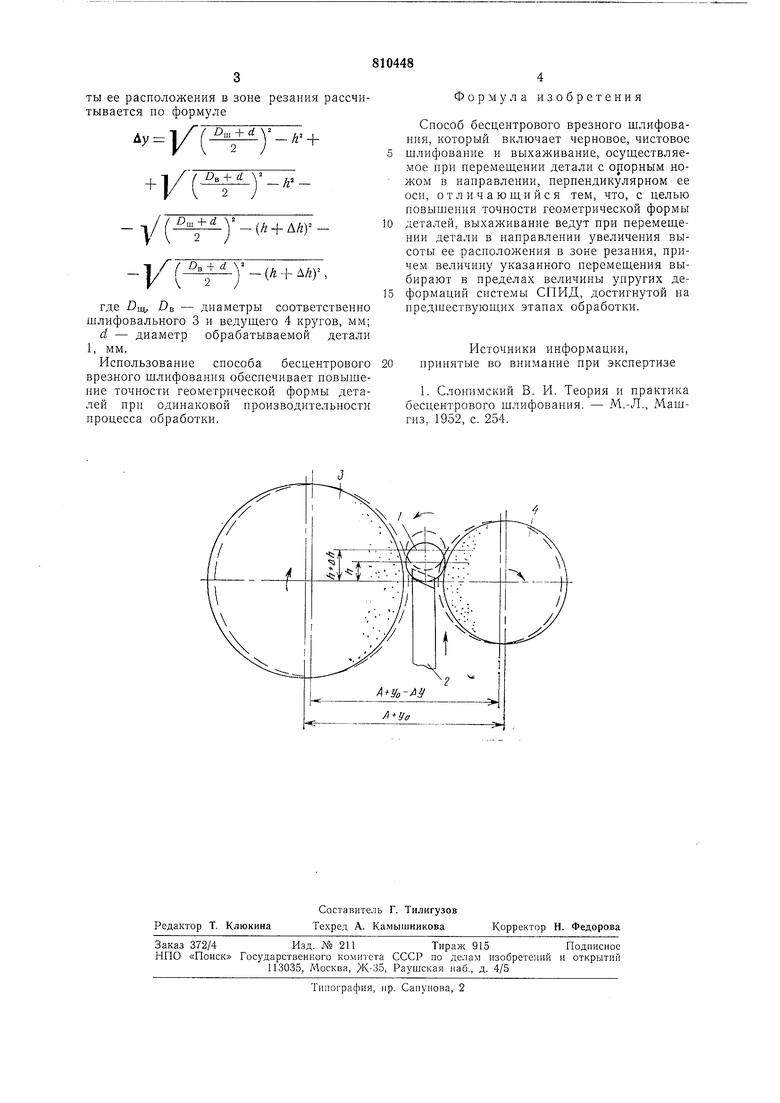
ты ее расположения в зоне резания рассчитывается по формуле
.К(
D + d
-h +
+КС
D + d
- ЛУ(
D + d
-(h + Ah) , + У
V
(Л + fiY,
V
где Ощ: DB - диаметры соответственно шлифовального 3 и ведущего 4 кругов, мм;
d - диаметр обрабатываемой детали 1, мм.
Использование способа бесцентрового врезного шлифования обеспечивает повышение точности геометрической формы деталей при одинаковой производительности процесса обработки.
Формула изобретения
Способ бесцентрового врезного шлифования, который включает черновое, чистовое шлифование и выхаживание, осуществляемое при перемещении детали с орорным ножом в направлении, перпендикулярном ее оси, отличающийся тем, что, с целью повышения точности геометрической формы деталей, выхаживание ведут при перемещении детали в направлении увеличения высоты ее расположения в зоне резания, причем величину указанного перемещения выбирают в пределах величины упругих деформаций системы СПИД, достигнутой на предшествующих этапах обработки.
Источники информации, принятые во внимание при экспертизе
1. Слонимский В. И. Теория и практика бесцентрового шлифования. - М.-Л., Машгиз, 1952, с. 254.
| название | год | авторы | номер документа |
|---|---|---|---|
| Бесцентровый круглошлифовальный станок | 2017 |
|
RU2679809C1 |
| СПОСОБ УПРАВЛЕНИЯ РАБОЧИМ ЦИКЛОМ ПРОЦЕССА ШЛИФОВАНИЯ | 2019 |
|
RU2715580C1 |
| Способ бесцентрового врезного шлифования | 1977 |
|
SU698750A1 |
| Способ финишной обработки поверхностей деталей машины | 1986 |
|
SU1425051A1 |
| Устройство управления рабочим циклом при врезном шлифовании | 1986 |
|
SU1400865A1 |
| БЕСЦЕНТРОВЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 2019 |
|
RU2722943C1 |
| Способ бесцентрового шлифования | 1987 |
|
SU1516317A1 |
| Способ управления режимом врезного шлифования | 1982 |
|
SU1087317A1 |
| Способ бесцентрового многопозиционного шлифования и устройство для его осуществления | 1986 |
|
SU1393597A1 |
| Способ подачи смазочно-охлаждающе-гО ТЕХНОлОгичЕСКОгО СРЕдСТВА | 1979 |
|
SU837823A1 |
