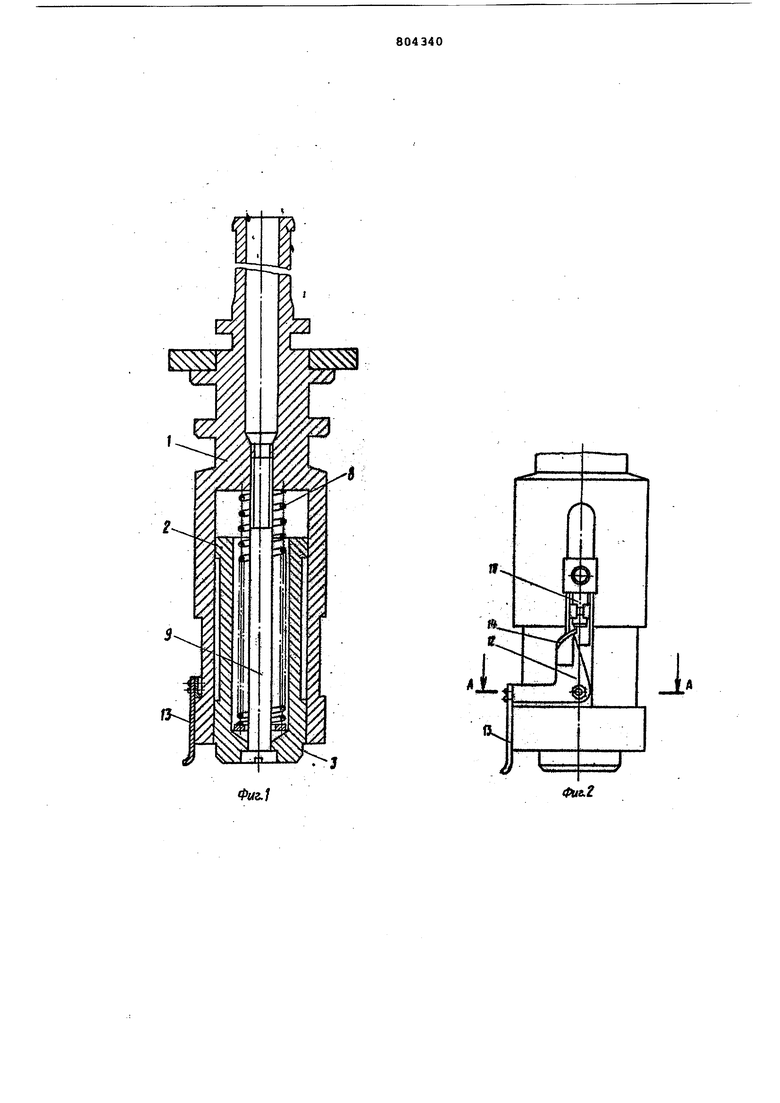
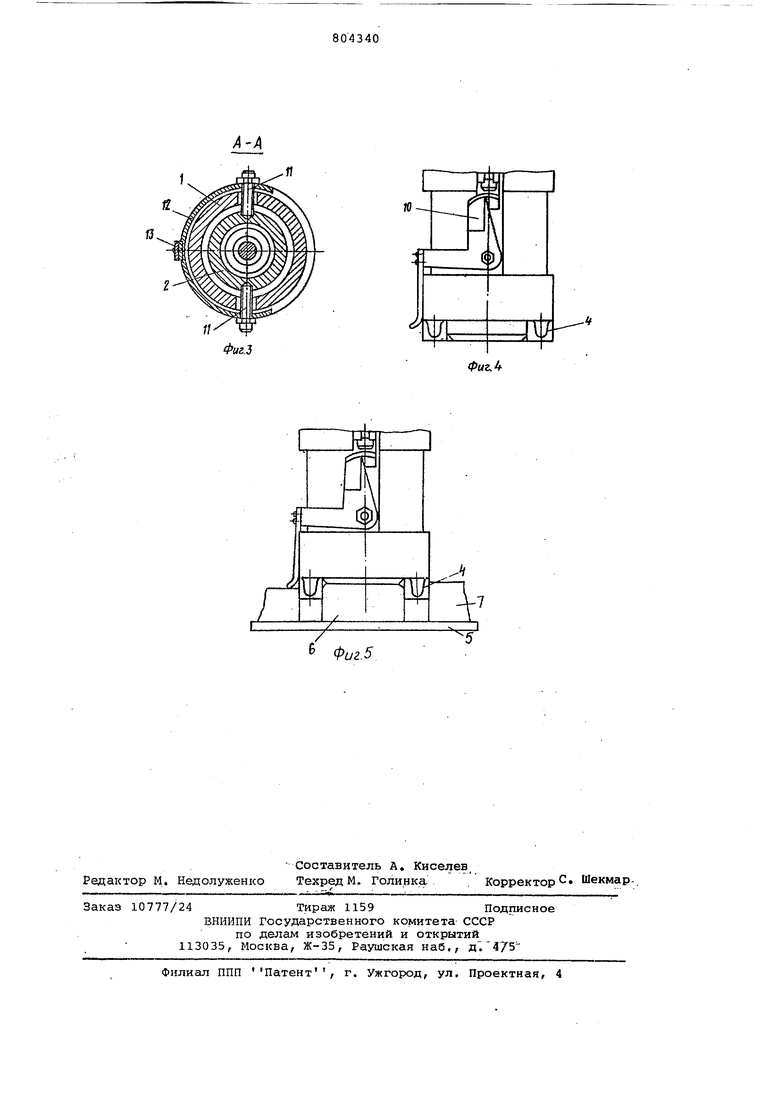
Изобретение относится к сборочному производству и предназначено для. сборки запрессовкой деталей типа вал втулка, в частности для сборки уплотнительных манжет, и может быть ис пользовано в качестве сменного и ста ционарного устройства в различных ти пах сборочных машин, включая автомат зированные сборочные манипуляторы и роботы Известно устройство для сборки за прессовкой деталей типа вал-втулка содержащее смонтированные на основании приводной полый запрессовочный пуансон и расположенный внутри и под пружийенный относительно него толкатель с направлением для одной из собираемых деталей и базирующий элемент для другой детали с упором для толкателя 1. Однако известное устройство не обеспечивает сборку запрессовкой уплотнительных манжет. Цель изобретения - обеспечение сборки уп/1отнительных манжет и повыцение производительности. Указанная цель достигается тем что устройство для сборки запрессовкой деталей типа вал-втулка, содер- , кащее смонтированные на основании приводной полый запрессовочный пуансон и расположенный внутри и подпружиненный относительно него толкатель с направлением для одной из собираемых деталей и базирующий элемент для другой детали с упором для толкателя, снабжено механизмом для определения наличия детали в, зоне сборки, выполненным в виде установленных на боковой поверхности толкателя вильчатого..;. двуплечего рычага с щупом закрепленныи на его вильчатом плече, и датчика, взаимодействукндего с другим плечом рычага. На фиг. 1 изображено устройство, общий вид,разрез; на фиг. 2 - то же, без разреза; на фиг, 3 - сечение А-А на фиг 2; на фиг. 4 - устройство в момент захвата уплотнительной манжеты, общий вид; на фиг. 5 - общий вид устройства в момент установки уплотнительной манжеты в расточку корпуса, общий вид. .Устройство для сборки запрессовкой деталей типа вал-втулка, содерЖсццее смонтированные на основании приводной полый запрессовочный пуансон 1 с расположенным внутринего толкателем 2, имекжцим направление 3 для одной из собираемых деталей, например уплотнительной манжеты 4, и баззфующий элемент 5 с упором 6 для другой детали, например корпуса 7, Толкатель 2 подпружинен относительно пуан сона 1 пружиной 8. Осевое перемещени толкателя 2 ограничено длинным болтом 9. Устройство снабжено механизмо 1о для определения наличия детали в зоне сборки. Механизм 10 представляет собой установленные на боковой no верхности толкателя 2 на оси И вильчатый двуплечий 12 с щупом 13, закрепленныь на его вильчатом плече, кулачком 14 и датчиком 15, закрепленным на другом плече и предназначенным для взаимодействия с дат чиком 15. . Устройство работает следуюгдим образом, Устройство жестки крепится, например, в шпннделе сборочного манипулятора и перемещается им на позицию захвата уплотнительной манжеты. 4 и располагается над ней. Манжета 4. может располагаться в кассете, Устройство перемещается вниз, уплотнителвная манжета 4 надевается на толкатель 2, имеющий на конце направ ление 3, цилиндрический и конический участки для детали 4. При этом щуп 13 отжимается рычаг 12 поворачивает ся вокруг оси 11 и кулачок 14 перекрывает датчик 15, осуществляя контроль наличия уплотнительной манжеты 4 в зоне сборки и остановку устройстваЗатем устройство Подается к базирующему элементу 5 с упором 6, в котором установлен корпус 7, Толкатель 2 располагается соосно с упором б, При движении устройствас манжетой 4 вниз, толкатель 2 упирается в упор 6, расположенный в базирующем элемен те 5, а пуансон 1, продолжая движение, запрессовывает уплотнительную манжету 4 в расточку корпуса 7, В процессе запрессовки щуп 13 находится в отжатом положении, а датчик 15 перекрыт. После установки уплотнительной манжеты 4 в расточку корпуса 7 устройство перемещается вверх, датчик 15 открывается и устройство готово к новому циклу. Предлагаемое устройство для сборки запрессовкой деталей типа вал-втулка позволяет осуществлять захват и установку уплотнительных манжет в корпус беэ дополнительных приспособлений и с высокой надежностью, Формула изобретения Устройство для сборки запрессовкой деталей типа вал-втулка, содержащее смонтированные на основании, приводной полый запрессово4ный пуансон и расположенный внутри и подпружиненный относительно него толкатель с направлением для одной из собираемых деталей и базирующий элемент для другой детали с упором для толкателя, отличающееся тем, что, с целью обеспечения сборки уп.лотнительных манжет и повышения производительнйсти/ оно снабжено механизмом, для определения наличия детали в зоне сборки, выполненные в ви; установленных на боковой поверхносзир толкателя вильчатого двуплечего pj чага с щупом, закрепленный на его вильчатом плече, и датчика, взаимодействующего с другим плечом рычага. Источники информации, принятые во внимание при экспертизе 1. Патент США № 3.916. 499, кл. В 23 Р 19/02, опублик. 1975.
//
Фиг.:5
№

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки деталей запрессовкой и устройство для его осуществления | 1988 |
|
SU1586892A1 |
| Устройство для сборки деталей запрессовкой и подачи смазки | 1987 |
|
SU1433748A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ С НАТЯГОМ ОХВАТЫВАЕМОЙ И ОХВАТЫВАЮЩЕЙ ДЕТАЛЕЙ | 1991 |
|
RU2043897C1 |
| Устройство для запрессовки втулок в корпусную деталь | 1987 |
|
SU1449308A1 |
| Устройство для запрессовки деталей типа кольцо-чашка | 1990 |
|
SU1759594A1 |
| Устройство для сборки деталей запрессовкой | 1987 |
|
SU1581557A1 |
| Устройство для сборки прессовых соединений деталей типа "вал-втулка | 1976 |
|
SU733952A1 |
| Способ сборки редукторов и устройство для его осуществления | 1990 |
|
SU1754403A1 |
| Устройство для групповой сборки запрессовкой соединений типа вал-втулка | 1986 |
|
SU1324815A2 |
| Устройство для сборки деталей запрессовкой | 1985 |
|
SU1286390A1 |