1
Изобретение относится к машиностроению и может быть использовано при отделочной обработке желобов колец подшипников.
Известна суперфинишная головка, содержащая корпус, в котором установлен двухопорный вал качания, несущий поворотный рычаг с держателем инструмента и привод прижатия инструмента к детали и его отвода 1.
Недостатком известного устройства является влияние износа инструмента на условия обработки.
Цель изобретения - устранение указанного недостатка.
Поставленная цепь достигается тем что ось поворота рычага расположена за передней опорой вала качания, а на рычаге выполнены взаимно параллельные направляювше плоскости, расположенные перпендикулярно оси его поворота, при этом рычаг установлен с возможностью взаимодействия направлякхцими плоскостями с введенными в головку роликами, смонтированными на валу качания со стороны передней опоры.
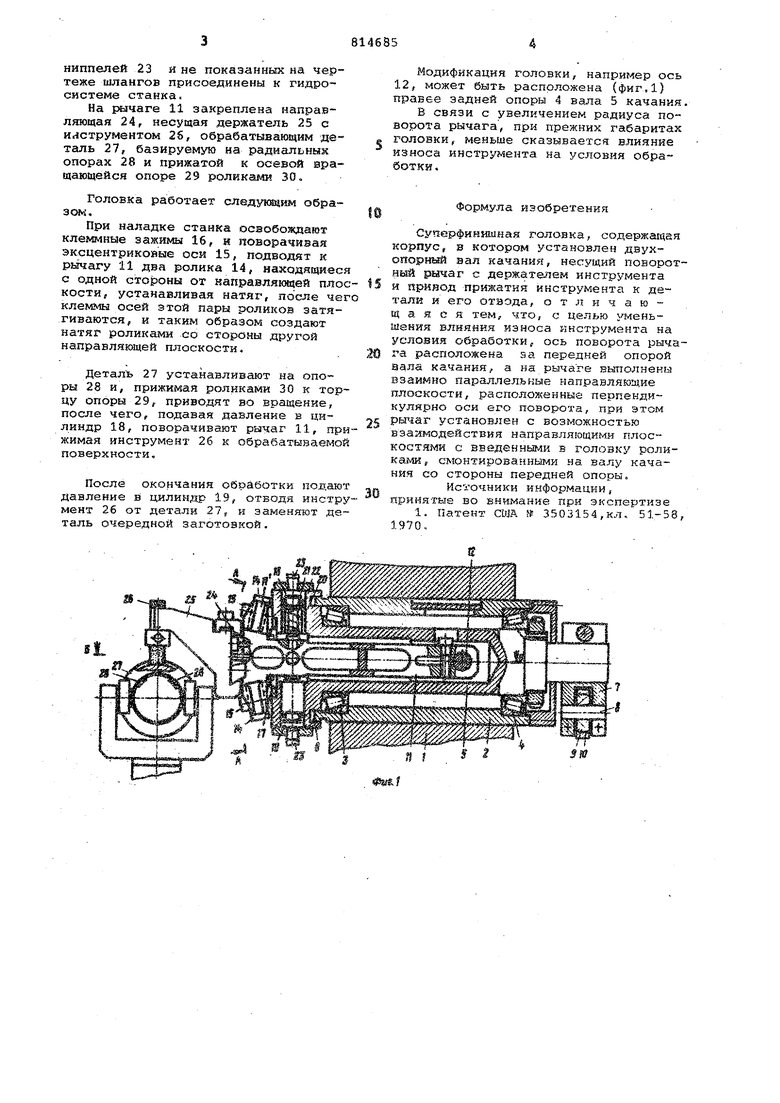
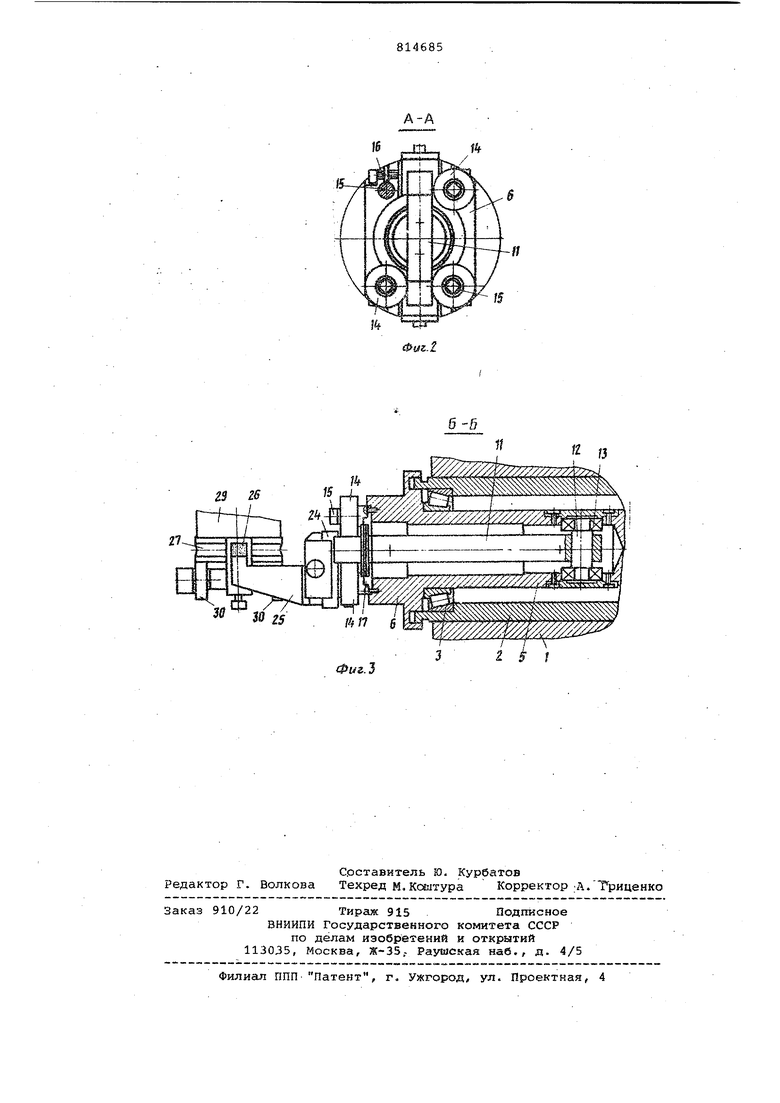
На фиг. 1 представлен общий вид головки в разрезе; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1.
Суперфннишная головка содержит корпус 1, в котором закреплена гильза 2, несущая на подшипниках 3 и 4 вал 5 качания с фланцем 6. На заднем конце вала качания закреплен рычаг 7, с закрепленным пальцем 8, несущим подшипник 9 и ролик 10,- взаи юдействукщий с приводом осцилляции (на чертеже не показан). Вал 5 качания выполнен полым, и в его расточке размещен ры1чаг 11, закрепленный за передней опорой (подшипник 3) вала,качания на
оси 12, установленной в подшипниках 13.
Нд рычаге 11 выполнены взаимно параллельные направляющие плоскости, расположенные перпендикулярно оси
12 его поворота. На фланце б смонтированы четыре ролика 14,оси 15 котоjsax перпендикулярны оси 12 рычага. Оси 15 выполнены в виде эксцентриков и связаны с фланцем 6 к.1еммными зажимами 16, расточка вала уплотнена диафрагмой 17.
В теле фланца 6 расточены цилиндры 18 и 19 с поршнями 20, взаимодействующие через пружины 21 и грибки 22
с рычагом 11. Цилиндры посредством
ниппелей 23 и не показанных на чертеже шлангов присоединены к гидросистеме станка,
На ричаге 11 закреплена направляющая 24, несущая держатель 25 с инструментом 26, обрабатывающим деталь 27, базируемую на радиальных опорах 28 и прижатой к осевой вращающейся опоре 29 роликами 30 ,
Головка работает слвдунщкм образом.
При наладке станка осаобождают клеммные зажимы 16, н поворачивая эксцентриковые оси 15, подводят к ркгчагу 11 два ролика 14, находящиеся с одной сто|эоны от направляющей плоскости, устанавливая натяг, после чег клеммы осей этой пары роликов затягиваются, и таким образом создают натяг роликами со стороны другой направляющей плоскости.
Деталь 27 устанавливают на опоры 28 и, прижимая роликами 30 к торцу опоры 29f приводят во вращение, после чего, подавая давление в цилиндр 18, поворачивают рычаг 11, прижимая инструмент 26 к обрабатываемой поверхности.
После окончания обработки подают давление в цилиндр 19, отводя инструмент 26 от детали 27s и заменяют деталь очередной заготоакой.
Модификация головки, например ось 12, может быть расположена (фиг,1) правбе задней опоры 4 вала 5 качания.
В связи с увеличением радиуса поворота рычага, при прежних габаритах головки, меньше сказывается влияние износа инструмента на условия обработки .
Формула изобретения
Суперфинишная головка, содержащая корпус, в котором установлен двухопорннй вал качания, несущий поворотный рычаг с держателем инструмента и привод прижатия инструмента к детали и его отвода, отличающаяся тем, что, с целью уменьшения влияния износа инструмента на условия обработки, ось поворота рычага расположена за передней опорой вала качания, а на рычаге в1-гполнены взаимно параллельные направляющие плоскости, расположенные перпендикулярно оси его поворота, при этом рычаг установлен с возможностью взаимодействия направляющими плоскостями с введенными в головку роликами, смонтированными на валу качания со стороны передней опоры.
Источники информации, принятые во внимание при экспертизе
1. Патент США № 3503154,кл. 51-58 1970,
16 rn
f5
| название | год | авторы | номер документа |
|---|---|---|---|
| Суперфинишная головка | 1981 |
|
SU973323A2 |
| Суперфинишная головка | 1986 |
|
SU1399092A2 |
| Станок для суперфинишной обработки желоба кольца шарикового подшипника | 1980 |
|
SU918058A1 |
| Станок для суперфиниширования | 1976 |
|
SU722742A1 |
| Станок для суперфинишной обработки желобов колец шариковых подшипников | 1978 |
|
SU774809A1 |
| Станок для суперфинишной обра-бОТКи жЕлОбОВ КОлЕц шАРиКОВыХ пОд-шипНиКОВ | 1979 |
|
SU848305A1 |
| Способ настройки станка для чистовой обработки колец шариковых подшипников и устройство для его осуществления | 1976 |
|
SU749642A1 |
| Автоматический желободоводочный станок | 1973 |
|
SU543501A1 |
| Способ прокатки колец шарикоподшипников и устройство для его осуществления | 1980 |
|
SU967636A1 |
| Головка желободоводочного станка | 1978 |
|
SU749647A1 |
3025
//; /7 б . 3
Z 3
32
