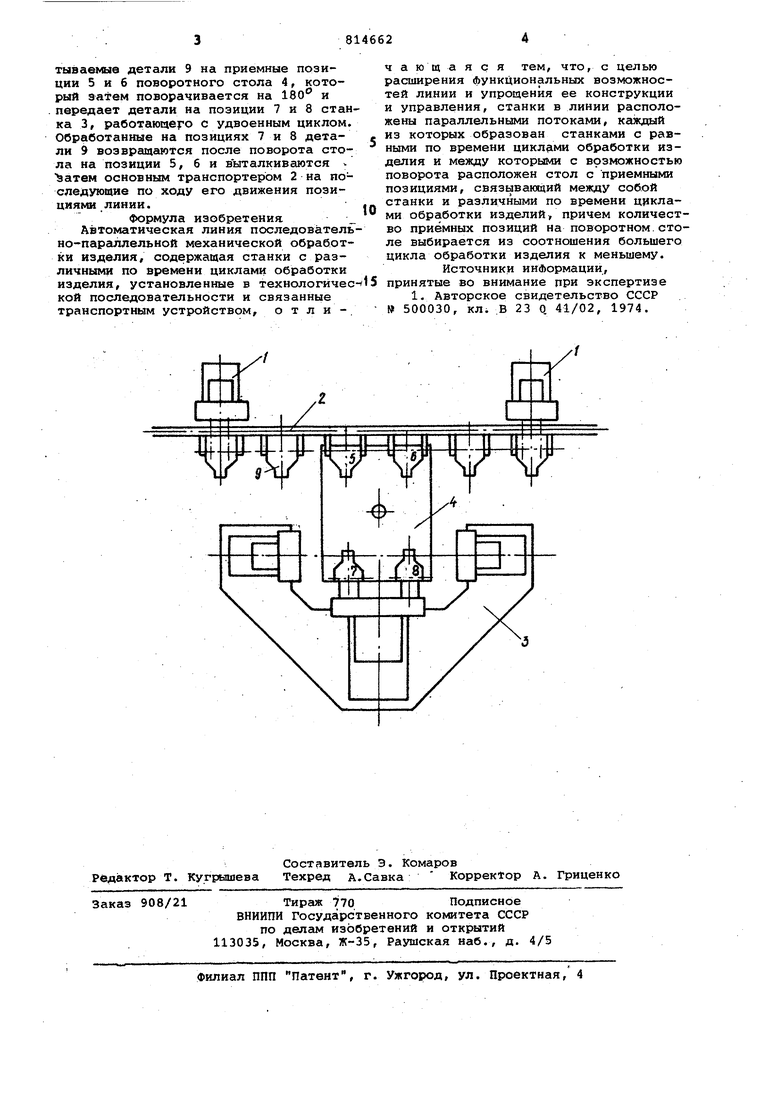
Изобретение относится к станкостро ению, в частности к автоматическим ли ниям металлорежучих станков. Известна автоматическая линия по.следовательно-параллельной механической обработки изделия, содержащая станки с различными по времени циклами обработки изделия, установленные в технологической последовательности и связанные транспортным устройством til Однако наличие в автоматической линии транспортера с жесткими собачками, перемещающими деталь в строго определенном положении, не позволяет вести обработку детали с нескольких сторон, что сужает функциональные возможности линии. Кроме того, известная автоматическая линия сложна по конструкции и управлению. Цель изобретения - расширение Лунк циональных возможностей линии и упрощение ее конструкции и управления. Поставленная цель достигается тем что станки в линии расположены параллельными потоками, каждый из КОТОЕ«Х образован станками с равными по времени циклами обработки изделия и между которыми с возможностью поворота расположен стол с приемными позициями, связывающий между собой станки с различными по времени циклами обработки изделия, причем количество приемных позиций на поворотном столе вы- . бирается из соотношения большего цикла обработки изделия к меньшему. На чертеже схематично представлена компоновка автоматической линии. Автоматическая линия содержит установленные по ходу технологического процесса станки 1, связаннее между , собой транспортером 2, и образующими со станками с удвоенным циклом времени обработки, например два параллельных потока. В данном случае в качестве станка с удвоенным циклом времени обработки взят двухпозиционный станок 3. Станки 1 и 3 связаны между собой транспортером 2 и поворотным столом 4 .с двумя приемными позициями 5, 6 и двумя позициями 7 и 8, которые становятся выдачными после прихода на них обрабатываемых деталей 9. Автоматическая линия для механической обработки работает следующим образом, При перемещении транспортера 2 вправо, последний передает последовательно за два цикла линии обрабатываемые детали 9 на приемные позиции 5 и 6 поворотного стола 4, который эатем поворачивается на 180 и передает детали на позиции 7 и 8 стан ка 3, работающего с удвоенным циклом. Обработанные на позициях 7 и 8 детали 9 возвращаются после поворота стола на позиции 5, 6 и выталкиваются v Ъатем основным транспортером 2 на последующие по ходу его движения позициями линии. Формула изобретения Автоматическая линия последователь но-парашлельной механической обработки изделия, содержащая станки с различными по времени циклами обработки изделия, установленные в технологйчес кой последовательности и связанные транспортным устройством, о т л и чающаяся тем, что, с целью расширения функциональных возможностей линии и упрощения ее конструкции и управления, станки в линии расположены параллельными потоками, каждый из которых образован станками с равными по времени циклами обработки изделия и между которыми с возможностью поворота расположен стол с приемными позициями, связывающий между собой станки и различными по времени циклами обработки изделий, причем количество приёмных позиций на поворотном.столе выбирается из соотношения большего цикла обработки изделия к меньшему. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 500030, кл .В 23 0. 41/02, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтоматическая линия для окончательной обработки, сборки и контроля блок-картеров двух типоразмеров двигателей внутреннего сгорания | 1973 |
|
SU443745A1 |
| Автоматическая линия для механической обработки деталей типа валов | 1990 |
|
SU1791099A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ОБРАБОТКИ КОРПУСНЫХ ДЕТАЛЕЙ | 1972 |
|
SU426799A1 |
| Устройство для автоматической смены инструмента | 1973 |
|
SU563261A1 |
| Автоматическая переналаживаемая линия | 1976 |
|
SU654395A1 |
| Автоматическая линия | 1986 |
|
SU1465263A1 |
| Поточная линия для сборки и сваркиМЕТАллОКОНСТРуКций | 1979 |
|
SU804314A1 |
| Автоматическая линия для механической обработки деталей | 1981 |
|
SU986731A1 |
| Автоматическая линия для механической обработки цилиндрических деталей | 1983 |
|
SU1135607A1 |
| Автоматическая линия изготовления прутковых длинномерных изделий | 1980 |
|
SU920343A1 |
