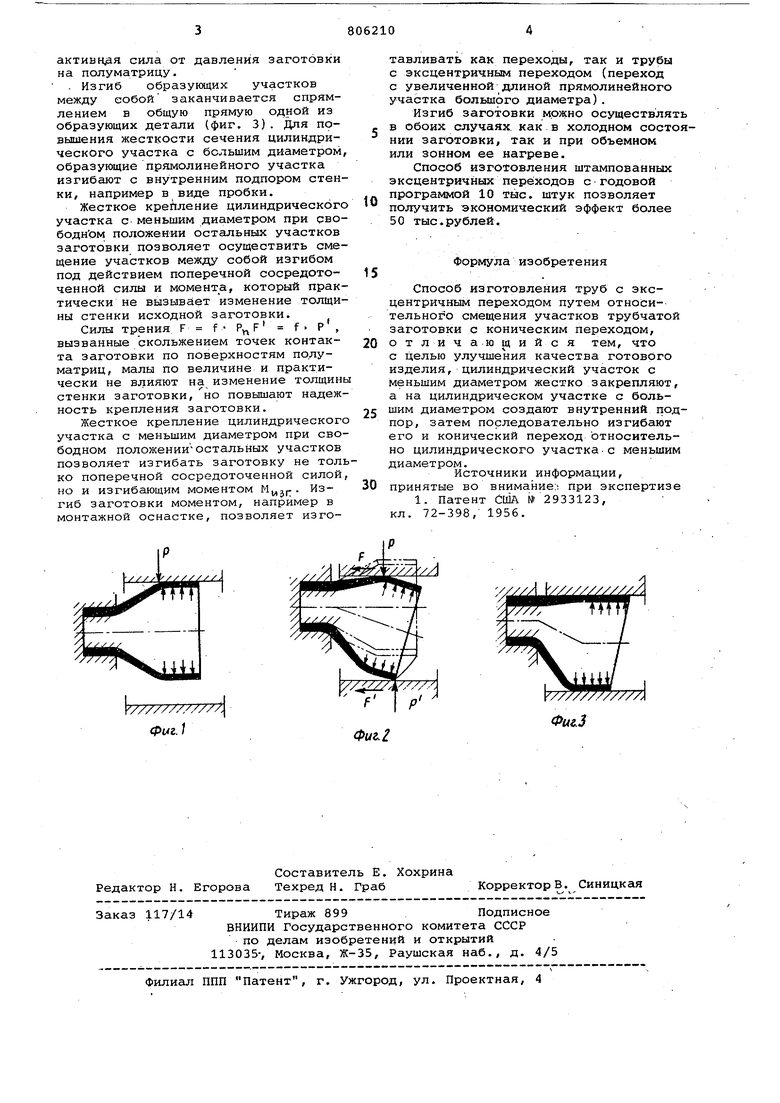
Изобретение относится к обработ ке металлов давлением и может быть использовано при изготовлении эксцентричных переходов технологических трубопроводов нефтедобывающего оборудования и химнефтеаппаратуры. Известен способ изготовления труб с эксцентричным переходом путем отно -сительного смещения участковтрубчатой заготовки с коническим перехо дом. 1 . Недостатком известного способа является низкое качество готового изделия. Цель изобретения - повышение качестна готового изделия. Указанная цель достигается за счет того, что цилиндрический участок с меньшим диаметром жестко закрепляют, а на цилиндрическом участке с большим диаметром создают внутренний подпор, затем последовательно изгибают его и конический переход относительно ци линдрического участка с меньшим диаметром. На фиг. 1 показано исходное полож ние зажатой концентрической заготовк на фиг. 2 - текущий момент изгиба ко нического участка и начало изгиба участка с большим диаметром, на фиг. 3 - окончание изгиба образующих участков. Способ изготовления эксцентричных переходов- заключается в следующем. Трубчатую заготовку с, коническим переходом жестко закрепляют за цилиндрический участок с меньшим диаметром. Поперечной сосредоточенной силой Р , приложенной к цилиндрическому . участку с большим диаметром, смещают образующие конического участка относительно образующей цилиндрического участка с меньшим диаметром. При этом образующие участка с большим диаметром свободно смещаются вместе с коническим участком. С момента касания образующей цилиндрического участка с большиь диаметром поверхности нижней полуматрицы начинается изгиб образующих цилиндрического участка с большим диаметром относительно конического участка. Этот изгиб протекает при одновременном догибании образующих конического участка относительно цилиндрического -участка с меньшим диаметром. Образующие прямолинейного участка изгибаются при этом под действием момента от пары сил Р и Р ,где Р - реактивндя сила от давления заготовки на полуматрицу.
. Изгиб образующих участков между собой заканчивается спрямлением в общую прямую одной из образующих детали (фиг. 3). Для повышения жесткости сечения цилиндрического участка с большим диаметром образующие прямолинейного участка изгибают с внутренним подпором стенки, например в виде пробки.
Жесткое крепление цилиндрического участка с меньшим диаметром при свободном положении остальных участков заготовки позволяет осуществить смещение участков между собой изгибом под действием поперечной сосредоточенной силы и момента, который практически не вызывает изменение толщины стенки исходной заготовки.
. (
Силы трения F f- f P . вызванные скольжением точек контакта заготовки по поверхностям по,луматриц, малы по величине и практически не влияют на изменение толщины стенки заготовки, но повышают надежность крепления заготовки.
Жесткое крепление цилиндрического участка с меньшим диаметром при свободном положенииостальных участков позволяет изгибать заготовку не только поперечной сосредоточенной силой но и изгибающим моментом М,. Изгиб заготовки моментом, например в монтажной оснастке, позволяет изгоY///// ///фиг. /
тавливать как переходы, так и трубы с эксцентричным переходом (переход с увеличенной длиной прямолинейного участка большого диаметра).
Изгиб заготовки можно осуществлять в обоих случаях как в холодном состоянии заготовки, так и при объемном или зонном ее нагреве.
Способ изготовления штампованных эксцентричных переходов с годовой программой 10 тыс. штук позволяет получить экономический эффект более 50 тыс.рублей.
Формула изобретения
Способ изготовления труб с эксцентричным переходом путем относи-тельного смещения участков трубчатой заготовки с коническим переходом, отличаюп1ийся тем, что с Целью улучшения качества готового изделия, цилиндрический участок с Меньшим диаметром жестко закрепляют, а на цилиндрическом участке с большим диаметром создают внутренний подпор, затем последовательно изгибают его и конический переход относительно цилиндрического участка-с меньшим диаметром.
Источники информации, принятые во внимание;; при экспертизе
1. Патент США № 2933123, кл. 72-398, 1956. L.:...J // // //// f Р 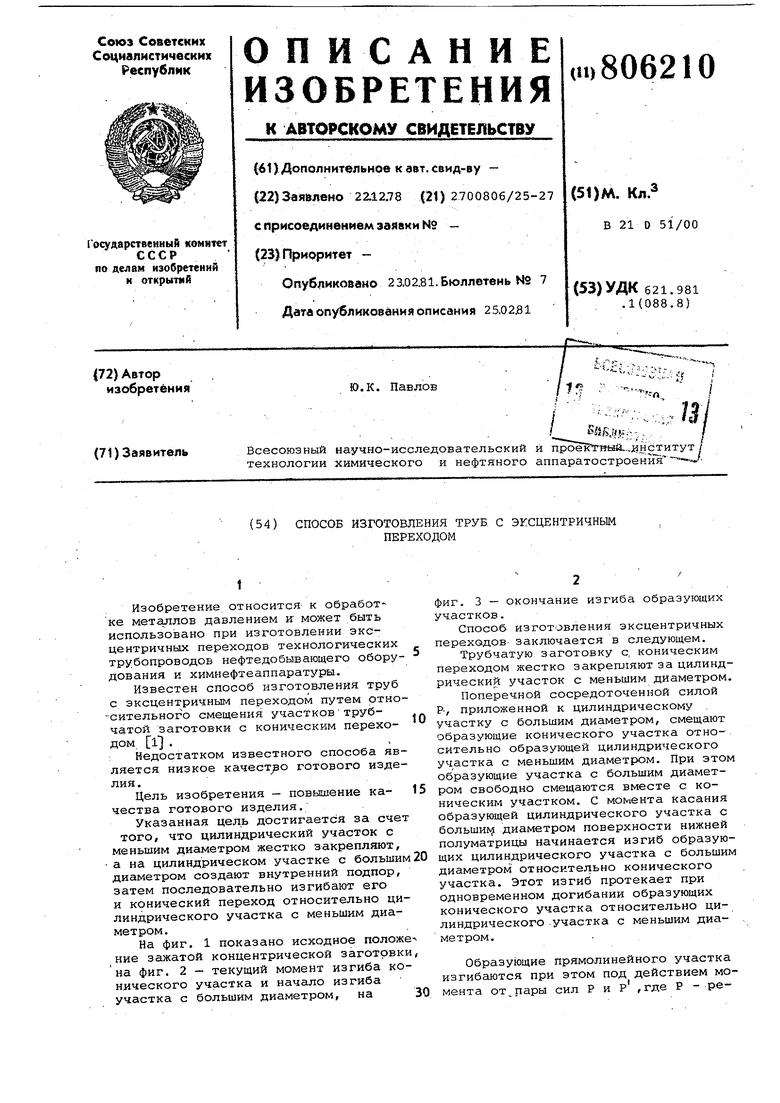
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГИБКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2016683C1 |
| Штамп для формовки эксцентричныхпЕРЕХОдОВ | 1978 |
|
SU831265A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭКСЦЕНТРИЧНОГО ПЕРЕХОДА МЕЖДУ ТРУБАМИ | 2012 |
|
RU2492016C1 |
| СПОСОБ ГИБКИ ЗМЕЕВИКОВ | 1991 |
|
RU2014926C1 |
| Способ изготовления крутоизогнутых патрубков и устройство для его осуществления | 1984 |
|
SU1237276A1 |
| СПОСОБ ГОРЯЧЕЙ ШТАМПОВКИ ЗАГОТОВКИ КОРПУСА РУЛЕВОЙ ТЯГИ | 2007 |
|
RU2350423C1 |
| Устройство для гидравлической штамповки полых осесимметричных цилиндрических деталей | 1986 |
|
SU1348025A1 |
| Способ гидравлической штамповки с осадкой полых деталей из трубчатых заготовок и устройство для его осуществления | 1987 |
|
SU1503945A1 |
| СПОСОБ ГИБКИ ТРУБ | 2001 |
|
RU2210452C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОЙ КРУТОИЗОГНУТЫХ ПАТРУБКОВ | 2013 |
|
RU2528928C1 |
