(54) ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ ДРЕВЕСНСЮТРУЖЕЧНЫХ ПЛИТ
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс проходного действия для изготовления древесностружечных плит | 1979 |
|
SU791554A1 |
| Способ изготовления изделий из древесных частиц со связующим | 1979 |
|
SU939297A1 |
| Пресс для вырубания обувных деталей из листового материала | 1986 |
|
SU1463215A1 |
| Способ изготовления изделий из древесно-клеевой композиции | 1980 |
|
SU935306A1 |
| Устройство для изготовления полых изделий из стружечно-клеевой массы | 1975 |
|
SU556953A1 |
| ПРЕСС ГИДРАВЛИЧЕСКИЙ | 1971 |
|
SU308884A1 |
| ПРЕСС ДЛЯ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 1992 |
|
RU2033329C1 |
| Устройство для прессования стружечных плит | 1985 |
|
SU1271752A1 |
| Устройство для стабилизации усилия прижима сварочных губок к упаковочным автоматам | 1980 |
|
SU863466A2 |
| УСТРОЙСТВО ДЛЯ СНАРЯЖЕНИЯ БОЕПРИПАСОВ ПОРОШКООБРАЗНЫМИ ВЗРЫВЧАТЫМИ СОСТАВАМИ | 2010 |
|
RU2520585C1 |
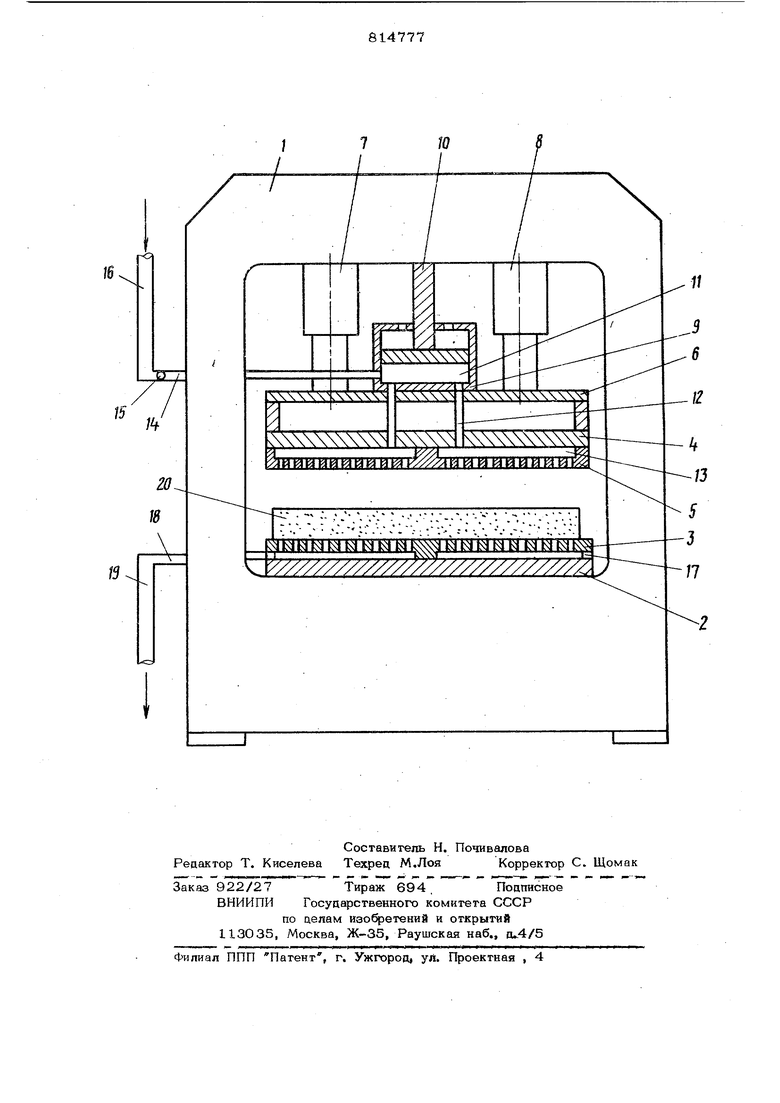
Изофетение относится к производству оревесностружечных плит и может быть использовано в цереБообрабатывающей промышленности. Известен пресс для изготовления материалов из измельченной, древесины, вклю чающий станину, верхнюю и нижнюю прес сукядие плиты и теплообменник flj. . Известен также пресс для изготовлени древесностружечных плит, включающий раму верхнюю и нижнюю прессукяцне плиты, подвижную траверсу и гидроцнлинд рыГаЗ. Недостатком известных прессов являе ся малая производительность из-за большого времени смыкания плит и в,ыдержки под давлением. Цель изобретения - повышение производитет.ностй пресса для изготовления древесностружечных плит. Поставленная цель достигается тем, что пресс снабжен установленным на под вижной траверсе пневмоцилиндром, шток Которого закреплен на раме, магистрали для подвода и отвода газообразного агента, перфорированными накладками, которые установлены на верхней и нижней плитах пресса и образуют с последними полости для подвода и отвода газообразного агента, при этом полость пневмоцилиндра и полость нижней перфорированной накладки соединены посредством соответствукядих воздуховодов с соответствукяцими магистралями для подвода и отвода газоофазного агента, а полос гъ верхней перфорированной накладки связана посредством каналов с полостью пневмоцилиндра. На чертеже изображен пресс для изготовления древесностружечных плит, разрез. Пресс включает раму I, нижнюю прессующую плиту 2, на которой установлена перфорированная накладка 3, верхнюю преосуюшую пянту 4, на которой установлена перфорированная наклаока 5, подвижную траверсу 6, ги1фоцилинары 7 и 8, закрепленные на ней. Пневмоцилинор 9 установлен сверху на подвижной траиерсе 6, а
его шток Ш закреплен на раме 1. Полость 11 пневмоцилиндра 9 соединена каналами 12 с полостями 13, образованными верхней гфессующей плитой 4 и закрепленной на ней перфорированной накладкой 5, и воздуховодом 14 через клапан 15 с магистралью 16 для подвода газообразного агента.
Полости 17, образованные нижней прессующей плитой 2 и закрепленной на ней перфорированной накладкой 3, соединены воздуховодом 18 с магистралью 19 для отвода газообразного агента. Стружечный пакет 2О рапосложен на нижней перфорированной накладке 3.
Пресс работает слеоующим образом.
На 1гажнюю перфорированную накладку 3 укладывается стружечный пакет 2О, затем включается пресс и подвижная траверса 6 начинает опускаться, увлекая за собой пневмоцилиндр 9. Поскольку шток 10 пневмоцилинцра 9 закреплен на раме.1, то он остается на месте, что приводит к увеличению объема полости 11 пневмоцилиндра 9 и всасыванию воздуха из пространства межоу поверхностью стружечного .пакета 2О и верхней перфорированной накладкой 5. Таким образом, воздух не выдавливается из пространства между поверхностью стружечного пакета 20 .и верхней перфорированной накладкой 5, а всасывается через систему отверстий в верхней перфорированной накладке 5 и каналы 12 в полость пневмоцилиндра 9, что предотвращает разрушение поверхности стружечного пакета потоком воздуха. После достижения определенной степени сжатия стружечного пакета 2О срабатывает Клапан 15, и сжатый газообразный агент направляется из магистрали 16 для подвода газообразного агента через воздуховод 14, полость 11 ттневмоцилинщра 9, каналы 12 и через систему отверстий в верхней перфорированной накладке 5 в стружечный пакет 2О.
Пройдя через стружечный пакет 2О, через систему отверстий нижней перфорированной накладки 3 и воздуховод 18, газообразный агент направляется в магистраль 19 для его отвода. После окончания технологической выдержки прекращается подача газоо азнпго агента, производится снятие давления и подъем траверсы 6 пресса. При этом приводится в движение пневмоцилинсф 9, что вызывает уменьшение его рабочего объема и, как следствие выдавливание из него воздуха через каналы 12 и систему отверстий в верхней перфорированной накладке 5 в пространство между поверхностью стружечного пакета 20 и верхвей перфорированной наклацкой 5,
После этого стружечный пакет 20 выгружается Из пресса, вместо него подается следующий и цикл повторяется.
Формула
изо
р е т е н и я
Пресс для изготовления древесностружечных плит, включающий раму, верхнюю и нижнюю прессующие шшты, подвижную траверсу и гидроцилинсфы, отличающийся тем, что, с целью повышения производительности, пресс снабжен установленным на подвижной траверсе пневмоцилиндром, шток Которого закреплен на раме, магистрали для подвода и отвода газоофазногоагента, перфорированными накладками, которые установлены на верхней и нижней плитах пресса и образуют с последними полости для подвода и отвода газообразного агента, при этом полость пневмоцилиндра и полость нижней перфорированной накладки соединены посредством соответствующих воздуховодов с соответствующими магистралями для подвода и отвода газообразного агента, а полость верхней перфорированной наклаки связана посредством каналов с по лостью пневмоцилиндра.
Источники информации, принятые во внимание при экспертизе
2,Шварцман Г. М. Производство древесностружечных плит. М. Лесная промышленность. 1977, (прототип).
