симметричными швами. Ширина эластичных вставок Н равна двойной ширине сварного шва /г (). По оси устройства размещен сердечник 5.
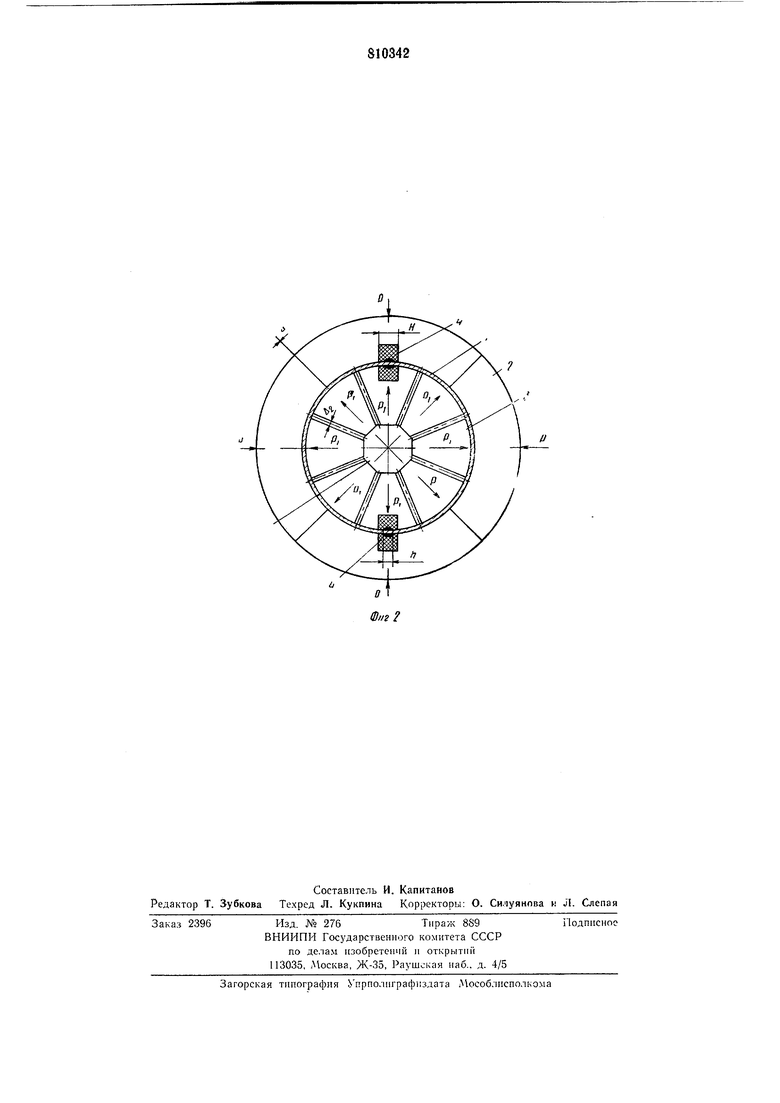
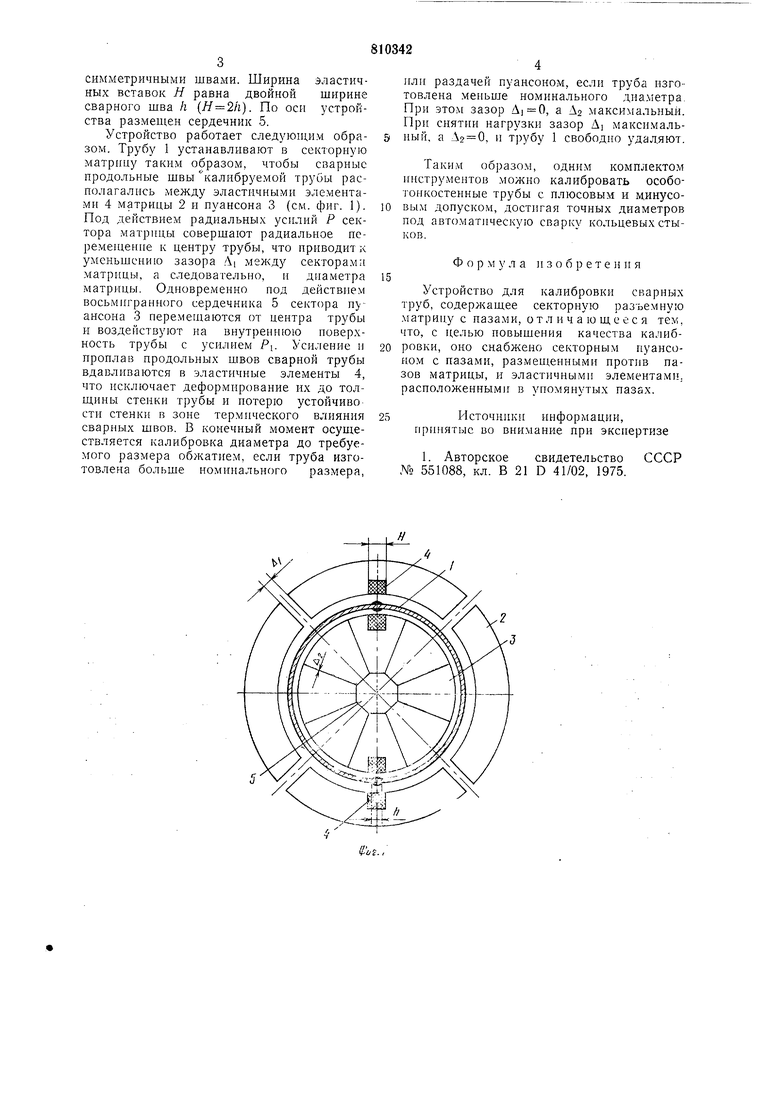
Устройство работает следующим образом. Трубу 1 устанавливают в секторную матрицу таким образом, чтобы сварные продольные швы калибруемой трубы располагались между эластичными элементами 4 матрицы 2 и иуансона 3 (см. фиг. 1). Под действием радиальных усилий Р сектора матрицы совершают радиальное неремеи1енне к центру трубы, что прнводит к уменьшению зазора Ai между секторами матрицы, а следовательно, и диаметра матрицы. Одновременно иод действием восьмигранного сердечника 5 сектора ну ансона 3 перемешаются от центра трубы и воздействуют на внутреннюю иоверхность трубы с усилием Р. Усиление и нронлав продольных швов сварной трубы вдавливаются в эластичные элементы 4, что исключает деформирование их до толщины стенки трубы и потерю устойчиво сти стенки в зоне термического влияния сварных швов. В конечный момент осуществляется калибровка диаметра до требуемого размера обжатием, если труба изготовлена больше иомииального размера.
или раздачей пуансоном, если труба изготовлена меньше номинального дна.метра. При это. зазор , а Аа максимальный. При снятии нагрузки зазор А макси.мальный, а А2 0, и трубу 1 свободно удаляют.
Таким образом, одним комплектом ииструментов можно калибровать особотонкостенные трубы с плюсовым и минусовым допуском, достигая точных диаметров под автомат11ческу 0 сварку кольцевых стыков.
Фор м у л а н 3 о б р е т е и и я
Устройство для калибровки сварных труб, содержашее секторную разъемную .матрицу с пазами, отличающееся тем, что, с целью повышения качества калибровки, оно снабжено секторным пуансоном с паза.ми, размеи1,енными против пазов матрицы, и эластичными элементами, расиоложенными в уиомянутых пазах.
Источники информации, прпнят1з1с во виимание при эксиертизе
СССР
1. Авторское свидетельство № 551088, кл. В 21 D 41/02, 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ КАЛИБРОВКИ ТРУБ | 2005 |
|
RU2324564C2 |
| Устройство для формообразования и калибровки листовых деталей замкнутого контура | 1986 |
|
SU1400728A1 |
| Штамп для калибровки концовТРуб | 1979 |
|
SU852402A1 |
| Устройство для обработки труб | 1977 |
|
SU657891A1 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ УСЕЧЕННОЙ СУЖАЮЩЕЙСЯ ФОРМЫ | 2012 |
|
RU2493928C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОЛСТОСТЕННОГО ОТВОДА ТРУБОПРОВОДА БОЛЬШОГО УСЛОВНОГО ДИАМЕТРА, ОТВОД ТРУБОПРОВОДА И УСТРОЙСТВО ДЛЯ ПОДГОТОВКИ ПОД СВАРКУ КРОМОК ЕГО СКОРЛУП | 2012 |
|
RU2481180C1 |
| Способ калибровки труб | 1974 |
|
SU516450A1 |
| Способ калибровки сужающихся оболочек | 1985 |
|
SU1304956A1 |
| Штамп для калибровки концов труб | 1976 |
|
SU588036A1 |
| Способ изготовления корпусов | 1991 |
|
SU1821265A1 |