(54) УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ ЦИЛИНДРИЧЕСКИХ
ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Элеваторное бункерное загрузочное устройство | 1980 |
|
SU874307A1 |
| Устройство для поштучной выдачи изделий | 1986 |
|
SU1425042A1 |
| Устройство для установки базовой детали в спутник автоматической линии сборки | 1983 |
|
SU1087299A1 |
| Устройство для укладки в тару стержнеобразных предметов | 1982 |
|
SU1076360A1 |
| Индукционная установка | 1981 |
|
SU969754A1 |
| Устройство для загрузки в контейнер штучных изделий | 1990 |
|
SU1757957A1 |
| Шаговый конвейер-накопитель | 1980 |
|
SU960098A1 |
| Станок для сборки гусеничной цепи | 1973 |
|
SU477813A1 |
| МОЕЧНЫЙ КОМПЛЕКС СТЕКЛЯННЫХ КРЫШ ТЕПЛИЦ | 1999 |
|
RU2202170C2 |
| Устройство для ориентации асимметричных деталей | 1983 |
|
SU1126407A1 |
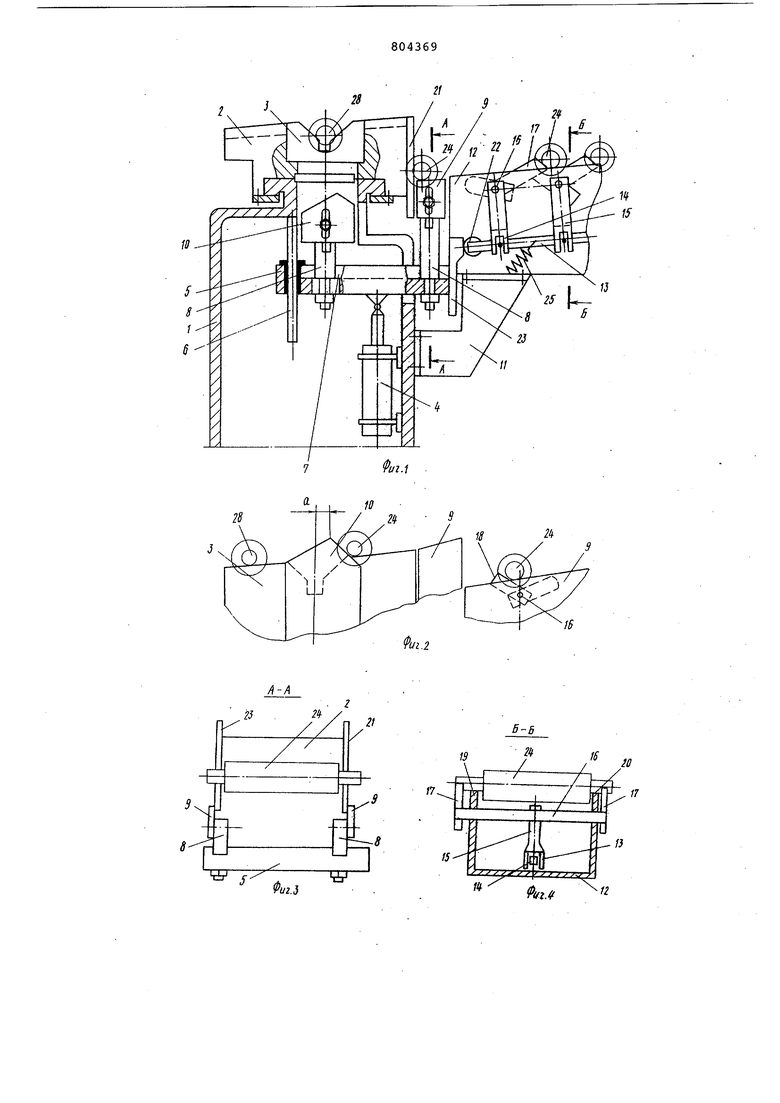
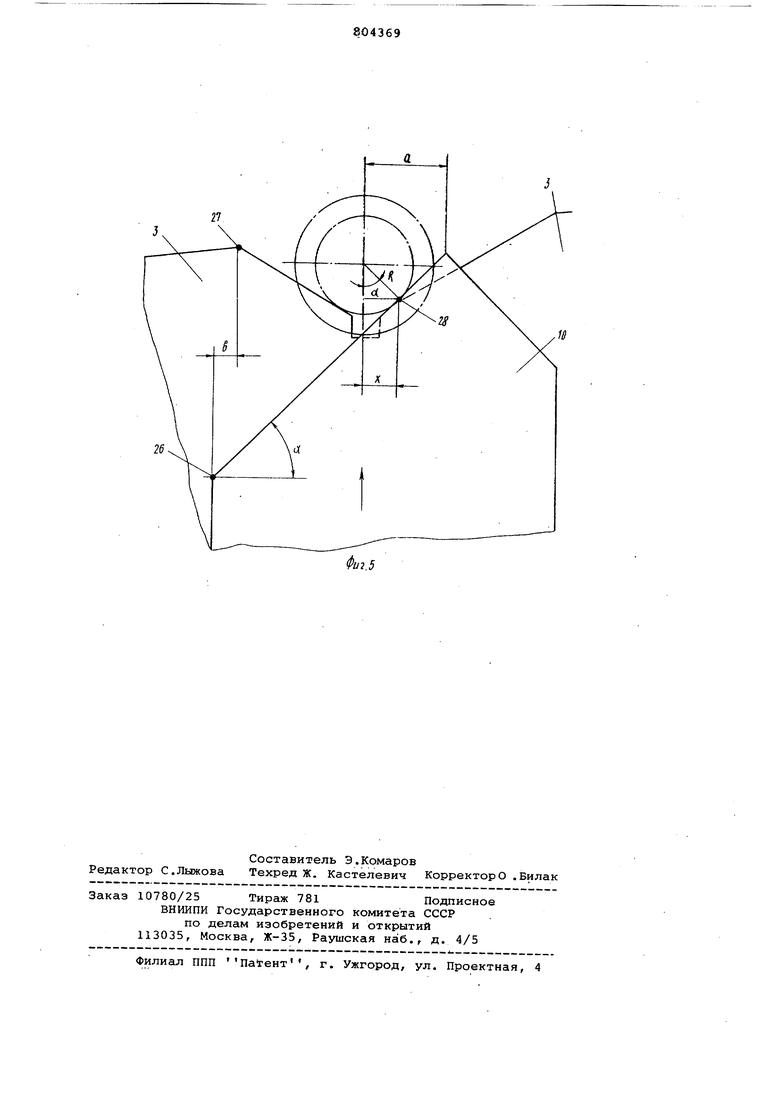
Изобретение относится к машиностроению и может найти применение в загрузочных устройствах различных станков для технологической обработки легкодеформируемых изделий., в частности якорей электрических машин Известно загрузочное устройство цилиндрических изделий, содержащее накопитель и каретку с вилкой, зубья которой имеют скосы 1. Данное устройство не обеспечивает транспортировку и загрузку легкодеформируемых изделий. Цель изобретения - расширение тех нологических возможностей. Для этого устройство снабжено нак лонным столом с призмой, причем. один зуб вилки установлен между накопителем и столом, а другой - под призмой так,что его ось совпадает с осью при мы и на нем выполнен дополнительный. скос, при этом вершина зуба, образованная основным и дополнительным ско сами , смещена от оси симметрии призм в сторону накопителя. На фиг. 1 изображено устройство общий вид на фиг. 2 - зубья вилки в крайнем верхнем-положении; на фиг, 3- разрез А-А на фиг. 1; на фиг. . 4- разрез Б-Б на фиг. 1 на фиг. 5 - зуб вилки с двухсторонним скосом в промежуточном положении. Загрузочное устройство цилиндрических изделий состоит из корпуса 1, на котором расположен наклонный стол 2 с встроенной по оси симметрии призмой 3. Стол 2 снабжен приводом прямолинейного перемещения (не показан) и является звеном последующего технологического оборудования, обрабатывающего загружаемое изделие.К корпусу 1 прикреплен пневмоцилиндр 4,связанный шарнирно с кареткой 5, которая расположена на цилиндрических направляющих 6. В паз 7 каретки 5 вставлены две вилки, каждая из которых образова.на двумя стойками 8 прямоугольного сечения. На стойках 8 расположены с возможностью регулирования длины зуб 9 с односторонним скосом по внутренней поверхности и зуб 10 с двухсторонним скосом по внутренней И наружной поверхности.Стойки 8 также имеют возможность регулирования положения в направлении, перпендикулярном направлению регулирования длины зубьев 9 и 10. К корпусу 1 посредством кронштейна: и прикреплен рольганг-накопитель 12, внутри которого пропущена штанга 13 со вставленными в нем на определенном расстоянии дру от друга пальцами 14, которые входят в вилку рычага 15, жестко закрепленного на оси 16, На оси 16 закреплены рычаги 17 и 18 так, что рычаг 17 выс тупает за плоскости скатов 19 и 20 накопителя 12, а рычаг 18 утоплен от носительно этих же плоскостей скатов 19 и 20. Зуб 9 расположен между нако пителем 12 и боковой стенкой 21 стола 2, а плоскость зуба 9 и передняя и задняя грань его в крайнем нижнем положени зуба 9 являются продолжением скатов 19 и 20. Штанга 13 имеет на переднем торце ролик 22, которым упирается в плоский кулачок 23, закрепленный на каретке 5. Ступенчатое изделие 24 расположено на сКатах 19 и 20 и своей ступенькой упирается в рычаги 17 Штанга 13 притянута роликом 22 к кулачку 23 посредством пружины 25.Зуб 10 двухсторонним скосом при вершине расположен таким образом, что вершина зуба 10 смещена относительно оси симметрии призмы 3 на величину а, значение которой не менее 0,7 наибольшего радиуса ступенчатого изделия, а точка 26 зуба смещена относительно точки 27 призмы 3 на величину в. Величина а определяется из соотношения X R-Sin (Х1 где R - наибольший радиус изделия; cL - угол наклона скоса по наружной поверхности зуба. Из условия безударного (плавного) перемещения изделия угол не должен превышать 45 . Отсюда следует, что величина а должна быть больше или равна X, т.е. при 45 величина а больше или равна 0,7 максимального радиуса изделия. Устройство работает следующим образом. В исходном положении изделия 24 уложены на накопителе 12, а на призме 3 находится обработанное изделие 28. Каретка 5 с зубьями 9 и 10 находится в крайнем нижнем положении,при этом одно из изделий 24 лежит на ско се зуба 9. Включается пневмоцилиндр 4. Каретка 5 начинает перемещаться в направлении стола 2. Зуб 9 подхватывает изделие 24 и поднимает его в крайнее-верхнее положение. Одновременно при подходе зуба 10 в крайнее верхнее положение он скосом по наруж ной поверхности встречает образующую цилиндрической поверхности обработан ного изделия 29,.находящегося в приз .ме 3, и плавно выталкивает его из призмы 3 на левую наклонную плоскост стола 2. Изделие 28 скатывается со стола 2 в приемный лоток (не показан) для последующей обработки. Изделие 24 от действия скоса по внутренней поверхности зуба 9 выкатывается на правую наклонную плоскость стола 2 и упирается в скос на внутренней поверхности зуба 10. В момент перемещения каретки 5 в крайнее верхнее положение штанга 13 под действием пружины 2-5 перемещается вдоль накопителя.12 на .величину перепада кулачка 23 так,что рычаги 17 утапливаются ниже плоское- ти скатов 19 и-20, а рычаги 18 поднимаются над плоскостью скатов 19 и 20. Очередное изделие 24, находящееся на накопителе 12, перемещается на шаг и удерживается рычагами 18. Затем происходит реверс пневмоцилиндра 4, и каретка 5 с зубьями 9 и 10 начинает опускаться в крайнее нижнее, положение. При этом, как только Эуб 10 опустится ниже плоскостей призмы 3, деталь 24 плавно опустит ::я в призму 3. Таким образом происходит загрузка очередного изделия 24 для обработки, которая производится либо в позиции загрузки-выгрузки, либо в технологическом оборудовании (станке), расположенном вдоль оси стола 2, куда стол 2 перемещаетизделие 24. Когда каретка 5 опустится в крайнее нижнее положение, то кулачок 23 отожмет штангу 13 и рычаги 17 вновь поднимутся выше плоскостей скатов 19 и 20, а рычаги 18 опустятся. Снова происходит перемещение изделия на шаг, и следующее изделие 24 ляжет на скос зуба 9. Затем цикл повторяется. Формула изобретения Устройство для загрузки цилиндрических изделий, содержащее накопитель и каретку с вилкой, зубья которой имеют скосы, отличающееся тем, ЧТО; с целью расширения технологических возможностей, устройство снабжено наклонным столом с призмой, причем один зуб вилки установлен между накопителем и столом, а другой - под призмой так, что его ось совпадает с осью призмы и на нем выполнен дополнительный скос, при этом вершина зуба, образованная основным и дополнительным скосами, смещена от оси симметрии призмы в сторону накопителя. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР №.329998, кл. В 23 Q 7/04, 1970.
Б-5
15
ФигЛ
