(54) УСТРОЙСТВО ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПРОВОЛОКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для перемотки и продольной разрезки ленточных материалов,преимущественно конденсаторных лент,фольги и диэлектрика,на полосы | 1981 |
|
SU1058667A1 |
| Станок для намотки катушек магнитопроводов электрических машин | 1981 |
|
SU1026179A1 |
| Устройство для непрерывной термообработки длинномерных изделий | 1983 |
|
SU1145041A1 |
| Агрегат продольной резки рулонного материала | 1987 |
|
SU1750864A1 |
| Устройство для перемотки проволоки | 1981 |
|
SU1015954A1 |
| Моталка для сматывания полосы | 1984 |
|
SU1191137A1 |
| СПОСОБ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКОГО ПОКРЫТИЯ НА ПРЕЦИЗИОННЫЕ МЕТАЛЛИЧЕСКИЕ НИТИ И УСТАНОВКА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2021 |
|
RU2751355C1 |
| Способ прокатки полос и стан для прокатки полос | 1985 |
|
SU1321491A1 |
| УСТРОЙСТВО ДЛЯ НАМОТКИ СЕКЦИЙ РУЛОННЫХ КОНДЕНСАТОРОВ | 1993 |
|
RU2044355C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛЕНОЧНЫХ КЛЕЕВ И КЛЕЕВЫХ ПРЕПРЕГОВ КОНСТРУКЦИОННОГО НАЗНАЧЕНИЯ | 2004 |
|
RU2262394C1 |
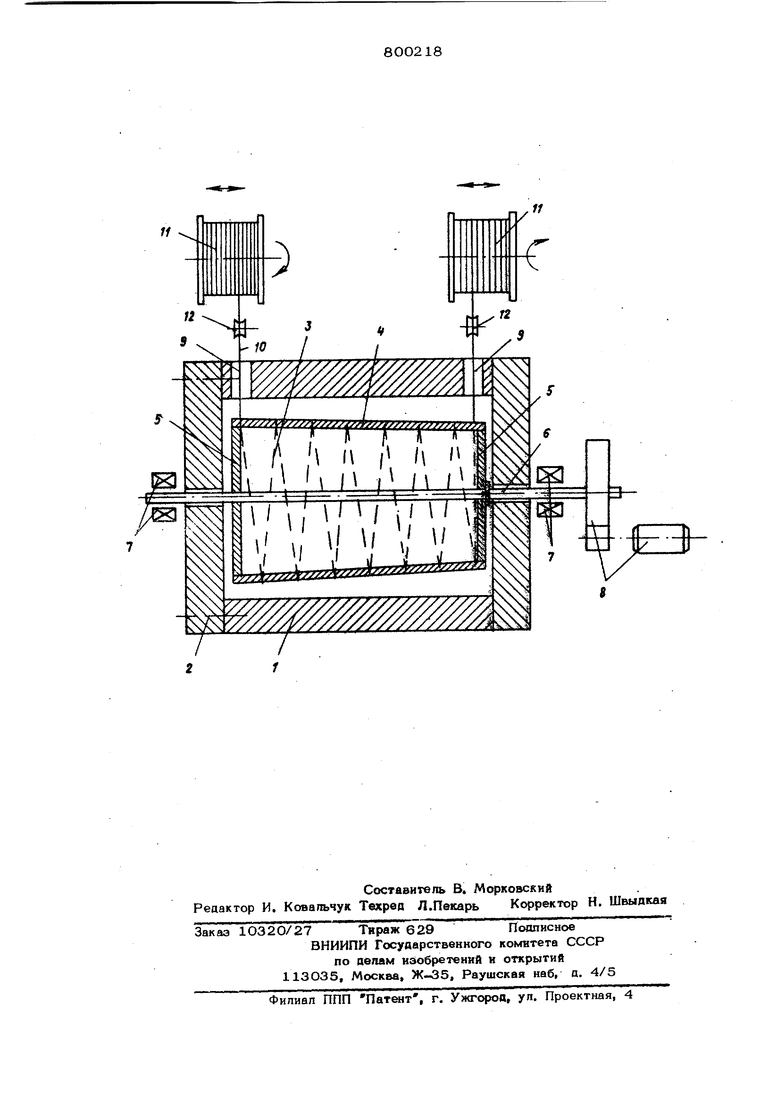
Изобретение относится к метаплообра- ботке и может быть использовано при термической обработке тонкой проволоки в протяжных печах на заводах металлургической и машиностроительной промышленности. Известно устройство для непрерывного отжига провопсжи, содержащее многозон- ную нагревательную печь и механизмы на мотки и смотки проволоки, цилиндрическую штангу Cl. В этом устройстве цилиндрическая фор ма штанги создает трудности для спираль ной намотки и смотки проволоки. Поэтому конструкция устройства усложнена: штанга выполнена разборной и совершаю- щей возвратно-поступательное движение, а это приводит к повышенным потерям тепла при выходе штанги из печи и допол нительному расходу энергии на нагрев ее при ее возвратном движении в печь. Наиболее близким по технической суш ности является устройство апя термической обработки проволоки, содержащее печ с расположенным в ней приспособлением для перемещения проволоки, механизм смотки и намотки Г2. Данное устройство пригодно только для транспортировки толстой проволоки (катанки), которая, благодаря ее жесткости, при закручивании в спираль сохраняет заданную форму и шаг спирали, вследствие чего для ее перемещения не требуется плотного контакта с направляющим элементом. Для транспортировки тонкой проволоки диаметром 0,1-1,0 мм это устройство непригодно, так как спираль из нее подвержена запутывангао и вытягиванию даже из-за незначительных нарушений контакта проволоки с направляющим элементом. Цель изобретения - упрощение конструкции и снижение энергетических затрат на обработку проволоки. Поставленная цель достигается тем, Ч1Х) приспособление выполнено в пиде усеченного конуса с конусностью 1:(6-в). 38 На чертеже изображено устройство, продольный разрез. Устройство содержит печь 1 со съемной торцовой стенкой 2. В печи 1 вдоль оси протяжки проволоки установлено приспособпение 3 для перемещения, выполнеиное в виде полого усеченного конуса 4 с заглушками 5 на его торцах. Усеченный конус 4 закреплен на оси 6 с возможностью его сьема. Ось 6 уставовпена в подшипники 7, расположенные по обе стороны печи 1, и соединена с регулируемым электроприводом 8 для приведения во вращение приспособлением 3. В боковой стенке печи 1 выполнены отверстия 9 для ввода и вывода проволоки Ю из печи 1. Рядом с печью со стороны отверстий 9 установлены соответственно механизмы смотки и намотки, включающие моталки 11 и натяжные ролики 12, Усеченный конус может быть изго- товявн из любого жаростойкого металла, способного выдерживать температуру нагрева проволоки. Размеры основания усеченного конуса 4 определяются размерами рабочего пространства печи, ее произ воднтепьностью и условиями теплообмена Каждая пара материалов (проволоки и штакгй) характеризуется определенным коеффиаиентом трения. Для группы пар м тернапов, обычно используемьгх на практике, коэффициент трения находится в пре делах 0,12-0,14. Дпя обеспечения равномерного перемещения проволоки вдоль образующей усеченного конуса и смотки ее со штанге необходимо, чтобы сила, действующая на проеолсжу вдоль оси про тяжки, превышала сяпу трения проволоки о конус на 5-1О%. Это условие выпопняетея при конусности усеченного конуса, находящейся в пределах 1:(6-8). При отношешсв меньшем 4efM 1:(б-8) могут происходить обрывы проволоки, а при большем - ее спутвание. Устройство работает следующим образом. Намотанная на усеченный конус 4 и заправленная в моталку 11 механизма намотки, проволока 10 перемещается через печь 1 посредством вращения приспособления 3 смоточно-намоточных механизмов. С механизма смотки через натяжной ролик смоточно-намоточных механизмов. С механизма смотки через натяжной ролик 12 проволока 10 непрерывно поступает во входное отверстие 9 печи 1, наматываясь на вращающийся усеченный конус 4, Благодаря наклонной поверхности усеченного конуса 4 и натяжению, создаваемому натяжным роликом механизма намотки, проволока 10 равномерно перемещается по поверхности конуса 4 к его меньшешему основанию и через выходное отверстие 9 печи 1 поступает к механизму намотки. Формула изобретения Устройство для термической обработки проволоки, содержащее печь с расположен, ным в ней приспособлением для перемещения проволоки, механизм смотки и намотки, отличающееся тем, что, с целью упрощения конструкции устройства, приспособление для перемещения проволоки выполнено в виде усеченного конуса с конусностью 1:(6-8). Источники информации, принятые во внимание при экспертизе 1,Авторское свидетельство СССР J 21457О, кл. С 21 D 9/54, 1969. 2.Авторское свидетельство СССР № 418537, кл. С 21 О 9/54, 1974.
