(54) УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ, ПРЕИМУЩЕСТВЕННО ДЛЯ ЛИТНИКОВЫХ ТРУБ
| название | год | авторы | номер документа |
|---|---|---|---|
| Формовочная машина | 1983 |
|
SU1126359A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАЗЪЕМНЫХ ПОСТОЯННЫХ МЕТАЛЛИЧЕСКИХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2051006C1 |
| Автоматический формовочный блок | 1982 |
|
SU1247152A1 |
| Литейная форма | 1982 |
|
SU1100039A1 |
| Пескометная формовочная машина | 1981 |
|
SU1007825A1 |
| Челночная формовочная машина для изготовления литейных форм | 1981 |
|
SU975185A1 |
| Литейная форма | 1980 |
|
SU904873A1 |
| Машина для изготовления форм | 1971 |
|
SU446347A1 |
| Автоматическая формовочная линия | 1987 |
|
SU1447566A1 |
| Машина для изготовления вертикальных стопок безопочных форм | 1976 |
|
SU605528A3 |
1
Изобретение относится к литейному производству, в частности к формовочным установкам, и может быть использовано при изготовлении длинных полых литейиых форм, преимущественно литниковых труб, для отливки прокатных валков и слитков.
««При использовании литниковых труб большое значение имеет степень уплотнения формовочной смеси в ней при изготовлении, а также осевое совмещение внутреннего отверстия при сборке нескольких литниковых труб, что влияет на качество поверхности отливаемых прокатных валков или слитков.
Известны формовочные машины для изготовления длинных полых форм, преимущественно чугунных труб, содержащие формующие головки, присоединенные к штанге или оправке, уплртнительные плиты или фланцы, ороки (изложницы) и тянущее или толкающее устройства 1.
Недостатками известной машины является то, что заполнение опоки формовочной смесью производят в стороне от машины, предварительно закрепив вручную на ее концах направляющий патрубок и фланцы. Затеям возле машины вводят в опоку, заполненную формовочной смесью, уплотняющую головку со Штангой и присоединяют к тянущему устройству.
Однако после изготовления формы необходимо отсоединить от тянущего устройства штангу с уплотняющей головкой, а также направляющий патрубок и ф танец от опоки, кроме того, необходимо иметь несколько комплектов оснастки, что влияет на производительность формовочной машины.
Известна также формовочная машина, в которой необходимо приготавливать пескодувную формовочную смесь низкой сырой прочности. Для,этой цели вводят крепители, которые при сушке форм при температуре 300-320 °С дают возможность получить высокую сухую прочность формовочной смеси 2. 1
Однако сушка форм требует сушил, что увеличивает затраты на производство. Кроме того, эта формовочная машина имеет пускодувную машину для заполнения опоки формовочной смесью. Для производства длинных форм (1,5-2 м) опоки по всей длине и поверхности должны иметь венты для отвода воздуха при заполнении их смеСЬЮ. При отсутствии вент будет наблюдаться недостаточное заполнение и доуплотнение (средней и верхней части) в опоке формовочной смеси.
Смесь, попавшая в венты, залипает и при сушке спекается, что затрудняет выход воздуха при последуюш,ем изготовлении труб. Для удаления пригара в вентах, через определенное время, необходимо производить химическую обработку или обжиг опок, что также увеличивает затраты. Кроме того, формовочная машина занимает большие производственные плош,ади.
По техническим условиям сырая прочность уплотненной формовочной смеси в опоке должна быть не менее 0,6-0,7 кг/см 2, а для получения такой или большей прочности резко увеличиваются затраты на производство, поэтому эта формовочная машина не может быть использована для производства литниковых труб.
Известна также установка для изготовления литейных форм, содержаш,ая раму, на которой установлен с приводом для перемещения в вертикальной плоскости пуансон, состоящий из цилиндрической и конической частей, направляющую для пуансона и загрузочную воронку 3.
Недостаток этой установки состоит в том, что не достигается равномерное и достат0чное уплотнение смеси по всей длине ф&рмы из-за того, что пуансон расположен вертикально внизу и формовочная смесь находится в насыпном состоянии. При движении вверх пуансон уплотняет смесь только в тех местах, где смесь заполйяет опоку без пустот.
Целью настоящего изобретения является повышение равномерности распределения плотности смеси в форме.
Указанная цель достигается тем, что установка снабжена дополнительными разжимными центриру эщими направляющими для пуансона, расположенными над загрузочной воронкой, а пуансон установлен конической частью вниз.
С помощью пуансона, расположенного вертикально, направляющих и центрирующих роликов можно получить за один проход пуансона в опоке, заполненной неуплотненной формовочной смесью, полость круглого (или любого другого) сечения с необходимым равномерным уплотнением по всей ее-длине и строго по оси.
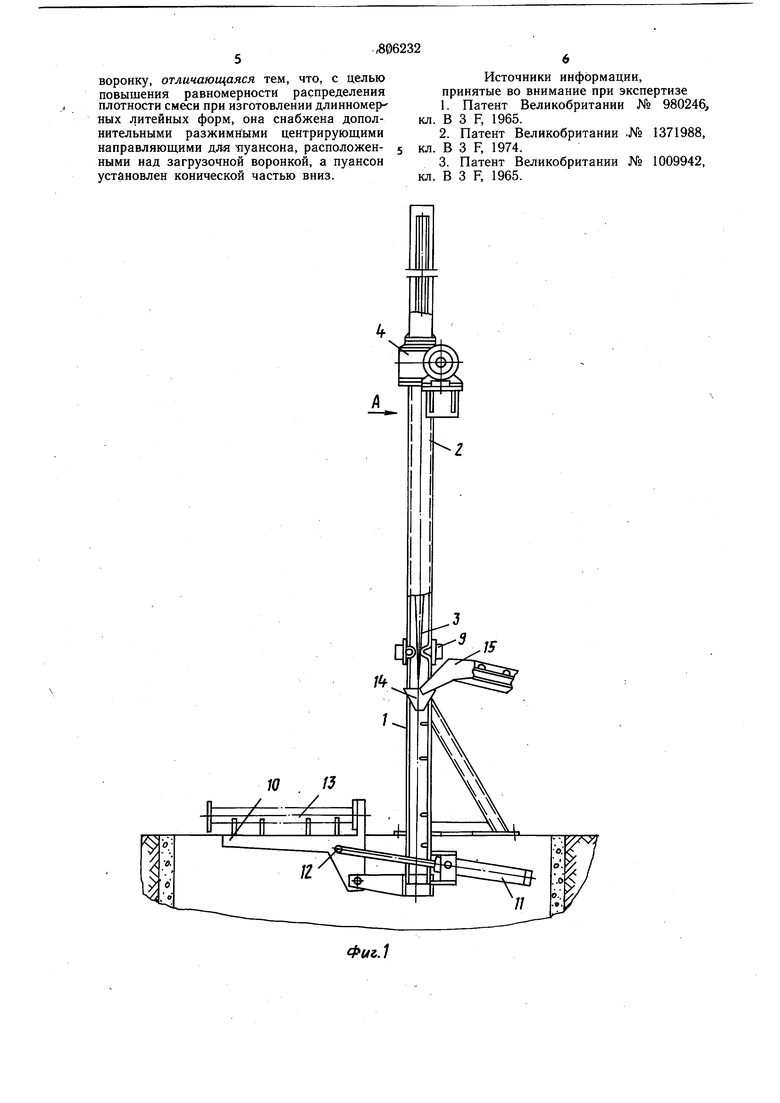
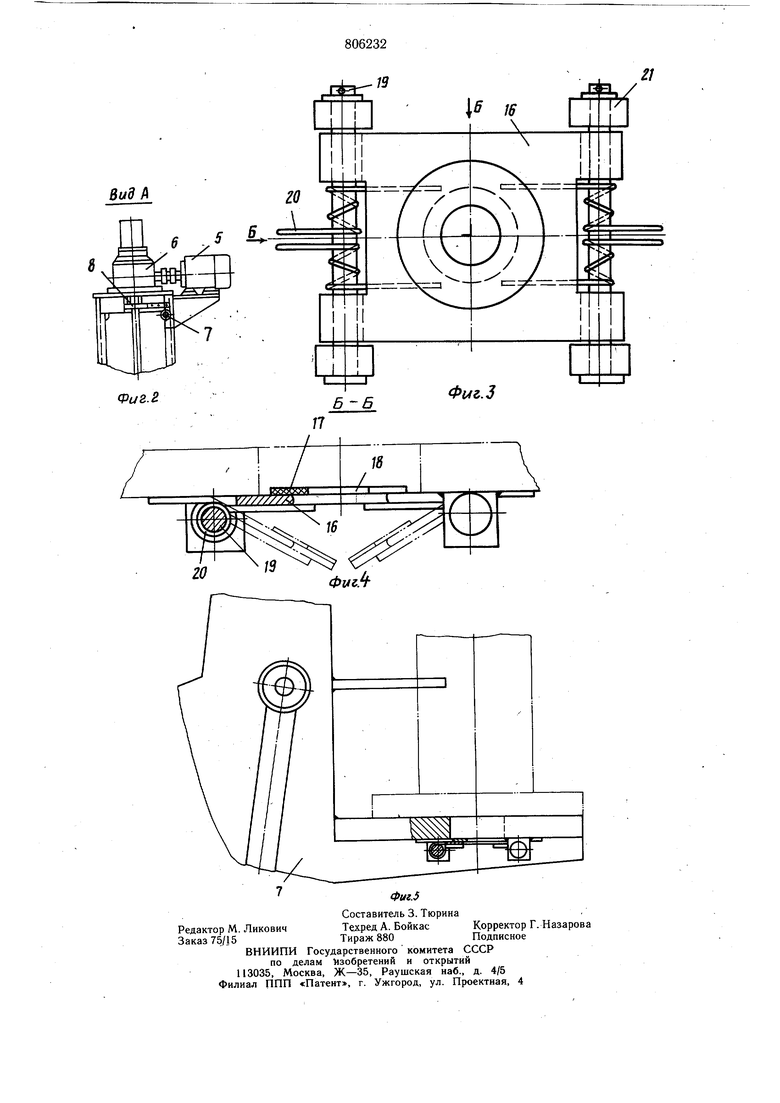
На фиг. 1 изображена предлагаемая установка; на фиг. 2 - вид А. на фиг. 1; на фиг. 3 - то же, вид сверху; на фиг. 4 - разрез Б-Б на фиг. 3; на фиг. 5 - затвор с подпружиненными створками.
Формовочная установка состоит из рамы 1, пуансона 2, имеющего конусную часть 3, цилиндрическую часть и винт привода 4, представляющего собой электродвигатель 5 мощностью 40 кВт и п 1000 об/мин., червячный редуктор 6 с i 40, связанный с пуансоном 2, направляющих роликов 7, соприкасающихся с рамой и расположенных на концах траверсы 8, которая жестко закреплена на пуансоне 2 в верхней его части, разжимных, центрирующих пуансон роликов 9, кантователя 10 и гидроцилиндров И, связанных м,ежду собой и рамой осями 12, опоки 13, направляющей воронки 14 и ленточного транспортера 15 подачи формовочной смеси.
Формовочная установка работает следующим образам.
Кран-балкой (на чер|гежах не показана) опоку 13 укладывают в центрирующие призмы (на чертежах не показаны) кантователя 10. G помощью гидроцилиндров 11 кел1тователь с опокой устанавливают в ,вертикальное положение и. прижимают,опоку 13 к цризмам, расположенным на раме 1, а специальным захватом - к кантователю (-Захват на чертеже не показан) .Ленточным
транспортером 15 формовочная смесь подается через направляющую воронку 14 в опоку 13 и заполняет ее. Для устранения просыпи формовочной смеси нижнее отверстие опоки закрывается затвором с пружиненными створками 16, выполненными из металлических пластин и прикрепленными к Ним прорезиненных прокладок 17 с отверстием 18. Створки 16 вращаются на двух осях 19 и прижимаются четырьмя пружинами 20 к кантователю 10. Затвор к кантователю крепится с помощью опор 21. С помощью привода 4 пуансон 2 с траверсой 8 и направляющими роликами 7 движется вниз со скоростью 3,2 м/мин, разжимает конусной частью 3 разжимные центрирующие ролики 9, входит в направляющую воронку .14, где также центрируется, и начинает уплотнять (сжимать) формовочную смесь в опоке 13. При соприкосновении пуансона с пружинным затвором пуансон 2 открывает его и конусная часть 3 пуансона 2 полностью выходит из опоки 13, образуя сквозное полое отверстие необходимого размера,, а дд стигнув крайнего нижнего положения, автоматически отключается и возвращается в прежнее нерабочее положение. В верхнем положении пуансон также автоматически отключается.
Готовую форму освобождают от зажимов, опускают кантователь и убирают ее. Затем процесс повторяется.
Формула изобретения
Установка для изготовления литейных форм, преимущественно для литниковых JJ труб, содержащая раму, на которой уста новлен с приводом для перемещения в вертикальной плоскости пуансон, состоящий из цилиндрической и конической частей, направляющую для пуансона и загрузочную
Фиг,.1
