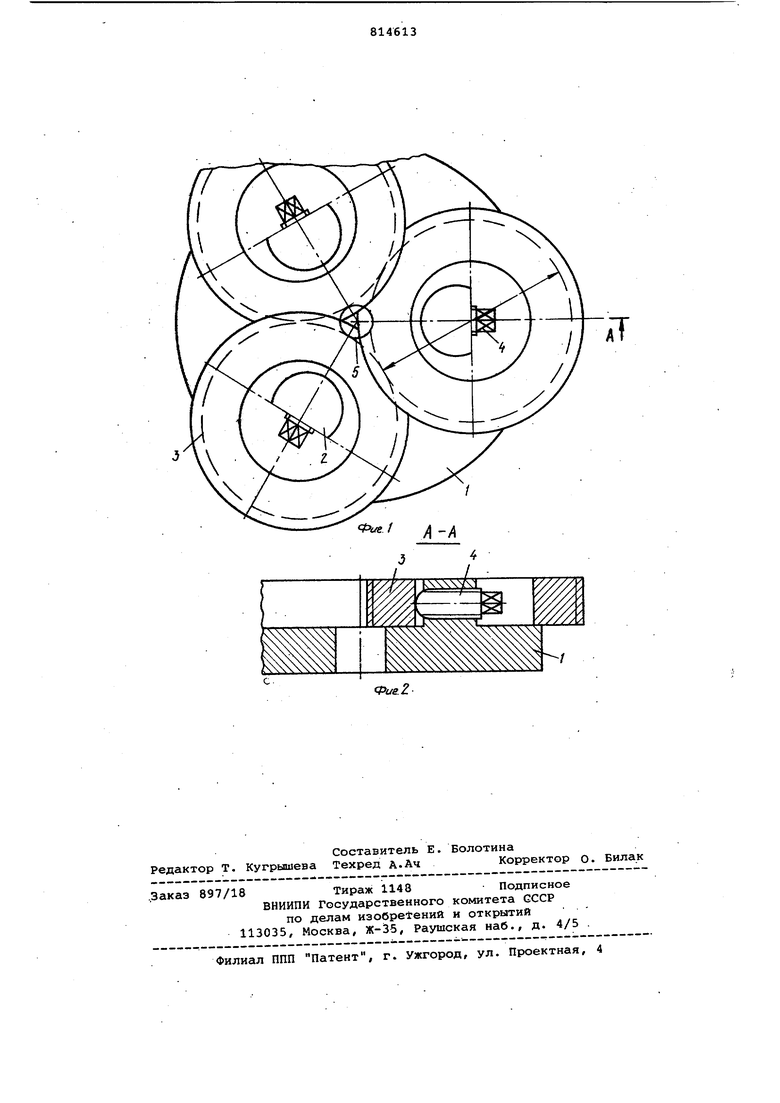
Изобретение относится к металлообработке, а именно к образованию наружной резьбы плашками. Известна плашка, резьбообраэуккци элементы которой выполнены с винтовой нарезкой и смещены друг относительно друга в осевом направлении Недостатком этой п {ашки является слож 1ость регулировки резьбообраэую щих элементов-роликов для их установки в такое положение, при которо рабочие участки резьбы размещаются на одной винтовой линии, что снижает точность изготовляемой резьбы. Цель изобретения - повьшение точ ности образуемой резьбы.. Поставленная цель достигается те что смежные резьбообраэующие элемен ты сопряжены между собой по резьбе, величина осевого смещения t определяется по формуле (1 + т)Т, где Т - шаг резьбы резьбообразующих элементов; m - целое число. На фиг. 1 изображена плашка, общий вид: на фиг. 2 - разрез А-А на фиг. 1. Плашка содержит корпус 1 с выступами 2, на которых установлены два резьбообразующих элемента-ролика 3. Третий ролик 3 поджимается к остгшьным роликам с помощью винта 4. Ролики 3 выполнены с винтовой нарезкой и сопряжены по резьбе, что обеспечивает их относительное осевое смещение на величину + т)Т, где Е - относительное осевое смещение ; Т - шаг резьбы; m - целое- число. Взаимное расположение резьбообразующих элементов-роликов 3 соответствует взаимному расположению трех касающихся окружностей, имеющих диаметр, равный среднему диаметру резьбы резьбообразующих элементов. Диаметр изготовляемой резьбы определяется диаметром окружности 5, вп-исанной в треугольник с дугообразными сторонами, который образуется при сопряжении смежных резьбообразующих элементов. Вследствие этого средний диаметр резьбы резьбообразующих элементов связан со средним диаметром изготовляемой резьбы отношением о180° n где О - средний диаметр резьбы резьбообразующих элементов; d - средний диаметр изготовляемой резьбы; п - число резьбообразующих элементов. Вследствие того, что смежные резь бообразующие элементы при сопряжении резьбы смещаются друг относительно друга на полшага резьбы для расположения рабочих участков резьбообразую щих элементов на винтовой линии изготовляемой резьбы, необходимо, чтобы резьба резьбообразующих элементов была выполнена однозаходной или пятизаходной. Изготовление резьбы этой плашкой не отличается от изготовления резьбы плашками известных конструкций. Возможен вариант конструкции плаш ки , в котором резьбообразующие элементы выполнены в виде цилиндрически прутков с резьбой. Такие плашки могут после сопряжения их резьбообразующих элементов крепиться в патроне Возможен вариант конструкции этой плсоики, на одном или нескольких резь бообразующих элементах которой выполнена режущая кромка. Возможно изготовление варианта плашки, не содержащего корпуса. При этом резьбообразующие элементы, сопряженные по резьбе,закрепляют непосредственно в патроне станка. Резьбообразующие элементы плашки самоустанавливаются при их сопряжении по резьбе, что однозначно определяет их взаимное положение, исключает необходимость в регулировке плашки и обеспечивает изготовление резьбы с высокой точностью. Формула изобретения ПлсШ1ка, резьбообразующие элементы которой выполнены с винтовой нарезкой и смещены друг относительно друга в осевом направлении, о т л и ча ющаяся тем, что, с целью повышения точности образуемой резьбы, смежные резьбообразукяцие элементы сопряжены между собой по резьбе, а величина осевого смещения Z определяется по формуле В ( + т)Т,. где Т - шаг резьбы резьбообразующих элементов; m - целое число. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 406610, кл. В 21 Н 3/06, 1974.
.Z
| название | год | авторы | номер документа |
|---|---|---|---|
| Круглая плашка и способ ее изготовления | 1985 |
|
SU1296331A1 |
| Штамп для выдавливания наружной резьбы на полых деталях | 1985 |
|
SU1315100A1 |
| Метчик | 1976 |
|
SU742060A1 |
| Плашка | 1983 |
|
SU1146153A2 |
| Способ накатывания резьбы и устройство для его осуществления | 1982 |
|
SU1074639A1 |
| Сборная плашка | 1982 |
|
SU1080935A1 |
| Резьбоформирующая головка | 1983 |
|
SU1103968A1 |
| Резьбонакатная плашка | 1984 |
|
SU1266627A1 |
| СПОСОБ ФОРМИРОВАНИЯ НАКАТКОЙ РЕЗЬБЫ НА СТЕРЖНЕВЫХ ИЗДЕЛИЯХ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2098240C1 |
| УСТРОЙСТВО для НАКАТЫВАНИЯ РЕЗЬБ | 1968 |
|
SU217353A1 |