тальной головки может изменяться регулировкой эксцентриситета, для чего эксцентрик 14 имеет возможность перемещаться относительно стуцицы 28.
Станок работает следующим образом.
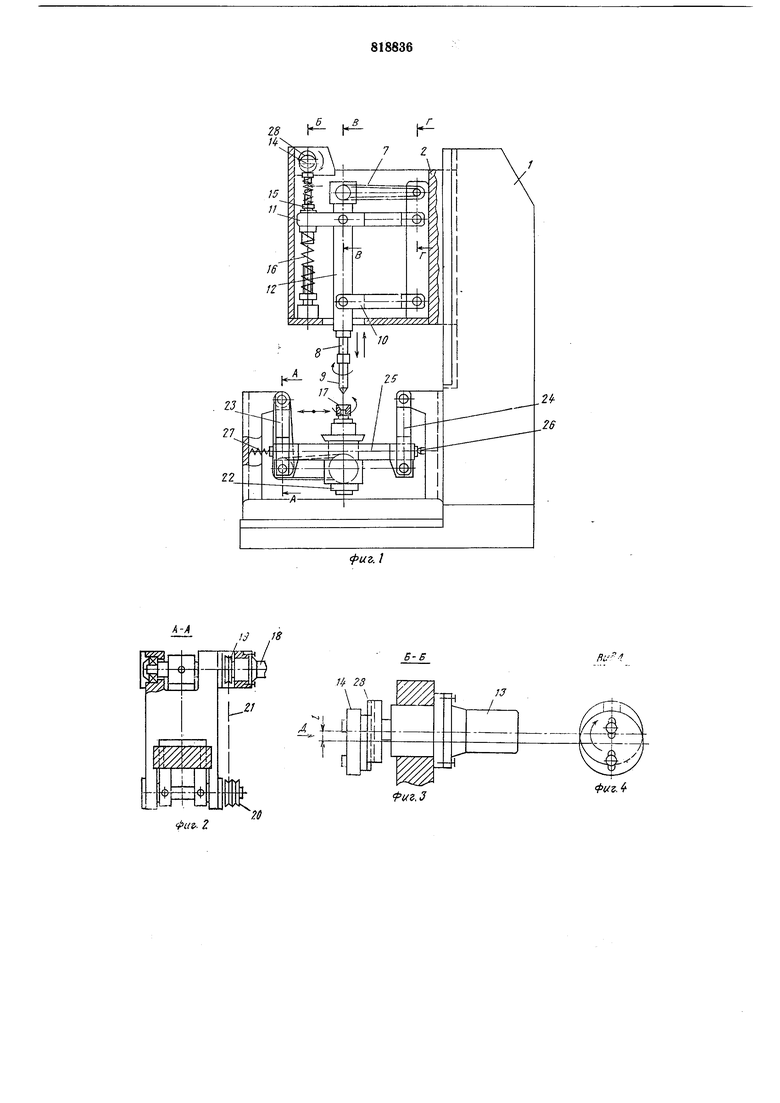
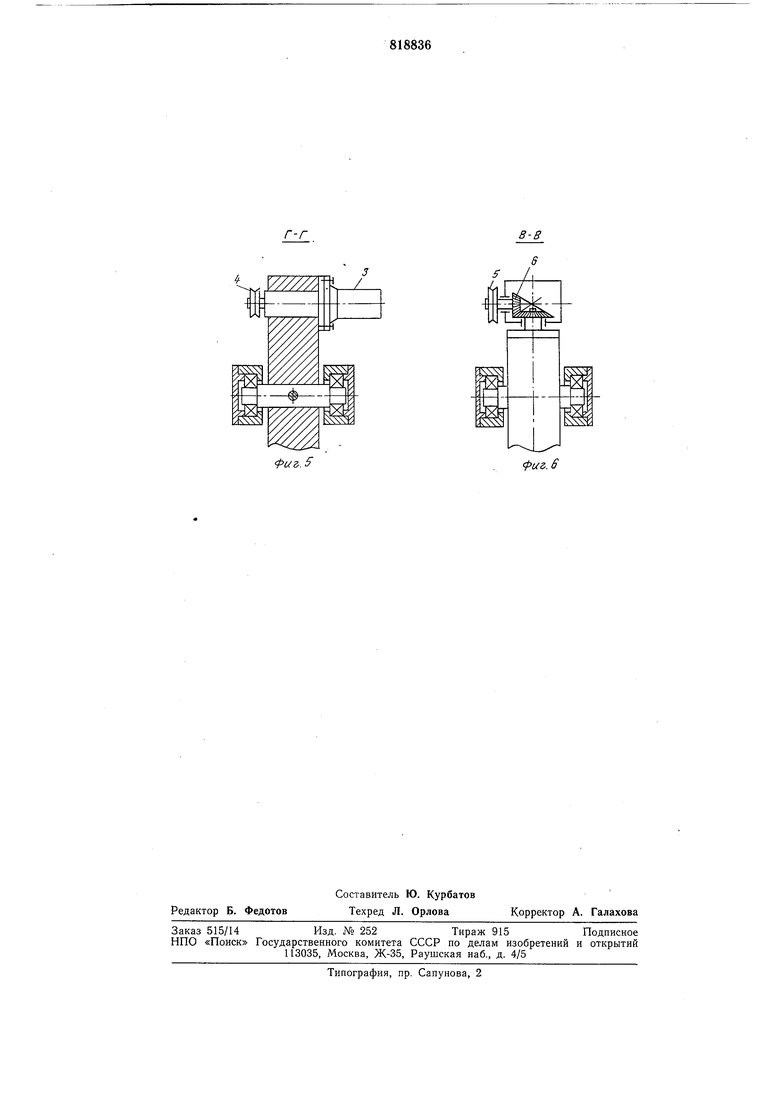
Обрабатываемую деталь 17 устанавливают в щпинделе редуктора 22, включают электродвигатели 3, 13, 18, задающие соответственно через щкивы 4, 5 вращение шпинделю 7 и инструментальной головке 9 и через эксцентрик 14, пружины 15, 16, рычаг 11 возвратно-поступательные перемещения. От электродвигателя 18 вращение детали 17 задается через щкивы 19, 20, ременную передачу 21 и редуктор 22. Опускаясь, инструментальная головка 9 вступает в контакт с обрабатываемой конической поверхностью детали по образующей конуса в верхней ее точке. Вследствие этого образующая конуса инструмента, воздействуя на обрабатываемую поверхность, отжимает платформу 25 с редуктором 22 и деталью влево до совмещения оси инструмента головки 9 с осью детали. Этот момент характеризуется полным соприкосновением конических поверхностей инструмента и обрабатываемой детали. Избыточный ход Щцинделя 8 компенсируется сжатием пружины 15, которая одновременно обеспечивает регулируемое давление инструмента на обрабатываемую поверхность в период полного соприкосновения конусов инструмента и детали. Это улучшает качество обработки. При дальнейщем повороте
эксцентрика 14 шпиндель 8 перемещается вверх на длину обрабатываемого конуса.
После окончания обработки шпиндель 8 перемещается, и инструментальная головка 9 выводится из зоны обработки. Двигатели 3, 13, 18 выключаются, и производится съем обработанной детали 17, после чего цикл повторяется.
Применение в данном станке для перемещения инструментальной головки направляющих в виде шарнирно-рычажной подвески типа параллелограмма позволило повысить долговечность станка.
Формула изобретения
Станок для доводки конических отверстий, содержащий станину, несущую инструментальную бабку с приводом и направляющими для перемещения инструментальпой головки, приспособление для крепления детали с приводом и устройством ее самоустановки, отличающийся тем, что, с целью повышения долговечности станка, направляющие для перемещения инструментальной головки и устройство для самоустановки выполнены в виде шарнирных рычажных подвесок типа параллелограмма, рычаги которых расположены в одной плоскости.
Источники информации,
принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 396257, кл. В 24В 37/02, 1969 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ | 1996 |
|
RU2170165C2 |
| ВСЕСОЮЗНА Pi г «rrJifUO ТГ"-??!!.?!'"'";'JC | 1973 |
|
SU369981A1 |
| СТАНОК ДЛЯ ФИНИШНОЙ ОБРАБОТКИ ДОРОЖЕК КАЧЕНИЯ КОЛЕЦ РОЛИКОПОДШИПНИКОВ | 1999 |
|
RU2189302C2 |
| Устройство для хонингования конических поверхностей | 1987 |
|
SU1495084A1 |
| Внутридоводочный станок | 1981 |
|
SU967780A1 |
| Агрегатный станок | 1985 |
|
SU1333540A1 |
| СТАНОК ДЛЯ ДОВОДКИ КОНИЧЕСКИХ ОТВЕРСТИЙ | 1973 |
|
SU396257A1 |
| Хонинговальный станок для обработки цилиндрических поверхностей | 1986 |
|
SU1563951A2 |
| Станок для механической обработки | 1987 |
|
SU1512707A1 |
| Устройство для доводки деталей | 1976 |
|
SU878532A1 |
Iff 23
. U
Д -,-i
Гф26
фиг-. 2
A.
Б-в
/J
фигЛ
«g.J
г-г
В-8
ff /
