1
Изобрегение касается производства теплоизоляционных и акустических жестких минераловатный плит и может быть использовано в промышленности строительных материалов и других отраслям народного хозяйства.
Известно устройство для изготовления жестких минераловатных плит на синтетическом и битумном связующих, содержащее смеситель непрерывного действия, пульпопровод с насосом и распределительным бункером, сетчатый формовочный конвейер, под которым установлена камера обезвоживания и емкость для сбора .связующего i .
Основным недостатком устройства является преждевременное обезвоживание пульпы в начальный период формования ковра. При изготовлении плиг на дисперсном, например, битумном связующем это усугубляется тем, что значительная часть высадившегося в смесителе связующего сбивается в центробежном насосе с волокна и переходит в дйсПерсию, которая не успевает вновь высадиться на волокно до начала обезвоживания и уходит вместе с отжимными водами, что вызывает потери св бующего и : снижение качества продукции.
Наиболее близким к изобретению по технической сущности является устройство для изготовления жестких минераловат- ных плит, содержащее смеситель непрерывного действия, пульпопровод с насосом и распределительным бункером, сетчатый формовочный конвейер с установленными под ним камерой обезвоживания, разделенной на два снабженных перфорированными крышками отсека, и емкостью для сбора связующего 2.
Это устройство позволяет несколько замедлить процесс обезвоживания в начальный период формования ковра. Однако оно также не обеспечивает необкодимых условий для высадки дисперсного связующего на волокна.
Цель Изобретения - повышение качества изготавливаемых плит путем обеспече-
ния необходимых условий для полной высааки дисперсного связующего на волокна
Поставленна цель досгигаегся гем, что устройство для изготовления жестких мчнераловатнык плит, содержащее смеситель непрерывного действия, пульпопровод с насосом и распределительным бункером, сетчатый формовочный конвейер с установленными под ним камерой обезвоживания, разделенной на два снабженных перфорированными крышками отсека, и емкостью для сбора связующего, снабжено расположенным под рабочей ветвью формовочного ксжвейера между распределительным бункером и вторым по ходу движения формовочного конвейера отсеком камеры обезвоживания отстойным столом, установленным с возможностью возвратнопоступательного движения в горизонтальной чтлоскости.
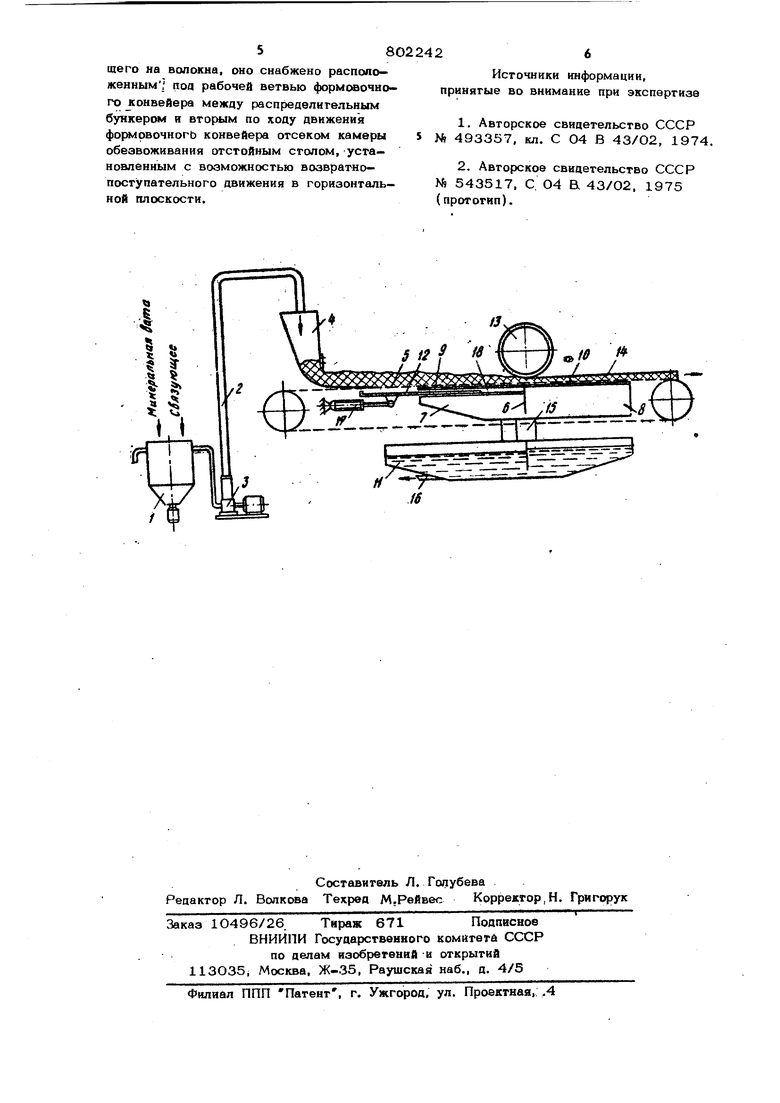
На чертеже изображено устройство для изготовления жестких минераловат- ных плит, общий вид.
Устройство для изготовления жестких минераловатнык плит состоит из смесителя 1 непрерывного действия, пульпопровода 2 с насосом 3 и распределительным бункером 4, сетчатого формовочного конвейера 5, камеры обезвоживания, разделенной перегородкой 6 на два отсека
7и 8, снабженных перфорированными крышками 9 и 10 соответственно, емкости 11 для сбора связующего, отстойного стола 12 и пресс-валика 13 для формования ковра 14. Отсеки 7 и 8 камеры обезвоживания соединены отводами 15 с емкостью 11 для сбора связующего, а псюледняя - трубопроводом 16 со смесителем 1. Отстойный стол 12 расположен Под рабочей ветвью конвейера 5 между распределительным бункером 4 и отсеком
8камеры обезвоживания и установлен с возможностью возвратно-поступательного движения в горизонтальной плоскости, например, с помощью пневпопривода 17, в направляющих 18, смонтнрованнык
па стенкак отсека 7 камеры обезв жива- ния. При этом отстойный стол 12 может быть установлен как над, так и под крышкой 9 нервого ио ходу движения формовочного конвейера 5 отсека 7 камеры обезвоживания. В варианте выполнения устройства, представленном на чертеже, стол 12 расположен под крышкой 9.
Устройство работает следующим образом.
Исходные компоненты - минеральную вату и связующее подают, в смеситель 1, где происходит их перемешивание до полу
чения гомогенной пульпы. Полученную таким образом пульпу подают насосом 3 по пульпопроводу 2 к распределительному бункеру 4, который равномерно распреаеляет пульпу по полотну .сетчатого формовочного конвейера 5. Отлитая пульпа попадает в зону над отстойным столом 12, выполненным глухим, где ее перед началом обезвоживания выдерживают в спокойном состоянии, что обеспечивает необходимые условия для полной высадки дисперсного связующего на волокна. Длину зоны отстоя, т. е. зону над отстойным столом 12, а следовательно, и время пребывания в этой зоне пульпы регулируют в зависимости от вида и количества связующего путем перемещения отстойного стола 12 с помощью пневмопривода 17 в сторону отсека 8
камеры обезвоживания или в сторону
распределительного бункера 4. После прохождения зоны отстоя пульпу по мере продвижения конвейера 5 медленно обезвоживают в зоне, расположенной над отсеком 7 камеры обезвоживания, под действием гидростатического давления-слоя, а затем прд действием вакуум-отсоса в зоне, расположенной над отсеком 8 камеры обезвоживания. Вакуум-отсос обеспечивают путем, создания разрежения в отсеке 8. Одновременно производят уплотнение минераловатного ковра, после чего ковер поступает в камеру термообработки и далее его разрезают на плиты требуемых размеров
Предложенное устройство обеспечивает рациональное расходование дисперсного связующего путем обеспечения необходимых условий его высадки на волокна и позволяет организовать производство высококачественных минераловатных утеплителей на бигумном связующем.
Формула изобретения
45
Устройство для изготовления жестких минераловатных плит, содержащее смеситель непрерывного действия, пульпопровод с насосом и распределительным бун50кером, сетчатый формовочный конвейер с установленными под ним камерой обезвоживанмя, разделенной на два снабженных перфорированными крышками отсека, и емкостью для сбора связующего, о т 55личаюц1евся тем, что, с целью повышения качества изготавливаемых пли путем обеспечения необходимых условий для полной высадки дисперсного связующего на волокна, оно снабжено расположенным/ пол рабочей ветвью формсмаочного конвейера между распределительным бункером и вторым по ходу движения формрвочнагь конвейера отсексм камеры обезвоживания отстойным столом, установленным с возможностью возвратнопоступательного движения в горизонтальной плоскости.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР
N 493357, кл. С 04 В 43/О2, 1974,
2.Авторское свидетельство СССР N9 543517, С. 04 В, 43/О2, 1975 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕСТКИХ МИНЕРАЛОВАТНЫХ ПЛИТ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2024444C1 |
| Способ изготовления жесткихМиНЕРАлОВАТНыХ плиТ | 1979 |
|
SU802243A1 |
| Устройство для формования жестких минераловатных плит из гидромассы | 1983 |
|
SU1096257A1 |
| Устройство для изготовления жестких минеральных плит | 1975 |
|
SU543517A1 |
| Поточная линия для изготовления теплоизоляционных изделий | 1979 |
|
SU863580A1 |
| Поточная линия для изготовления жестких минераловатных плит "изотроп" | 1977 |
|
SU732223A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ВОЛОКНИСТЫХ ТЕПЛОИЗОЛЯЦИОННЫХ ПЛИТ | 1996 |
|
RU2129067C1 |
| Поточная линия для изготовления жестких минераловатных плит | 1983 |
|
SU1096258A1 |
| Линия для изготовления жестких минераловатных плит | 1987 |
|
SU1395501A1 |
| Поточная линия для изготовления жестких минераловатных плит "изотроп | 1978 |
|
SU753837A1 |
«-гчмгимга шлм mm .. т:
