корпуса 9, собачки 10, подпружиненной относительно корпуса 9 пружиной 11 и шарнирно соединенной с ним посредством оси 12. Для благоприятного взаимодействия собачки 10 со свариваемым изделием при исход-;., ном положении утапливанадегося упора 8 собачка 10 снабисена роликодм 13 Корпус 9 имеет выступ 14, взаимодействующий опорной поверхностью 15 с опорной поверхностью 16 собачки 10.
На выступе 14 шарнирно подвешен рычаг 17, подпружинен 1ЫЙ относительно корпуса 9 пружиной 18 и упирающийся в ограничитель 19. Рычаг 17 взаимодействует с конечным выключателем 20 посредством регулируемого болта 21.
В зоне выгрузки на станине неподвижно установлены основные конечные выключатели 22 с интервалами, соответствующими интервалам утапливающихся упоров 8, взаимодействующие с передней кромкой свариваемого изделия 23.
Устройство работает следующим образом.
Свариваемое изделие 23 укладывают в направляющие 3 между толкателями 5 цепи 4. Утапливающиеся упоры 8 под действием веса свариваемого изделия занимают исходное положение. Включается привод 7 цепи 4.
Толкатель 5, перемещаясь, .-упирается в заднюю кромку свариваемого изделия 23 и перемещает его до тех пор, пока передняя кромка не нажмет первый по ходу конечный выключатель 22.При этом собачка 10 первого по ходу утапливающегося упора 8, освобождаясь от свариваемого изделия, занимает промежуточное положений. В этом положении собачка 10 упирается в рычаг 17,но так как пружина 11 не может пересилить пружину 18, конечный выключатель 20 остается нажатым. Конечный выключатель 22 переключает привод 7 цепи на .реверс. Цепь 4, перемещаясь в обратном.направлении, толкателем 5,расположенным у передней кромки свариваемого изделия, возвращает его до собачки 10.При этом собачка 10 Нс1жимает рычаг 17, освобождая конечный выключатель 20, и опорной поверхностью 16 упирается в опорную поверхность 15, занимая рабочее положение. Конечный выключатель 20 отключает привод 7 и дает команду на сварку.
Возврат свариваемого изделия до утапливающегося упора может быть осуществлен при необходимости пневмоцилиндром. В таком случае реверс привода цепи может быть, исключен.
Устройство для шаговой подачи отличается высокой производительностью конструктивно просто, удобно в обслуживании и обеспечивает перемещение свариваемого изделия на точный шаг как постоянный, так и переменный
Формула изобретения
Устройство для шагового перемещения изделий в зону обработки праймущественно при сварке, содержащее ра мещенные на станине направляющие, приводной транспортер в виде цепи, утапливающиеся упоры и основные конечные выключатели, установленные с определенным интервалом, о т ли чающееся тем, что, с целью повышения точности перемещения и фиксации изделия в зоне обработки, оно снабжено толкателями, установленными на цепи с определеннЕЛм интервашом и дoпoлнитeльнн ш конечным выключателями, установленными на ст нине в зоне выгрузки с интервалом, близким к шагу подачи, утапливающие ся упоры жестко закреплены на стани не в зоне загрузки изделий с интервалом, равным шагу подачи, а основные конечные выключатели расположены на утапливающихся упорах. Источники информации, принятые во вниманиме при экспертизе 1.Авторское свидетельство СССР № 438510, кл. В 23 К 37/04, 1974. 2.Авторское свидетельство СССР №393065, кл. В 23 К 37/04, 1974. 3.Гитлевич А.Д. Этингоф Л.А. Механизация и автоматизация сварочного производства. М., Машиностроение, 1972, с. 242-260 (прототип).
(Put. 3
