Изобретение относится к литейном производству, в частности, к конструкции оснастки для вакуумной формовки.
Известна оснастка, содержащая вакуумные опоки, спаренные фиксирующими штырями. Спаривание элементов (в данном случае вакуумных опок) производится, штырями, установленным стационарно в отверстиях, выполненных в раме одной из опок, и проходящими через отверстия, выполненные с таким же межцентровым расстоянием в раМе другой опоки, l и 2 .
Недостатком данной конструкции является то, что возможно спаривание только опок с постоянно выполненными в рамах опок отверстиями с одинаковым межцентровым расстоянием При этом невозможна фиксация других частей вакуумной формы, например, стержней, меньших по габаритам и не имеющих стационарно выполненных спаривающих элементов (в данном случае отверстий). Спаривающие элементы выполнены в выступающих частях (проушинах) рам, опок, что увеличивает габариты оснастки.
Известна остастка, в которой спаривайие опок осуществляется штырями, установленными в отверстиях, выполненных в раме верхней опоки. В раме нижней опоки с таким же, как ив верхней, межосевым расстоянием выполнены отверстия с установленными в них втулками, в которые входят при спаривании штыри верхней опоки З.
Недостатки данной конструкции возможно спаривать только опоки с имеющимися отверстиями в рамах с одинаковым межцентровым расстоянием, вьшолнение точных отверстий в рамах опок и изготовление центрирующей и направляющей втулок, что увеличивает трудоемкость изготовления оснастки, нельзя спаривать с опокой другие элементы формы, например, стержни, не имеющие выполненных спаривающих элементов, например, фиксирующие отверстий.
Наиболее близкой по технической сущности и достигаемому результату к предлагаемой является литейная форма, содержащая вакуумирующую опоку с фильтрующими элементами, рабочая полость которой заполнена огнеупорным наполнителем, стержень, фиксирующие штыри и втулки С43.
Недостатками известной литейной формы являются ненадежность сборки при многономенклатурном производстве отливок и необходимость большого
количества типоразмеров опок.
Цель изобретения - обеспечение надежности сборки при многономенклатурном производстве отливок с использованием ограниченного типоразмера
опок.
Поставленная цель достигается тем, что литейная форма,содержащая вакуумирующую опоку с фильтрующими элементами, рабочая полость которой заполнена огнеупорным наполнителем, стержень и фиксирующие штыри и втулки, снабжена вставками из твердеющей формовочной смеси, отделенными перегородкой от огнеупорного наполнителя,
причем фиксирующие втулки расположены во вставках и выполнены в виде герметичных эластичных элементов, внутренняя поверхность которых контактирует с фиксирующими штырями.
На фиг. 1 изображена литейная
форма, вид в плане; на фиг. 2 - разрез А-А на фиг, 1.
Литейная форма содержит вакуумирующуш опоку 1, состоящую из вакуумной полости 2, разграниченной стенками 3, снабженными фильтрующими перегородками 4. При этом .по углам опоки 1 в формирующей полости 5 установлены перфорированные перемычки 6,
заполняемые формовочной смесью 7. Остальная часть полости 5 эаполне- . на сухим песком 8, не содержащим крепителя и уплотняемым вакуумом в объеме, герметизированном полимерной
пленкой 9. В смеси 7 установлены фиксирующие штыри 10 с эластичными герметичными наконечниками 11, образующими отверстие 12. Тыльная сторона формы, элементы литниковой системы и прибыли оформляются песчаным стержнем 13.
Литейную форму получают следующим образом.
Часть формирующей .полости 5, разграниченной по углам вакуумной опоки 1 перфорированными перемычками 6, заполняется формовочной смесью 7, а остальная часть - сухим песком 8, не содержащим крепителя и уплотняемым под действием вакуума. Полученная полуформа кантуется, в формовочную смесь 7 устанавливаются фиксирующие штыри 10 с эластичными герме3 тичными наконечниками 11 и в затвер девшей формовочной смеси образуются прочные фиксирующие отверстия 12, Эластичные наконечники 11 предотвра щают подсос во.здуха в формовочную полость 5 вакуумной опоки 1 через стенки отверстия 12 при вакуумировании полуформы. Затем известными способами на полуформе формуется стержень 13, содержащий элементы литниковой системы, прибыль и охватывающий фиксирующие штыри 10. После затвердевания стержня 13 штыри 10 вынимаются, снимается с полуформы стержень 13 и удаляются модели. Фиксирующие отверстия 12 сохраняют свою форму, а эластичные нанаконечники 11 их герметизируют. За тем стержень 13 собирается с вакуум ной полуформой,при-этом надежность их фиксации обеспечивается фикси/ zzzzzzzz. у // 94 рующими штырями 10, входящими в отверстия 12, получаемые в полуформе. Данная фиксация составных элементов вакуумной формы позволяет также использовать для получения формы 2 или несколько вакуумных или безвакуумных опок. Выполнение в углах опоки перфорированных перемычек и установка в разграниченной ими части формирующей полости, заполненной формовочной смесью, фиксирующих штырей с эластичными наконечниками обеспечивает надежную фиксацию вакуумной опоки с другими элементами литейной формы (в данном случае со стержнем), не имеющими ранее выполненных постоянных фиксирующих отверстий, и имеющими, по сравнению с опокой, разные габариты, что расширяет технологические возможности Лотзмы. иг.2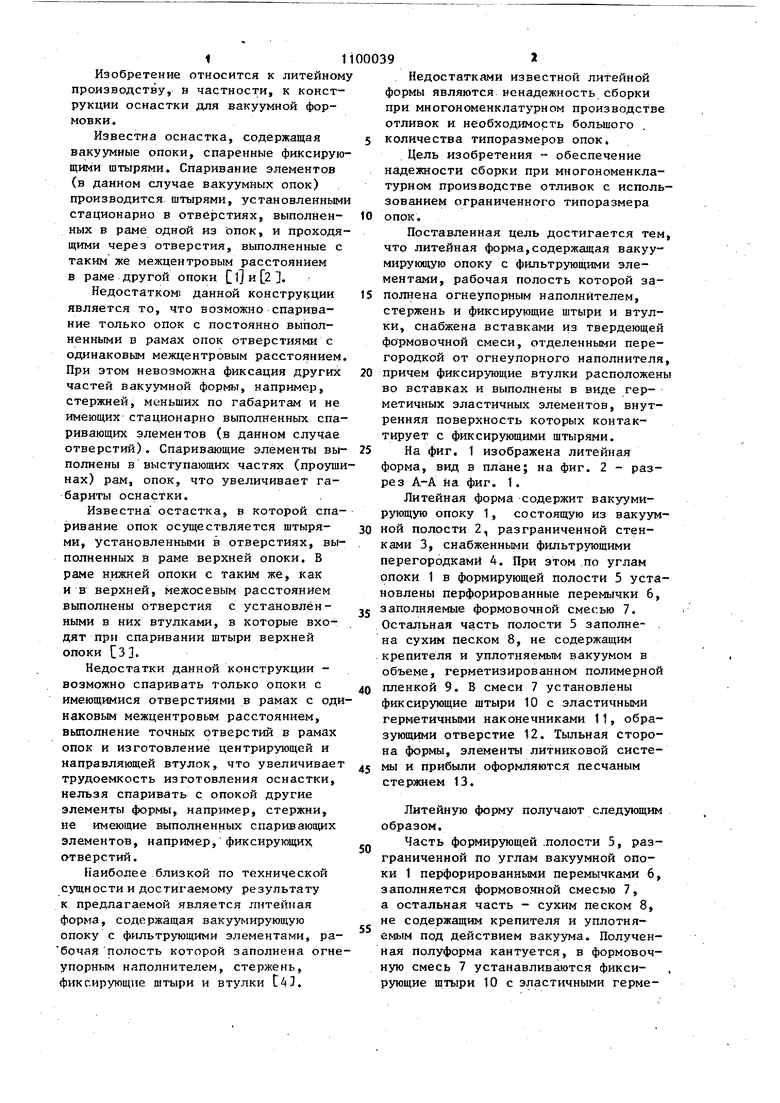

| название | год | авторы | номер документа |
|---|---|---|---|
| Оснастка для изготовления безопочных форм вакуумно-пленочной формовкой | 1987 |
|
SU1518074A1 |
| Формовочный автомат для изготовления литейных полуформ | 1982 |
|
SU1066727A1 |
| Способ изготовления металлических литейных форм | 1980 |
|
SU891200A1 |
| Автоматическая линия вакуумной формовки | 1982 |
|
SU1096033A1 |
| Формовочный автомат для изготовления разовых песчаных форм | 1984 |
|
SU1228961A1 |
| Установка для изготовления литейных форм вакуумной формовкой | 1981 |
|
SU975177A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАЗЪЕМНЫХ ПОСТОЯННЫХ МЕТАЛЛИЧЕСКИХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2051006C1 |
| Опока для вакуумной формовки | 1979 |
|
SU839663A1 |
| ЛИТЕЙНАЯ ФОРМА | 1990 |
|
RU2022680C1 |
| Способ получения форм вакуумной формовкой и устройство для его осуществления | 1981 |
|
SU982840A1 |
ЛИТЕЙНАЯ ФОРМА, содержащая вакуумирующую опоку с фильтрующими элементами, рабочая полость которой заполнена огнеупорным наполнителем, стержень и фиксирующие штыри и втулки, о т л и ч а ю щ а я с я тем, что, с целью обеспечения надежности сборки при многономенклатурном производстве отливок с использованием ограниченного типоразмера опок,она снабжена встав1 ами из твердеющей формовочной смеси,отделенными перегородкой от огнеупорного наполнителя, причем фиксирунздие втулки рае- , положены во вставках и выполнены в виде герйетичных эластичных элементов, (О внутренняя поверхность которых контактирует с фиксирующими штырями. с
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ запрессовки не выдержавших гидравлической пробы отливок | 1923 |
|
SU51A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Планшайба для точной расточки лекал и выработок | 1922 |
|
SU1976A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| ч. | |||
